基于模块预制焊接质量控制的安全文化实践
2020-03-15杨青云吴金辉孟伟东刘先文徐春杰
杨青云,吴金辉,张 岗,孟伟东,刘先文,徐春杰
(1.国家电投集团能源科技工程有限公司,上海 200000;2.西安理工大学材料科学与工程学院,陕西 西安 710000)
模块预制焊接施工技术规范高要求,质量控制工作方位广、难度大,焊接专业存在独特性。建设者在使用年限内存担着相应的责任与义务,形成“安全人人有责”的安全文化靓丽风景线[1]。相关专业工程师深知安全的责任与担当,唯以质控工程师的角度研读技术规范与标准,加强审承包商的报审文件,深入施工现场,力争设备材料标准化、施工管理规范化、工程质量精品化。“工程建设期的质量,就是运行期的安全”,在质控过程中,每一道工序、每一项工艺过程的目标是“质量第一、安全第一”。
焊接质控工程师对CR10 模块的入场检查验收、预制焊接过程监督管理。某建设工程采用CR10 模块是钢制安全壳底封头的支架,主要功能是支撑钢制安全壳。钢制安全壳是抗震Ⅰ级设备,其支撑CR10 模块同样是抗震Ⅰ级结构模块。模块内钢结构的连接方式是焊接和高强螺栓连接。CR10 模块内环半径10.686m,外半径21.031m,外环高度3.343m;钢结构原材料是材质Q345B 的无缝钢管、H 型钢、T 型钢、钢板,最大厚度12mm,总重量约110t;消耗性永久材料焊材是药芯焊丝CHT711。
CR10 模块在由施工承包单位在现场外预制成32 个片体,运输到临建区拼装场地后拼装成16 榀单元结构。CR10 模块单元制作完成,运输到吊装场地整体预制拼装,拟整体吊装就位。
焊接因空间位置与工艺成熟性,采用的主要焊接方法是钨极氩弧焊、手工电弧焊,条件具备时采用钨极氩弧窄间隙自动焊、埋弧焊、二氧化碳气体保护焊等方法。影响焊接质量的因素有技术规范的要求、焊接材料、人员资格、设备管理等方面。在强大的建设质保体系下,人因失误是发生安全事故的主导诱因。质控工程师解读技术规格书,加强现场施工监督管理等方面,将安全文化渗透到日常管理工作中。
1 碳钢及低合金钢焊接技术条件解读
在安全文化“倡导学习型组织”的指导下,质控工程师每周参加两次内部培训学习,包括业主程序、专业技能、AP1000 系统等内容,要求质控工程师透彻理解技术标准规范。项目与民用项目的不同之处在于每个建设项目都有自成体系的技术规格书,或引用或严于相应的国家/行业标准,且由不同专业的设计人员编成,相互之间合理援用,且每个专业对材料、焊接的要求不一致。焊接专业质控工程师解读技术规格书,最终形成施工承包商工作程序/施工方案审核、现场焊接监督管理的基础依据。
某建设项目采用CR10 模块焊接的技术规范碳钢及低合金钢焊接技术条件的关键点解读如下:
(1)焊条、焊丝必须符合国标或AWS 标准对焊材的相关规定,且选用低氢焊材,具有完整的质量合格证书,且经复验合格后,方能使用。
[条文解读]低氢型焊材是指熔敷金属中含氢量≤5ml/100g[2]。由于理化试验室条件限制,熔敷金属含氢量通常在焊材质量合格证书中要求。完整的质量合格证书是指质量证明书中项目及指标完全符合相关标准,如化学分析中的元素个数等。在钢结构施工质量验收规范中,检验重要钢结构采用的焊接材料质量合格证明文件的性能数据。有丰富建设经验的施工承包商都强调复验焊接材料,且使用状态中焊条保温筒的温度范围是70℃~150℃。
CR10 模块焊材E71T-1C 现场复验的项目,参考焊材标准AWS A5.20 中焊接试件的检验项目,如射线探伤、化学分析、拉伸试验、冲击试验、角焊缝试验、扩散氢试验等确定满足焊缝熔敷金属的使用性能。
焊接专业质控工程师在焊接材料现场验收过程中,严格按照标准/技术规范中的要求,检验焊材复验项目及其试验数据的符合性。
(2)焊接工艺评定符合GB50661 或AWS D1.1。
[条文解读]焊接工艺评定依据是GB50661 或AWS D1.1,依据工程施工经验,设计院的图纸规定焊接工艺评定的标准是AWS D1.1。
对焊接厚度8mm ~200mm 的焊缝无损检测设计验收标准:①不允许存在具有平面性特征[3]的缺陷;②拒收A 级缺陷(不论长度如何);③拒收长度大于20mm 的B 级缺陷;④拒收长度大于50mm 的C 级缺陷;⑤D 级缺欠可确定合格。
质控工程师在充分解读设计文件的基础上,结合安全文化“培育质疑的工作态度”,切合实际地提出疑问。现场工件焊缝的检测技术文件,相对于AWS D1.1 的规定,多一项缺陷性质的判断,这样将导致焊接工艺评定的无损检测要求低于工件焊缝的要求。已经合格的焊接评定中的焊接工艺,是否能满足现场工件焊接的要求,尚具有不确定性。设计文件是现场施工程序与方案编制的直接依据,在暖暖的安全文化大环境下,焊接工艺评定在电工程经验累积的基础上有更高要求。
(3)焊接质量检验人员是接受过技术培训,有一定的焊接实践经验和技术水平,能正确掌握焊缝质量的评定标准,且持有质量检验人员上岗资格证书者。
[条文解读]依据无损检测技术规范的要求,所有无损检测都必须由持有与其从事的检测方法相应的有效资格证书的检测人员执行,其资格符合HAF602 规定。
国家环保总局对民用安全设备无损检验人员管理有专用的部门规章,在建设期间无损检测管理人员资格要求符合HAF602,这是安全文化在设计文件中良好体现的一个侧面。
2 质控工作方法
2.1 工作日志
质控工程师以工作日志的形式每天记录工作内容,包括天气、气温,全面记录工作相关事宜。
2.2 文件管理
质控工程师以程序规范工作流程,通过质量通知单、工作联系单和施工承包单位联系事务。审核批准承包单位报审的程序/施工方案、质量计划、材料报验资料,以及焊工资格项目证、无损检测人员资格证;重点复核承包商报备的焊接工艺评定报告(PQR)与焊接工艺技术规程(WPS)。
2.3 巡视检验
CR10 模块施工期间,相关专业质控工程师不定期或在特定时间段内检查,监督管理现场施工环境、人员持证情况、工艺纪律、施工质量,以及安全文明施工等内容。
2.4 质量计划控制点检查
预埋件和零星钢结构技术规格书中,将质量计划控制点分成停工待检点(H 点)、见证点(W)、资料审核点(R)。H 点针对设备安全或性能最重要的工艺过程、相关检验、试验设置,如重要工序节点(新工艺)、隐蔽工程、关键试验或不可重复的试验。W 点针对重要部位、特种作业、特殊工艺等[4],施工单位在该项作业开始前24h 或48h,书面通知现场监理单位到现场见证施工作业过程。若施工作业过程见证产生疑义,质控工程师可将W点变更成全过程监督控制点。CR10 模块焊接施工以质量计划设置的工序分批发点,焊接专业工程师对现场检查见证。
2.5 专项监查
焊接质控工程师专项检查CR10 模块焊接与目视检查人员资格、焊接材料管理。
质控工程师的工作方法还包括工作联系单、质量问题通知单、专题会议等。
3 CR10模块焊接现场质控
焊接施工管理实行3 级QC 控制(施工作业队一级、施工承包商二级、总承包商三级),施工承包商检验后,无论是总承包商,还是业主、监理单位检查复核,检查结果与结论保持一致性,体现出安全文化的原则“安全能接受持续的检验”。
3.1 焊接材料管理
3.1.1 焊接材料的现场复验
CR10 模块在预制厂采用焊条电弧焊,在吊装场地采用药芯焊丝二氧化碳气体保护焊(FCAW)。低合金钢焊丝符合AWS A5.20/A5.20M-2005 的要求。施工承包商依据相关的标准规范、技术文件与图纸的规定,编制焊材采购技术规格书,且采购技术规格书经过施工总承包商的批准。如现场使用的药芯焊丝(牌号E71T-1C、规格Φ1.2mm、质保等级QSA3)的采购技术规格书中明确焊丝的理化性能试验要求,且要求现场复验项目有化学分析、拉伸试验、冲击试验、角焊缝试验等。焊接质控工程师依据标准验收入场药芯焊丝E71T-1C。
按照AWS A5.20/A5.20M-2005 焊缝试件检验项目,焊材质量保证书与现场复验熔敷金属的射线探伤、化学分析、冲击试验、拉伸试验,以及角焊缝金相试验。
3.1.2 焊材贮存
某建设项目焊材库的职责是材料入场验收与批量贮存。材料入场验收的焊材,临时贮存在待验区。库房内的环境(温度、湿度)及其记录、货架与墙面/地面的距离、码放高度、不同牌号/规格焊材的间隔,是质控的重点检查项目。焊材库房的检查,焊接质控工程师采用焊材外观检查验收时,随机抽查、核对记录。
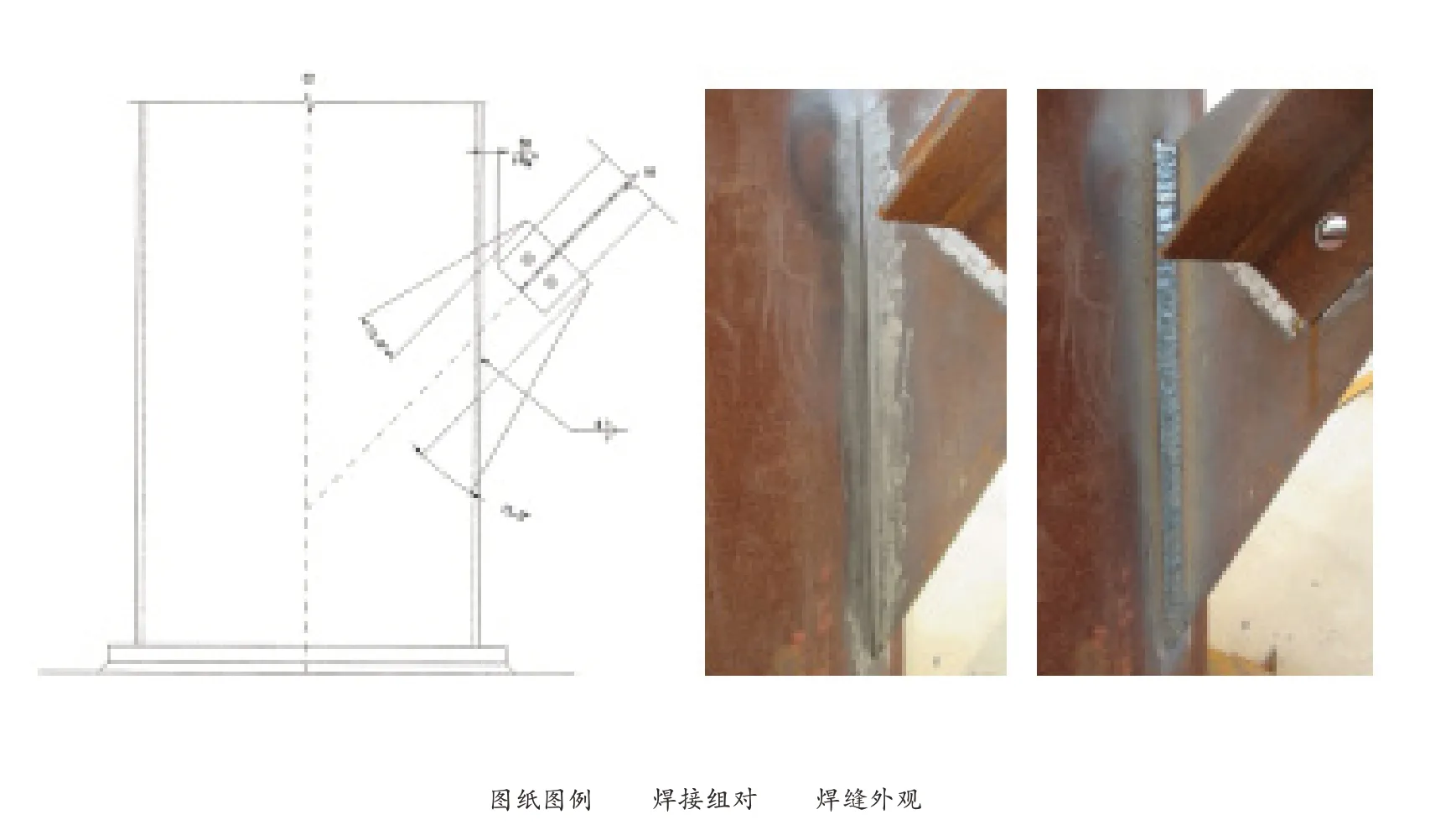
图1 角焊缝图例与现场实例
3.1.3 焊材使用
施工现场根据焊接工艺技术规程(WPS)的要求,使用焊材。焊工领用的焊丝,在现场未使用时,有效覆盖保护;当班未使用完的焊丝,退回焊条烘干房储存。焊接质控工程师核对在用焊材牌号/规格与炉批号、焊缝标识。
3.2 焊接工艺评定(PQR)/焊接工艺技术规程(WPS)
CR10 模块所有的板材、型材的材质Q345B。焊接厚度8mm ~12mm。焊接方法有焊条电弧焊(SMAW)和药芯焊丝气体保护焊(FCAW)。为掌握母材的焊接特性,采用δ25mm板,3 个焊接位置(2G、3G、4G),共6 项焊接工艺评定。焊接质控工程师见证焊接工艺评定的焊接工序,复核检查焊接工艺评定报告。
焊接工艺评定试件检验的复核。AWS D1.1 的焊接工艺评定试验的焊接试板,目视检查、NDT(超声波检测)、侧面弯曲(4个)、横向拉伸(2 个);另焊接技术条件规定,当母材有冲击韧性要求时,焊接工艺评定需焊缝和热影响区的冲击试验,且冲击功值不低于母材[5]的最低要求。
焊接工艺评定报告中焊接要素控制示例:Q345B 板与Q390B 板对接立焊(3G)药芯焊丝电弧焊焊接工艺评定报告。母材Q345B、Q390B 属于AWS D1.1 中的Ⅱ类钢,用于Q345B 同种材质的母材焊接。试件厚度25mm,覆盖范围3mm ~50mm。依据焊接工艺评定报告编制的WPS 用于CR10 模块中Q345B 的相应焊接位置的对接焊缝与角焊缝。
焊接工艺评定的焊接线能量见表1。

表1 焊接工艺评定线能量
*①线能量公式:热输入(J/mm)=电压(v)×电流(A)×60/焊接速度(mm/min)。
焊接工艺评定报告是在已有焊接工艺的基础上总结与提高,是对施工承包商焊接技术能力底蕴的考察,体现安全文化“技术的独特性必须得到认可”。
根据焊接工艺评定报告编制焊接工艺技术规程。焊接工艺技术规程核查示例:依据文件焊接工资评定报告;母材Q345B/Q345B,δ ≥3mm;焊接方法FCAW;焊接材料E71T-1C Φ1.2mm,焊接位置1G/2G/3G/4G、1F/2F/3F/4F。
焊接工艺技术规程的覆盖范围的针对性较强,经总承包商批准的WPS 满足CR10 模块现场焊接施工需求,体现安全文化的“决策体现安全第一”。
3.3 承包商程序的审核
质控工程师对施工承包商的焊接工艺评定、焊工资格管理、焊接材料管理、钢结构焊接施工,以及无损检测管理程序审批。
经质控工程师审核,承包商的焊接工作程序满足CR10 模块施工的需要。施工承包商的程序/施工方案具有逻辑性、条理性与符合性,不允许存在语法、文字错误,且经业主、监理,设计或核行业专家的推敲论证。
3.4 人员资格审核
质控人员审核施工承包商的焊工资格项目证,复核焊工资格项目证清单,且在现场检查核对焊工资格项目卡,如按AWS D1.1-2000 标准考核项目Q345B δ25/E71T-1C-3G/4G-FCAW,具备焊接厚度≥3mm,全位置的资格。
3.5 质量计划审核选点与见证消点
质控工程师质量计划焊接工序检查见证,如CR10 模块钢管与筋板之间的焊接工序见证过程:图纸CR10 模块节点详图(图1);母材材质Q345B,钢管Φ630×12mm,板δ10mm;焊接方法FCAW;焊接材料CHT711 Φ1.2mm;CO2压力表有效日期;焊接环境温度20℃、相对湿度75%;温湿度表有效日期;焊工资格项目的适用母材范围是碳钢和低合金钢;规格≥3mm;焊材E71T-1C,F6 类;焊接位置F(平)、H(横)、V(立);WPS 的母材牌号Q345B;规格≥3mm;填充金属AWS A5.20 的E71T-1C Φ1.2mm;焊机有效日期;焊接日期;焊接电流157A;焊接电压30V。
据同类建设项目的不完全统计,技术项目单个机组的焊口数量近20 万。为保证现场焊接活动有人监督,避免焊接质控人员不足而暂停施工待检的问题,在总承包商有效管理、相关工序有条不紊地开展条件下,以及在安全文化原则“信任充满整个组织”指引下,焊接质控工程师同时监督管理两个见证点。
4 质量保证监督
项目建设的质量保证大纲是框架,管理程序和工作程序是填充物,体现“领导层以行动兑现对安全的承诺”。在CR10 模块焊接管理方面,质保人员对合格供应商评审、现场例行监督检查,以及专项监督检查,必要时质保监查。
4.1 焊材供应商资格评审
焊接专业工程师参与评审供应商的技术/生产能力资料。CR10 模块的焊材供应商四川大西洋焊接材料股份有限公司,通过文件质保评审后成为合格供应商。
4.2 内部监督
质控工程师的活动受质保工程师的监督。如质保工程师对焊接专业开启质量观察报告(OBN),对焊接质控工程师缺少基本的检查工具、焊接NDE 专业未按程序流程审查质量计划,以及焊接专业未监督焊材的分发和回收,纠偏焊接质控工程师工作。
5 待提高项
设备国产化率已经达到55%,为CAP1400 示范堆走出国门服务世界作好充分准备,但是在国产化方面仍有待进一步提高。同样在焊接专业方面也存在部分待拔高项,以期达到建设透明的安全文化境界。
5.1 焊接材料复验
5.1.1 扩散氢试验项目
相应技术规格书的要求CR10 采用低氢型焊材焊接,药芯焊丝CHT711 的材质证书却未对熔敷金属的氢含量明示检测结果数据。建议制造商在材料合格证明文件上补充提供扩散氢含量数据或现场复验,焊材制造厂实验室或省级实验室有扩散氢试验资格。
5.1.2 体积检测
CR10 模块焊接材料E71T-1C 复验项目中,没有体积检测项目。通过X 射线检测或超声波检测焊材复验的焊接试件,体现焊材的操作性能与无损检测性能,且在性能试样加工过程中,合理选择机械性能试样的取样区域,真实展现熔敷金属的性能参数。建议设计文件中增加焊接材料复验熔敷金属的体积检测要求。
5.2 延时裂纹钢种的确定
结构模块碳钢、低合金钢焊缝无损检测技术条件中对有延迟裂纹倾向的材料,其焊缝至少在焊后热处理48h 之后超声检测。冷裂纹的产生和熔敷金属中的扩散氢含量存在直接关联性。
相应的设计文件中没有对有延时裂纹倾向的材料分类,且环境(如风速),以及层间温度、熔敷金属的氢含量对延迟裂纹的产生有较大的影响,建议设计对延迟裂纹倾向材料分类[6],明确焊后无损检测的时机,且在无损检测报告中体现。
6 总结
该类项目建设周期长、技术难度高、环境偏僻、人员结构复杂,建设者有坚定的信念,提倡安全文化,传播安全文化这面精神旗帜。质控工程师以“严以律己宽以待人”工作态度,不放过工作职责范围的问题。模块预制焊接施工的无损检测工作已经合格完成。质控工程师认真解读技术文件与标准相关条款,在检查焊接施工先决条件的基础上,对焊接过程以质量计划见证点作主线检查见证等,同时采取巡视检查、专项监督等工作方法,以凭证全面、来源清晰的焊缝熔敷金属内在质量完美地践行安全文化。
