U型罩复合模具的设计与装配工艺
2020-03-23季平
季平
摘 要 隨着科学技术和现代工业的飞速发展,模具工业在机械制造行业中的运用越来越广泛,它在铸造、塑料、橡胶、冲压、各种型材、粉末冶金、陶瓷制品等的生产领域中显示出较大的优越性。模具是一种高生产率的工艺装备,它不仅效率高,而且节约原材料,降低成本,保证产品质量。为使模具工业适应机械工业飞速发展的需要,目前在模具生产中采用了许多新工艺、新装备,它不仅提高了模具的制作水平,同时也使模具行业向机械化、自动化的方向发展。当前模具工业广泛采用了计算机设计,数控加工等一些先进的机床进行加工,使模具的制造精度越来越高,模具制造业将有非常光明的未来。
关键词 U型罩;设计;装配
中图分类号: TG385.2文献标识码: A
DOI:10.19694/j.cnki.issn2095-2457.2020.02.031
U型罩落料、拉深、冲孔模是一种在同一工位上完成三道加工工序的复合模,它与普通模具(即一次冲压过程只能完成一道加工工序)相比具有生产效率高,制造成本低,同时又适应于大批量生产的特点,但模具的零件较多,加工精度高,结构复杂,对最后装配的要求也高。
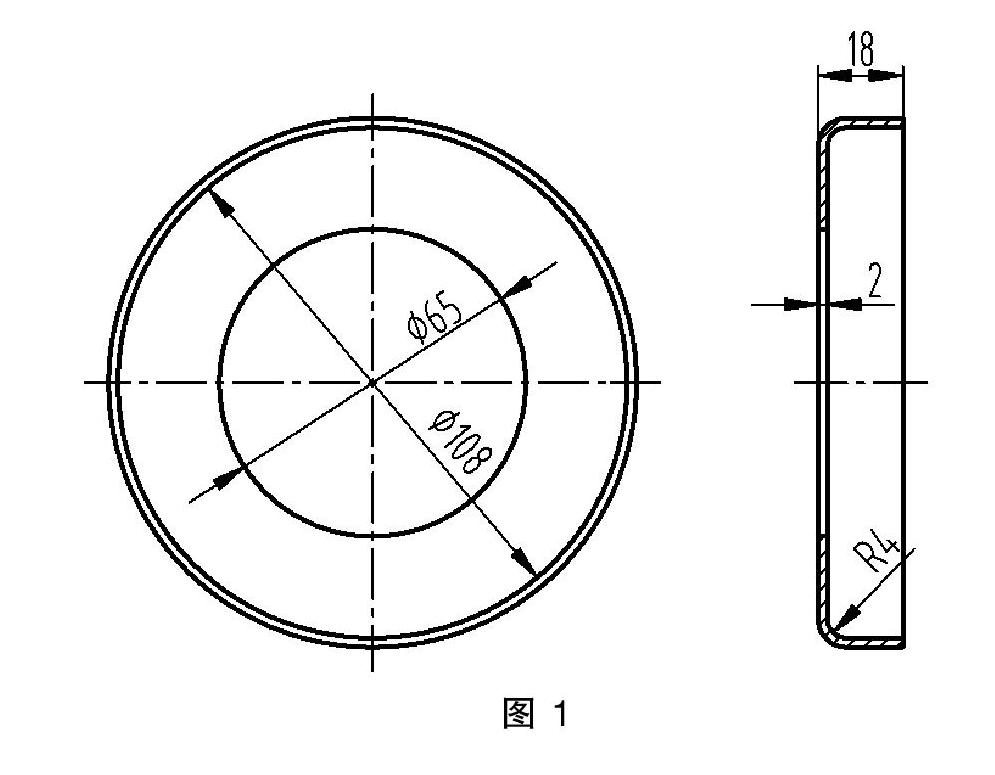
1 零件图
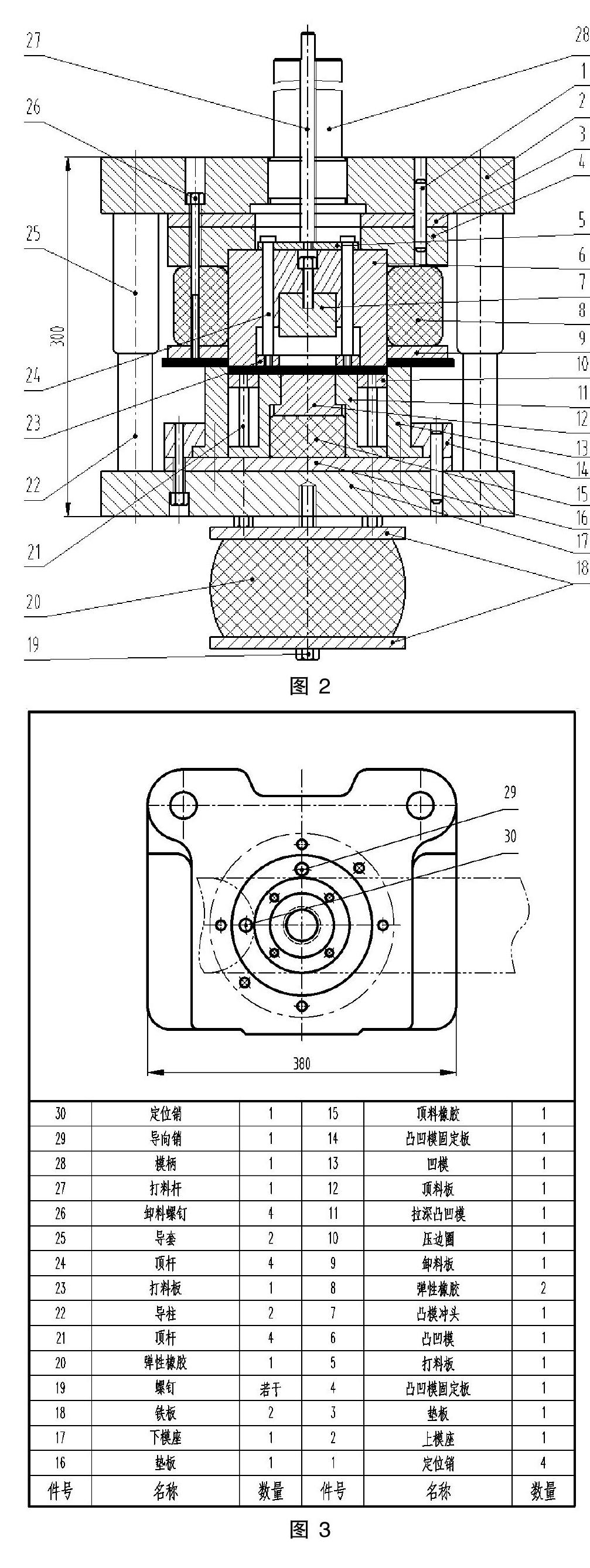
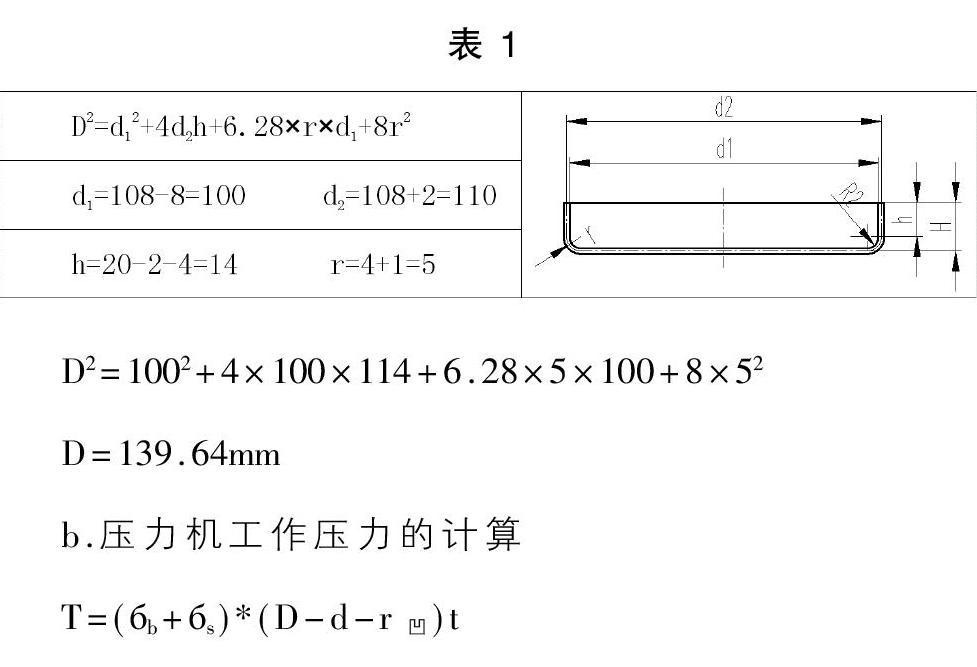
2 模具总装图(见图2)、明细表(见图3)
这付模具我们想从模具设计结构、工作性能和模具的装配调整两个方面进行论述。
2.1 模具的结构和工作性能
1)模具主要有模柄、模架、垫板、凸凹模固定板、凹凸模固定板、凸模、凹模、弹顶装置、卸料板、顶出杆、打料装置、弹性橡胶和螺钉、圆锥销等组成。
下面我把模具各主要零部件的工作性能介绍一下:
(1)模柄28的主要作用是保证模具与压力机中心的正确定位,与压力机的滑块相连接。
(2)模架2的主要作用是固定模具各主要零部件和辅助装置。
(3)导柱22、导套25是模具工作时的定位、导向零件。
(4)上模卸料板9的主要作用是在模具工作时一方面压紧制件板料,使板料不能移动,另一方面在完成一次冲压过程后顶出制件或废料。
(5)凸凹模固定板4、15是固定凸模和凹模位置的零件,它们和垫板一起与模架相连。
(6)下模卸料装置10其主要作用是拉深时作压边圈使用,完成后又起顶出制件的作用。当制件卡在上模时,上模打料装置5、23、24、27将制件打出。
(7)弹性装置有橡胶、铁板、螺柱和顶杆组成,其主要作用是模具经过每次冲压后恢复各弹顶零件的正确位置。
2)下面我介绍一下模具的工作过程
(1)将模具安装在压力机中,依靠模柄与压力机滑块相连并使模具调整到压力机中心位置后用压板紧固模架。压力机调整工作行程确定模具开模和闭模时机床工作台的工作高度,保证开模时工人取件方便,闭模时上模凸凹模进入下模凹模型腔正确的深度23mm位置。
(2)压力机工作压力的计算和落料展开尺寸计算
a.制件落料尺寸计算
(3)模具位置调定紧固后,用润滑油润滑各导向零件和活动零件,如模具的导柱、导套、顶杆等,模具的凸模和凹模刃口部位也要涂适量的润滑油。
(4)模具在先不放制件材料时试压一下,仔细观察模具各部件情况是否符合设计要求,查看各运动零件是否滑动灵活,弹顶机构经压缩、释放后弹顶零件是否复位。
(5)试冲:将2mm的板料置于上、下模之间,压力机滑块下降带动上模下移,当上下模与制件板料接触之后,卸料板9首先压住板料使之不能移动,上模的凸凹模6与下模的凹模13完成了一次落料,即冲出Φ139.64mm圆片,压力机继续运行,上模的凸凹模6与下模的压边圈10和制件圆片接触,依靠下压时弹顶装置压紧,压边圈下移时依靠顶杆和铁板压缩橡胶,下模的凸凹模顶着板料进入上模的凹模中拉深,当拉深到18mm时,上模的凸模冲头7与制件接触,冲头与下模凸凹模对制件完成一次冲孔,上模进入下模23mm后制件完全成形,开模时,压边圈顶出包容在拉深凸模上的制件,同时下模顶料装置12顶出冲孔后的废料,模具各部位的弹顶装置恢复到原来的形状。
ⅰ.取出制件,测量各部件尺寸和形状,是否有起皱、拉裂、变形、划痕等缺陷,尺寸是否符合图纸要求
ⅱ.试冲合格后,连续冲压100件以上模具各部零件一切正常就可以批量生产了
2.2 模具的装配和调整
根据图一所示,制定装配顺序和工艺方法
在装配之前,首先必须仔细研究图样,根据模具的结构特点和技术要求,确定合理的装配次序和装配方法,检测模具零件的加工质量,然后按规定的装配工艺要求进行装配。
2.2.1 主要零部件的装配和总装配
1)模柄的装配。
这里模具的模柄是组装在上模座上的如图所示:
模柄与上模座的配合要求是H7/m6,装配时,可用压力机或用钳工敲击的方法把模柄压入上模座,安装后用90°角尺检查模柄与上模座上平面,垂直度是否正确,如果一切顺利就反过来以模座下平面为基准,用平面磨床磨平模柄端面突出部分,最后用螺钉或定位销紧固。
2)上模凸凹模与固定板的装配及凸模冲头的装配。
(1)将凸模冲头压入凸凹模中反面用螺钉紧固,检查测量装配是否符合图纸要求。
(2)凸凹模与固定板的配合要求H7/m6,装配时将精加工好的凸凹模压入固定板中,根据固定板二平面检查凸凹模平面度和垂直度是否符合要求,最后用螺栓和定位销紧固。
以上两步在装配时注意凸模冲头和凸凹模刃口不能碰坏,并且压入装配时各配合面要清洁,不能有杂物夹在中间,以免影响装配精度。
3)下模凹模,拉深凸模与凹模固定板的装配。
如图所示,装配时先将凹模通过压力机压入下模固定板中,配合要求H7/m6,检查凹模上平面和垂直度是否符合图纸要求,下平面以固定板的下平面为基准磨平。其次,压入拉深凸模在凹模中,并且使拉深凸模底面与固定板底面平行重合。最后放入顶出装置12和橡胶14备用。
4)弹顶装置的安装。
用二块铁板18把橡胶20夹在一起固定,钻孔以备在总组装最后安装并且备好四根等高顶杆18。
5)总组装
模具的主要组件装配完毕后开始总组装,装配顺序是先装下模组件后再装上模组件。
(1)下模座上放上垫板,然后按上凹模固定板组件,调整位置后用内六角螺丝紧固,并打上定位销定位。
(2)上模组件安装,先将打料杆组件23、24、27、5组装在凸凹模固定板组件中,然后将组件盖上垫板后装在上模座上用螺丝预紧,最后等模具间隙调整后紧固,钻铰定位销孔,配定位销。
2.2.2 模具的调整
(1)模具的调整主要是模具间隙,即落料间隙、冲孔间隙的调整,如果不均匀不但会使制件不合格,严重时会损坏模具的零部件。首先以模架导柱、导套导向零件为基准,在下模凹模刃口处利用垫片法均匀放上4块0.2mm铜皮,使上下模合模后凸凹模间隙均匀一致,最后紧固预紧的螺丝,配钻定位销孔,安装定位销。
(2)安装上模卸料板,通过螺丝26压缩橡胶调整位置,使卸料板处于稍高于凸凹模2~3mm位置,并且使卸料板有一定的预压力。安装下模的弹顶装置,首先把压边圈放入凹模内,旋入四根螺纹顶杆,使它们下端面平齐(看图一)然后安装弹顶装置,调整螺钉和螺母,使拉深凸模与压边圈平面平齐或稍低。
(3)模具的试冲和调整。
模具装配后,必须在生产条件下,进行试冲,冲出的工件按冲压零件产品图或试样进行检查验收,如发现缺陷,要仔细分析找出原因。并对模具进行适当调整和修理。然后再试冲,直到模具正常工作并得到合格的制件为止。
参考文献
[1]工具钳工技师培训教材.机械工业出版社.
[2]冷冲模设计手册.机械工业出版社.
