专用气密性自动检测装置设计
2020-03-23姚艳张成
姚艳 张成

摘 要 手动真空检漏操作过程繁锁,造成生产效率低、人员需求多等问题。为此,本文以真空检漏自动化为设计目标,通过配合氦质谱检漏仪的检漏过程进行分析研究。设计装置采用双工位结构,采用专用密封装置,使用气缸作为执行元件,通过电磁阀、继电器等进行电气控制,实现被测工件自动定位、密封、检漏等过程,进而减少操作人员数量,大幅度提高检漏效率。
关键词 真空检漏;被测工件;自动定位
中图分类号: TP274.4文献标识码: A
DOI:10.19694/j.cnki.issn2095-2457.2020.02.032
被测工件是由两种铝制管材装配收集气体的零部件。为了保证被测工件在内外存在压差的情况下不能有气体漏出,装配后需要对其进行真空检漏。目前,生产中采用手动封堵A、B管件两端抽空检验,因密封体积大,抽空时间长,手动密封动作简单重复造成生产效率低。为此,研制一种真空检漏装置,配合氦质谱检漏仪实现检漏过程自动化。该装置采用双工位结构[1],设计专用密封部件,采用气缸作为执行元件[2],通过电磁阀、继电器等进行电气控制,实现被测工件自动定位、密封、检漏等过程,进而减少操作人员数量,降低劳动强度,大幅提高检漏效率。故而本设计拟从减小密封动作、抽空体积、检漏过程自动化,达到减员增效目标。
1 设计背景及方案
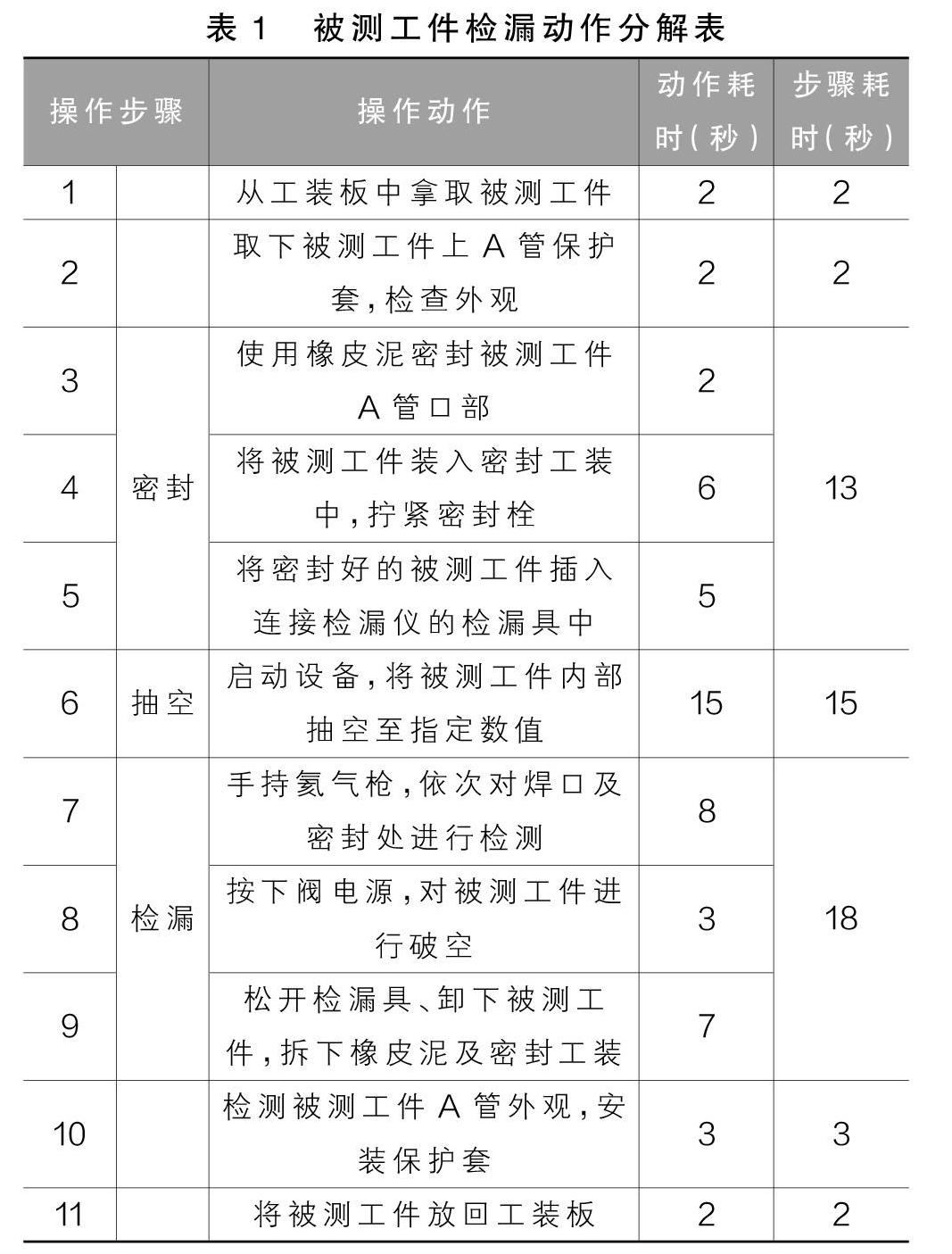
目前人工检漏步骤及动作耗时见表1。
由表1可知,被测工件检漏过程共计11个动作。其中密封、抽空和检漏三个步骤用时较长,占总体的80%以上,可提升空间较大。同时,上述三个步骤均为单一、重复的动作,便于实现自动化。
1.1 密封体积设计
为了单独对A管内腔抽空,需要设计新的密封工装,同时还要考虑便于拆装。图1所示对被测工件结构分析发现,使用橡胶圈对A管外径(φb)、B管外径(φa)处进行环向密封,实现对A管内腔的单独抽空。为了保证密封的可靠性,在工装中还设计了A管的端面密封,在压紧力的作用下,使用密封圈压紧A管左端面,实现被测工件密封。
1.2 自动检漏设计
检漏过程中,需要分别对两个检测点(1点、2点)喷射氦气,同时观察检漏仪显示的漏率。由于两个检测点的相对位置固定,所以设计了固定的喷气孔,取代人工喷气的操作。
1.2.1 被测工件定位
若实现检漏过程的自动化,首先需要对检漏部位进行定位,其精度决定了密封、检漏机构的有效运行。设计两个支架,分别为工件定位支架和辅助支架,二者同轴度要求≤0.05mm。分别对被测工件的φc和φd两处进行支撑。工件定位支架采用U型结构,通过定位槽对被测工件的φc处固定,防止其轴向移动。辅助支架采用夹具设计,通过气缸1对被测工件的φd处夹紧,防止其径向移动,实现被测工件的定位。
1.2.2 被测工件密封
放置被测工件定位后,密封装置在气缸2的作用下沿直线滑轨轴向移动,可实现自动装、拆密封装置。为保证被测工件与密封装置有效配合,特选用气动浮动接头,避免配合问题影响密封性效果。
1.2.3 自动检漏
使用密封装置定位密封被测工件后,喷气孔在气缸3的作用下移动至待检测位置。当内腔压力降至一定数值时,通过电磁阀控制氦气的实时通止达到自动检测目标。
1.3 电气设计
采用PLC可編程控制器作为控制单元,通过继电器驱动电磁阀实现气缸动作控制,具有控制灵活、经济性好的优点。
气动管路主要是对定位、密封以及喷氦气机构的气缸及电磁阀的管路连接。电磁阀均采用三位五通式,可对推进气缸的伸缩、停止进行单独控制。同时,管路气压通过节流阀控制,保证持续、稳定的输出。
2 设计研究成效
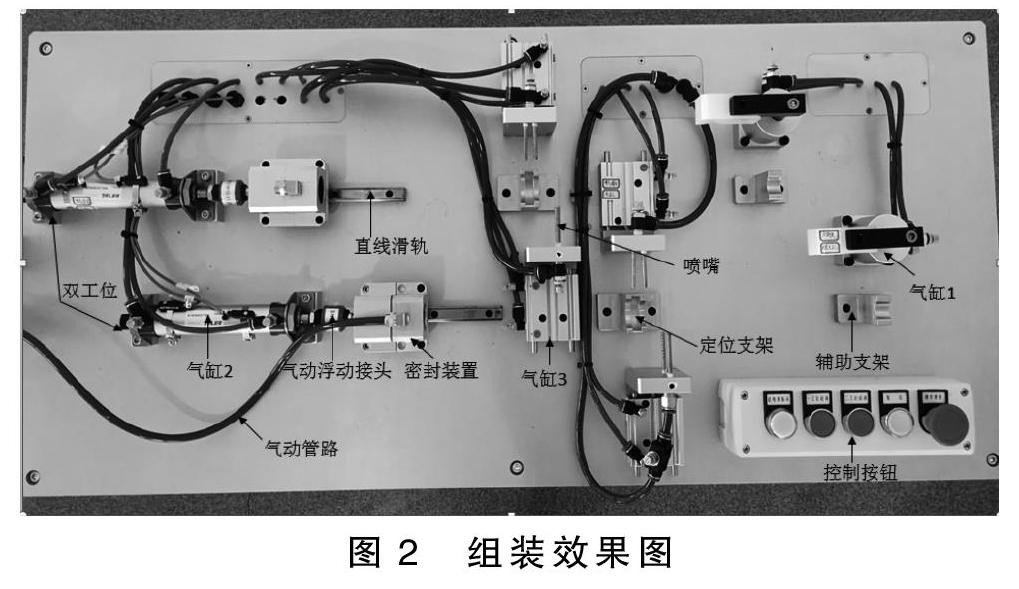
方案确定后,通过CAD和3D仿真软件对机械部分进行了详细的图纸设计,依据设计图纸进行机械加工。完成后,对主要零部件进行检测后总装,达到设计要求。
根据方案确定的气动线路图,进行了连接,在连接后对继电器、电磁阀及气缸进行了调试,动作符合设计要求。该装置设计成双工位结构,1名操作人员可同时完成2件被测工件检漏操作,减少了现场人员和设备的数量需求。
3 效果验证
自动真空检漏装置研制后,选取20件被测工件分别由人工和自动方式对其检测。主要对自动装置的功能实现和检测精度两方面进行验证。
由图3可知,自动检测的漏率值均大于手动检测且判定结论一致,说明自动检测较手动检测的漏率值更精确,同时对比了手动与自动检漏耗时情况,自动检漏单件用时减少19.4秒,生产效率显著提高。
4 小结
本文研制的专用气密性自动检测装置,成功解决了手动检测效率低的问题:
(1)设计了新型装置,减小抽空体积,简化密封过程,提高生产效率。
(2)通过进行PLC编程,实现了电磁阀、继电器的自动控制。
(3)通过试验验证,自动与手动检测判定结论一致。
参考文献
[1]吴宗泽,罗圣国,等.机械设计课程设计手册[M].北京:高等教育出版社,2007.
[2]李新德,等.气动元件与系统[M].北京:中国电力出版社,2015.
