煤矿液压传动中液压元件密封的应用
2020-03-14石永红
石永红
(阳泉煤业集团有限责任公司一矿, 山西 阳泉 045029)
引言
大型煤矿机械设备都是液压传动,依靠液压元件的动作来实现运转。液压传动的动作是依密封容积的变化来传递的,密封圈在液压传动中占有关键的地位。只有密封圈性能优良,在液压传动中保证不漏油,液压传动才能正常运行。
1 液压元件的常用密封
1.1 O形密封圈
O形密封圈(见图1)是最常见的密封件,截面形状呈圆形。其广泛于煤矿机械液压设备中,既可用于固定件的密封,亦可用于运动件的密封(用于旋转密封时,仅限于低速回转密封装置)。O形密封圈最大的特点是结构简单,制造容易,密封性能好,摩擦阻力小。
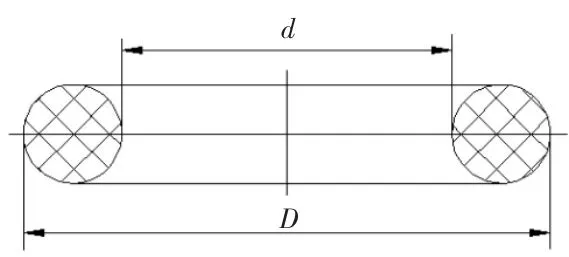
图1 0形密封圈
1.2 Y形密封圈
Y形密封圈常用于活塞和液压缸之间,活塞杆与液压缸端盖之间。如图2所示,其截面形状与英文大写字母Y形相似,故而称为Y形密封圈。因其结构简单,被广泛应用于矿山机械设备中,密封效果良好。一般情况下,Y形密封圈可直接装入密封沟槽中使用,但在压力变动较大、运动速度要求较高的场合,应使用加强环固定Y形密封圈。
1.3 V形密封圈

图2 Y形密封圈
V形密封圈呈V形。由支承环、密封环和压环组成。如图3所示,该弹性橡胶密封圈起轴向作用,密封唇有较好的活动范围,能多方位补偿公差和角度偏差,可防止内部液压油向外漏泄,也可防止外界污水和尘埃物侵入。V形密封圈的接触面积大,密封可靠,摩擦阻力大。

图3 V形密封圈
1.4 U形密封圈
U形密封圈(见图4)截面呈U形,是由夹织物耐油橡胶压制而成。其工作原理与Y形密封圈类似。其密封性能好,摩擦阻力小,多用于往复运动密封装置。
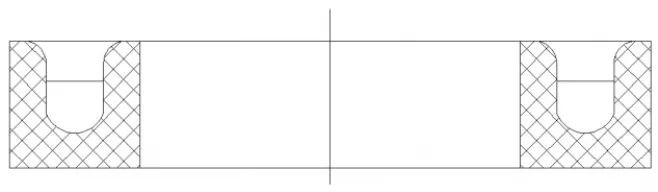
图4 U形密封圈
1.5 防尘圈
防尘圈用于防止油液溢出和外界污物进入液压缸,安装在液压缸端盖的外侧。其截面有H和K形双唇结构,双作用防尘圈也有密封功能,是十分重要的密封元件。
1.6 蕾形密封圈
蕾形密封圈又称活塞杆密封圈,是一种由Y形夹织物橡胶圈和唇内橡胶圈压制粘合而成的单向实心密封圈,主要应用在煤矿液压支架立柱上,作用是防止液压元件内的乳化液泄漏。
1.7 鼓形密封圈
鼓形密封圈又称活塞密封圈,可单向或双向工作,广泛应用在煤矿设备的液压传动系统中。
Y形和V形密封圈以及U形密封圈在压力油的作用下,其唇口张开,贴紧在密封表面,油压越大密封件性能越好,因此在使用中要注意安装方向,保证其在压力油作用下能张开。
2 密封元件漏油的原因和排除方法
2.1 密封圈选用不当
密封圈选用不当会造成在使用中密封圈过松或者过紧,引起液压件不同程度地漏油,进而造成密封圈压缩量放大或者缩小,导致密封圈迅速损坏。
那么密封圈合适的压缩量是多少呢?通常情况下,用于一般设备的平面法兰固定密封,压缩率应该选择15%~25%,用于圆筒式固定密封,压缩率应该选用13%~21%,往复运动的密封,压缩率一般选用10%~12%,旋转运动的密封,压缩率一般选取3%~5%。

图5 不同压力下的密封圈情况
2.2 密封间隙过大
密封间隙过大,O形圈在压力作用下被挤入密封间隙,如图5所示。
这样,密封间隙过大,在压力作用下,密封圈就损坏了。
那么,密封圈合适的密封间隙是多少呢?一般是压力越大,密封间隙要求越小,压力小的情况下,密封间隙一般取0.14~0.25 mm。压力越大,密封间隙要求越小,一般取0.08~0.14 mm。一般工作压力P>100 kgf/cm2时,在O形圈的承压面应加挡圈。
2.3 密封安装不正确
1)配件的棱角、键槽或过孔划伤密封圈易造成泄漏。正确的做法应将棱角倒角倒圆使其圆滑,免得划伤密封圈。一般要求端部可做成15°~30°的倒角,见图6。
2)密封圈在过螺纹的时候易受损,应用专用的金属导套安装,避免密封圈与螺纹直接接触,见图7。
3)密封圈如果存在安装扭曲,在运转时就容易被破坏,必须拆下重装。安装中一定要注意检查密封圈是否安装正确。
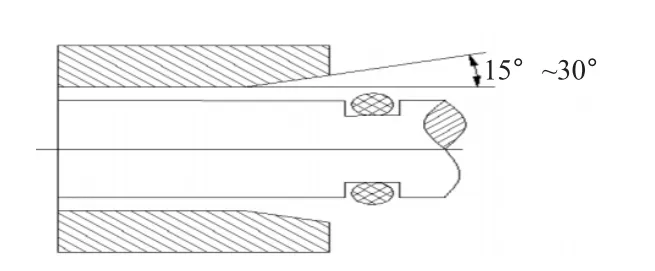
图6 15°~30°倒角示意图

图7 专用金属导套安装示意图
2.4 润滑不良
骨架油封密封件刃口处“临界油膜”的存在,可减少骨架油封密封件刃口磨损,否则将因缺油形成干摩擦致使骨架油封密封件被烧坏。一般选用锂基润滑脂润滑。保证轴表面骨架油封密封件清洁、润滑。为了防止灰尘等侵入唇部,还可以增设防尘装置。
2.5 磨损
密封圈的使用期限一般为3 000~5 000 h,若密封圈使用超时,应及时更换新的密封圈并保证尺寸一致。
使用新的密封圈时,也要仔细检查其表面质量,确定无小孔、凸起物、裂痕和凹槽等缺陷,并有足够的弹性后再使用。检修时,选择规格大小合适的密封圈,应用专业的拆装工具并选择正确的润滑方式和安装方法,密封圈的漏油是可以避免的。
3 结语
1)在煤矿设备的液压传动系统中,漏油是经常发生的毛病之一。密封是防止漏油的最有效和最主要的方法,对密封元件进行合理的使用,是保证煤矿机械设备正常运行的基础。
2)要着力加强液压件检修工的技术培训,提高检修人员的业务水平,对密封件进行认真检修保养,严格按规程检修,使液压件处于良好正常运行状态,充分发挥密封件的最大潜能,以保障安全生产。