壳体类零件自动化生产线刀具选用研究*
2020-03-24田东缙王新辉王录林
□ 田东缙 □ 王新辉 □ 宋 文 □ 王 茹 □ 王录林 □ 刘 燕
中国航发西安动力控制科技有限公司六○分厂 西安 710077
1 研究背景
随着经济、科技的迅猛发展,机械加工技术正朝着智能化、绿色化、数字化、自动化方向快速发展[1]。自动化生产技术符合发展需求,因此越来越多的生产单位开始应用自动化生产技术。为更好地完成壳体生产任务,提高生产加工水平和能力,笔者对壳体类零件的加工进行研究,引进壳体自动化生产线。自动化生产线的工艺设计模式和刀具选用方法与传统加工存在很大差异,为保证自动化生产线的顺利运行,必须建立适应自动化生产线的刀具选用和管理方法[2]。
2 壳体类零件加工特点
壳体类零件结构复杂,型面及型腔多,壁厚不均匀,各类孔系繁多且差异性大。其中,油路孔交错复杂,数量、深度各异。壳体类零件材料以铝镁合金为主,切削性能良好[3]。虽然壳体类零件形态各异,零件之间相似性差,但是壳体构成元素却有很多共同点。按壳体构成元素的相似性和加工方法,可以将壳体构成元素特征分为三类,如图1所示。A类为型面、型腔、槽类特征[4]。B类为孔系特征,包括台阶孔系、螺纹孔系、单孔系等。C类为油路孔特征,包括单角度油路孔、双角度油路孔。
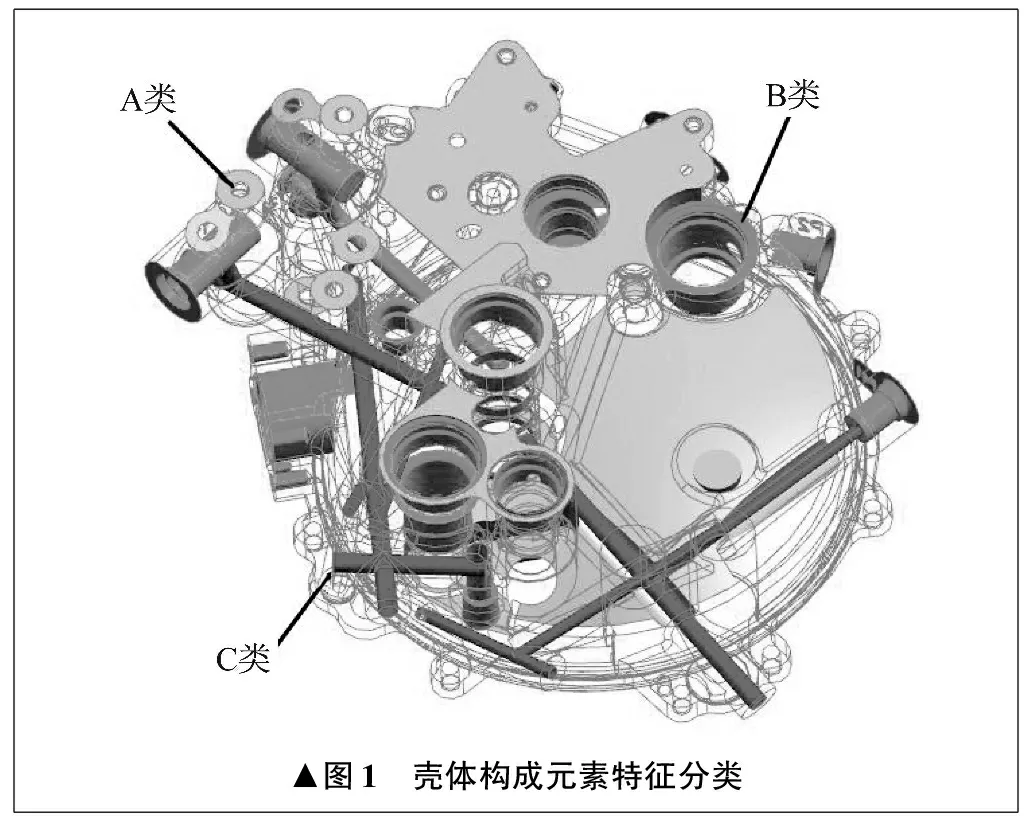
▲图1 壳体构成元素特征分类
3 壳体类零件加工现状
现阶段,壳体类零件的加工按工艺要求,主要依靠单台数控设备按序加工,工序之间互不联系[5]。因此,在刀具选用过程中,主要以操作人员手中的现有刀具为基础,结合现有壳体加工条件,以单刀形式为主进行选刀,各个尺寸间无关联[6],刀具数量和种类较多。
4 自动化生产线刀具选用方法
自动化生产线由工件传送系统和控制系统组成[7],将一组数控机床和辅助设备按照工艺顺序连接,可以自动完成产品全部或部分的制造过程。自动化生产线以改善工人劳动条件、降低能源消耗、节约材料、提高劳动效率和产品质量为目标。如果刀具选用方法沿用原有的单刀选择方法,那么将不能满足自动化生产线的刀具加工需求。经过对壳体类零件加工工艺进行分析,结合现阶段刀具发展的水平,对自动化生产线刀具进行标准化、系列化、通用化选用。
4.1 标准化
自动化生产线选用刀具的主要依据是壳体加工的基本特征,即型面、型腔、槽、孔系、油路孔等。结合壳体特征的加工方法,优化刀具的选用方法,依据特征进行标准化选刀。
根据壳体类零件的结构,将制造特征分为29类,见表1。根据所加工的壳体类零件的结构特征,进行刀具的选用[8],确保刀具选用标准统一,满足自动化生产线的正常运行要求。

表1 壳体类零件制造特征分类
4.2 系列化
自动化生产线刀具按加工部位可分为通用刀具和专用刀具两大类。
通用刀具主要用于加工单一的型面、油路孔等特征[9],刀具选用简单。如油路孔加工刀具选用时,根据加工直径,选用相应的钻头,常用的规格有φ3 mm、φ4 mm、φ5 mm。型面加工采用铣刀进行加工,常用的规格有φ8 mm、φ10 mm、φ12 mm。通用刀具如图2所示。

▲图2 通用刀具
为了充分发挥自动化生产线的高效作用,在加工壳体类零件时,根据壳体加工工艺对所选用的刀具提出了许多新的要求。加工同一特征时,刀具规格和种类应尽量少,这样可以降低加工过程中的换刀频次,减少刀具数量,降低制造成本。为了解决此类问题,以零件结构特征螺纹孔系为导向,根据螺纹孔系加工的频次,设计制造专用刀具,减少刀具的选用数量,缩短零件的加工时间,确保自动化生产线实现高效、稳定的运行[10]。
螺纹孔系结构如图3所示,螺纹孔系尺寸见表2,螺纹孔系加工专用刀具如图4所示。
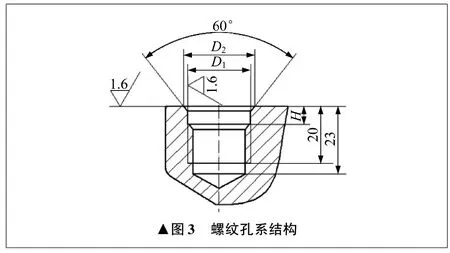
▲图3 螺纹孔系结构
4.3 通用化
依据相似相近原则,对于同类加工特征,根据加工频次的高低,采用高频次刀具替代低频次刀具,优化刀具选用方案,精简刀具数量,确保自动化生产线刀具的正常顺利使用。在选取铣刀时,按优化前的选刀方法,
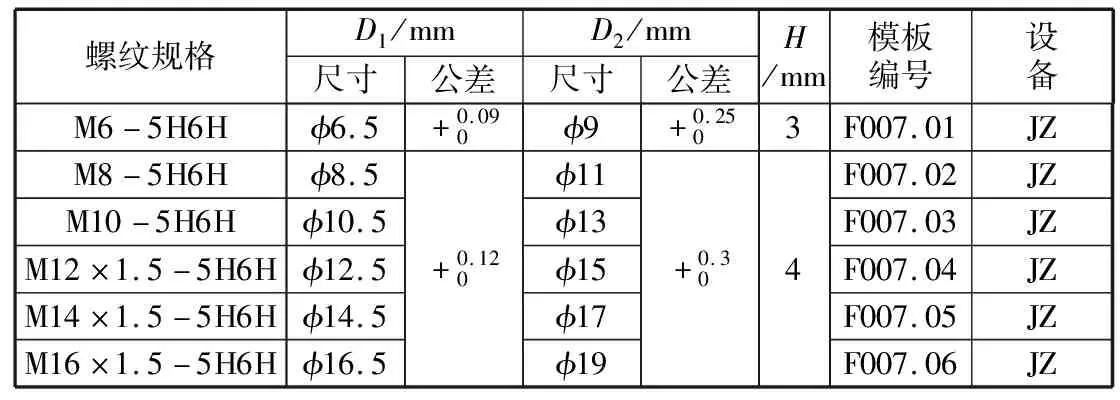
表2 螺纹孔系尺寸
▲图4 特征孔系加工专用刀具
需要十个种类15把刀具。根据频次优化后,只需六个种类的刀具,刀具种类及数量明显减少,见表3。

表3 刀具选用优化前后对比
5 自动化生产线刀具选用原则
结合自动化生产线加工的特点及壳体类零件的加工特征,将自动化生产线的刀具按加工工艺要求分为两类,即通用刀具和专用刀具。在刀具选用过程中,需遵循选择原则。
5.1 通用刀具
(1)通用刀具参数按照标准参数选用,如有特殊情况,可进行非标定制。
(2)依据相近相似原理,即同种刀具按照满足加工工艺长度最长要求进行选取,保证加工过程中刀具的通用性。
(3)依据刀具使用频次,对于铣削类刀具,按使用频次的高低,采用高频次刀具替代同等条件下或相近状态下低频次刀具。
5.2 专用刀具
(1)根据壳体结构加工特征,选取组合刀具,方便后续刀具使用的通用性。
(2)对于复杂特征,分析刀具使用频次的高低,如果频次低,那么可以将对应特征分解,扩大刀具的使用范围。
(3)采用专用刀具,可以大量减少刀具使用数量,但是专用刀具价格昂贵,因此在选用时,应根据刀具使用频次,合理选用专用刀具。
6 选用结果
依据自动化生产线加工的特点,结合壳体结构的加工特征,对自动化生产线的刀具进行标准化、系列化、通用化选用,这样不但可以简化刀具的选用流程,而且能够保证刀具选择的合理化和最优化。通过所述方法,将自动化生产线的刀具数量由原来的420把缩减至258把,确保了自动化生产线的正常运行,同时为壳体类零件的加工提供了良好的技术保障。自动化生产线刀具选用结果见表4。

表4 自动化生产线刀具选用结果
7 结束语
壳体类零件自动化生产线涵盖面较广,包括壳体加工工艺设计、夹具设计、刀具选用及管理。壳体类零件孔系复杂,刀具数量多,刀具选用方法尤为重要。采用传统的单刀选用方法,会直接制约自动化生产线的正常运行。
通过刀具选用标准化、系列化、通用化,确立了自动化生产线刀具选用方法,为自动化生产线的高效运行提供了良好的技术保障。
