间隔棒FJZ-840/31D低压铸造框架工艺研究
2020-03-25刘耀
刘耀

摘 要:间隔棒FJZ-840/31D应用于长治站配套电厂1000kV送出工程(高河电厂-赵庄电厂),线路全长21.261km,全线单回路架设,仅在高河电厂出线處使用1基双回路终端塔。线路途经山西省长治市长子县;沿线海拔高度在910~1030m之间;沿线地形比例为平地73%、丘陵27%。根据工程要求,间隔棒应采用低压铸造、液态模锻或固态模锻三种加工工艺的任一种,并进行T6热处理,同时应进行表面处理,保证外观质量。根据公司现有设备和设计、生产经验,采用ZL104低压铸造的工艺方式满足工程的需求。
关键词:间隔棒;工艺研究
1 模具设计
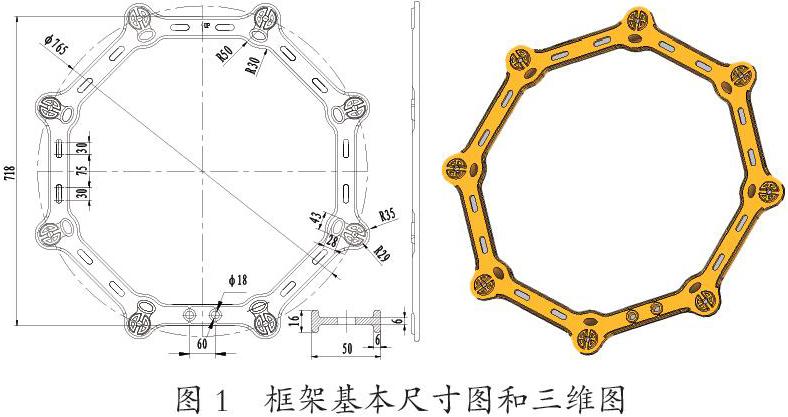
从间隔棒FJZ-840/31D框架基本尺寸图(图1)可以看出,该零件具有尺寸大、壁厚小和结构复杂等特点,所以在生产中存在成型慢,容易产生缩松、夹渣、冷隔等一系列难点。该零件外轮廓尺寸为776mm×776mm,但厚度最大仅16mm。并且零件在远端的体积更大,这也进一步增大了在铸造过程中金属液流动和成型的难度。
公司现有低压铸造设备仅一个浇口,考虑到框架结构为对称结构,因此将浇冒口放在框架中心位置,同时在沿框架的8个方向上设计足够的浇道,保证升液和充型时金属流平稳。模具简图和浇铸完成后的产品分别见图2和图3。
2 工艺流程和热处理
根据技术调研和以往的加工经验,目前低压铸造间隔棒的工艺基本流程为:原材料→熔炼→浇铸→去浇冒口、浇道→打磨→热处理→抛丸钝化。
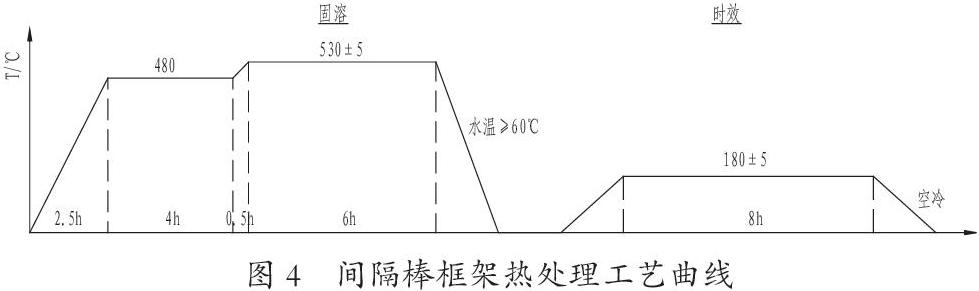
其中热处理工艺参数是保证产品性能的关键环节。ZL104的热处理工艺要求为T6(固溶+时效处理),一般工艺参数为固溶530℃×6h+时效180℃×8h。但由于间隔棒框架尺寸大,壁厚不均匀且形状相对复杂,在热处理过程中很容易产生较大的变形,影响其尺寸和装配性能,甚至导致零件报废。通过对不同热处理参数下产品性能的对比和试验最终确定最佳热处理工艺曲线参考图4。
通过增加等温阶段并控制温升和冷却过程,可有效减少产品的热处理变形。同时,热处理过程中采用热处理专用工装,将产品和夹具进行紧密的捆绑,进一步减少了变形。通过对热处理工艺过程优化,框架最大变形量由16mm减小为3mm,大幅提高了产品的稳定性。
3 试制结果
试制完成后,对零件的尺寸、外观和力学性能进行检测和试验。主要包括以下三个方面:
(1)尺寸检测:间隔棒框架尺寸符合产品图纸要求,整体装配要求;
(2)外观检测:铸件表面平整、光滑,无气孔、沙眼等缺陷;
(3)型式试验:对间隔棒进行整体装配后,进行拉压力和向心力试验,试验标准为GB/T 2317.1-2008《电力金具试验方法 第一部分:机械试验》。经检验,该样品所检测的项目符合GB/T 2314-2008《电力金具通用技术条件》和DL/T 1098-2016《间隔捧技术条件和试验方法》的相应要求,试验合格。
4 结语
本文通过对间隔棒FJZ-840/31D低压铸造框架工艺研究和试验,掌握了铸件结构尺寸、模具设计和工艺流程等因素对间隔棒框架尺寸和性能的影响。通过工艺试验解决了间隔棒框架在铸造过程中容易存在的缩松、冷隔、表面质量差和热处理易变形等问题。最后对试制结果进行了试验验证,试验结果满足产品的各项性能要求。其取得的工艺技术成果可以指导后续其他型号低压铸造工艺间隔棒框架的研制和生产。
(中国电建集团成都电力金具有限公司,四川 成都 610000)
