锡林刺辊速比对梳棉质量的影响
2020-03-10邵英海张明光曹继鹏韩贤国
邵英海, 张明光, 曹继鹏, 郭 昕, 韩贤国
(1. 辽东学院 服装与纺织学院, 辽宁 丹东 118003; 2. 辽东学院 辽宁省功能纺织材料重点实验室, 辽宁 丹东 118003; 3. 辽东学院 机械电子工程学院, 辽宁 丹东 118003)
在梳棉过程中,锡林速度和刺辊速度是影响梳理质量的2个重要因素,关于锡林速度对纤维长度分布的影响[1-2]、对杂质和棉结去除[3-4]的影响都有过系统的研究,并得出优化后锡林速度的范围。张毅等[5]就锡林速度对纺色纱质量的影响进行系统的研究;文献[6-8]分别就刺辊速度对落棉、纤维性能和大漏底落物的影响进行了研究。文献[9-10]主要讨论了刺辊速度对纤维长度分布的影响问题。上述研究主要集中在单一因素变化对梳理质量的影响。考虑锡林、刺辊具有分梳和转移的综合作用,翟展利等[11]研究了锡林与刺辊速比对生条质量的影响,并通过实验得出:FA201B型梳棉机(青岛凯利达纺织机械厂生产)在同配棉、同品种的条件下,锡林与刺辊的速比为2.14时,生条的棉结最少,生条的综合质量最佳。于学智等[12]指出锡林与刺辊速比为1.79或1.98时,总体上有利于生条质量的改善。文献[13]阐述了锡林刺辊速比与成纱质量的关系,指出最优锡林刺辊速比的确定还要结合所纺纱线的线密度来综合考虑。
从上述研究可以看出,锡林与刺辊速比涉及到的因素较多,对梳理质量指标的影响也存在不同程度的差异,本文通过在不同刺辊速度下设置多种锡林刺辊速比进行对比实验,分别对生条、一并条和二并条进行取样检测,进一步探讨锡林刺辊速比对棉纤维梳理质量的影响。
1 实验部分
1.1 实验原料
实验原料为新疆棉(新疆沃普农业发展有限公司),采用微型清梳联系统梳棉机,对原棉和筵棉分别使用先进的纤维信息系统(简称AFIS)进行检测。实验原棉和筵棉的AFIS检测结果见表1。

表1 实验原棉和筵棉的AFIS检测结果Tab.1 Test results of raw cotton and mat with AFIS in experiment
1.2 实验方案
实验用FA203C型梳棉机(青岛宏大纺织机械有限公司生产)。刺辊速度分别选用500、550、600、650、700、750、800、850、900 r/min共9种,每种速度下分别采用3种锡林刺辊速比(1.5、2.0和2.5),总计27个实验方案见表2。
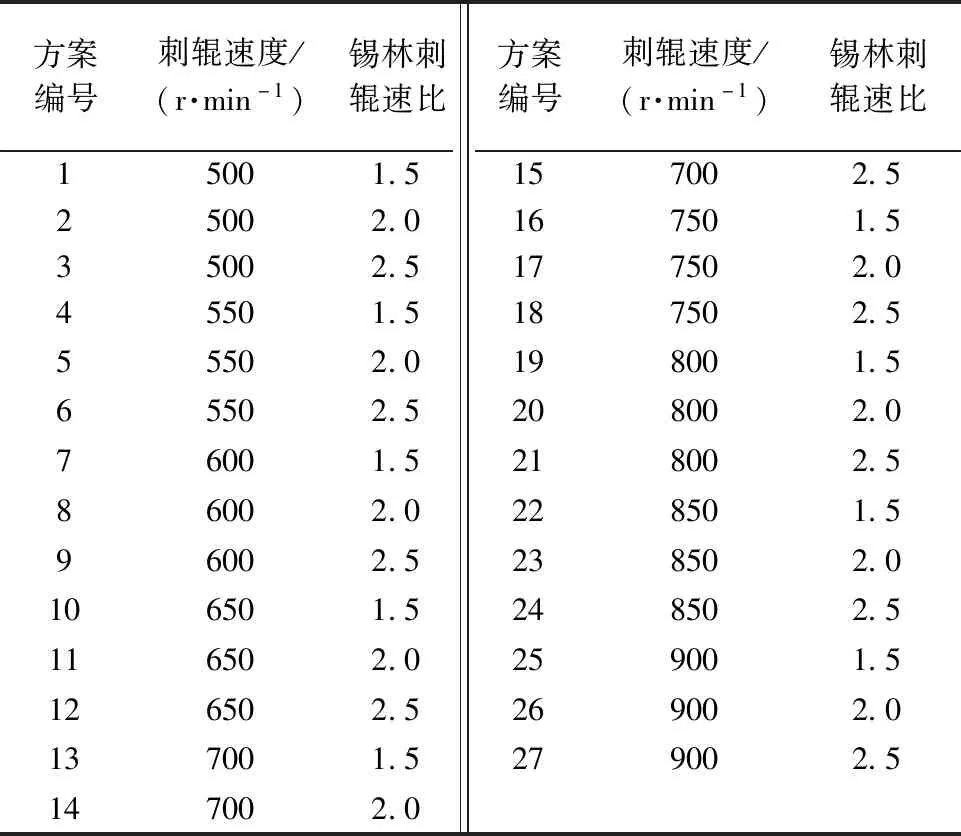
表2 实验方案Tab.2 Experiment plans
梳棉出条速度设定为140 m/min,生条定量为25 g/(5 m),熟条定量为22.33 g/(5 m),刺辊与给棉板隔距为0.76 mm,刺辊与除尘刀90°、隔距为0.46 mm,刺辊与预分梳板隔距为1.0 mm,后固定盖板(由下到上4根)隔距分别为0.76、 0.76、0.64、0.64 mm;前固定盖板(由上到下4根)隔距分别为0.2、0.2、 0.18、 0.18 mm。纱线线密度为18.2 tex。
分别对每个实验方案生产的生条、一并条、二并条各取30个样进行AFIS检测,以保证检测结果的可靠性[14]。
2 实验结果与讨论
2.1 对长度指标的影响
不同梳理条件下加工的生条、一并条和二并条的长度指标检测结果见表3。
由表3分析可知,刺辊速度在500~800 r/min之间变化时,生条中的6类长度指标(包括质量加权平均长度、根数加权平均长度、上四分位纤维质量加权平均长度、5%纤维根数加权平均长度、质量短绒率和根数短绒率)变化幅度较小,即使在同一刺辊速度3种锡林刺辊速比条件下,其变化幅度依然较小,但是当刺辊速度增加至850~900 r/min时,质量加权平均长度、根数加权平均长度、上四分位纤维质量加权平均长度、5%纤维根数加权平均长度均出现较明显的降低,质量短绒率和根数短绒率随之出现明显上升。这也是刺辊速度和锡林速度增加后对纤维的损伤程度加剧的结果,同时也说明锡林刺辊速比的变化与刺辊速度是紧密关联的,不能脱离速度去单独讨论速比,在一定的速度条件下,速比对长度指标会发生重要影响。

表3 不同梳理条件下加工的生条、一并条和二并条的长度指标检测结果Tab.3 Test results of card sliver, breaker sliver and intermediate sliver in length under different experiment plans
注:表中的一并、二并为一并条、二并条、工序的简称。
表3中数据示出,一并条和二并条长度指标的变化趋势与生条基本相似。在刺辊速度在850~900 r/min条件下,随着锡林刺辊速比的增加,纤维长度呈现下降趋势,短绒率呈现上升趋势,规律性十分明显。
2.2 对棉结和杂质等指标的影响
不同梳理条件下加工的生条、一并条和二并条的棉结测试结果见表4,杂质检测结果见表5。
分析表4数据中可知,对于棉结总数指标,随着每一种刺辊速度下锡林刺辊速比的增加,呈现明显的降低趋势,这说明增加锡林刺辊速比对加强梳理是有利的;随着梳棉机刺辊速度的增加(锡林速度根据速比对应变化),棉结含量呈现降低趋势,但在刺辊速度达到850 r/min以上时棉结总数出现较大幅度的增加,其每种刺辊速度条件下随锡林刺辊速比增加而降低的趋势仍然没有改变。带籽屑棉结数与棉结总数呈现同样的变化趋势。上述棉结的变化趋势与长度指标的变化趋势是有差异的。
分析棉结和杂质平均尺寸的变化情况可知,在刺辊速度为800 r/min以下的方案中,其变化规律与棉结总数基本一致,在刺辊速度达到850 r/min以上时,由于棉结和杂质数量出现大幅度增加,其尺寸与数量相比呈现相对较小的降低趋势。
分析表5中生条的杂质含量指标可看出,其与棉结总数的变化趋势是基本一致的,但在刺辊速度达到850 r/min以上时,杂质数量突然增加的幅度很大,与800 r/min方案相比超过1倍以上。
分析杂质平均尺寸的变化情况可知,在刺辊速度为800 r/min以下的方案中,其变化的规律与棉结总数基本一致,在刺辊速度达到850 r/min以上时,由于棉结和杂质数量出现大幅度增加,其尺寸与数量相比呈现相对较小的降低趋势。上述结果表明,刺辊速度过高对除杂是不利的,因为过高的刺辊速度使杂质破碎的概率增加。
2.3 生条与一并条和二并条指标的相关性
为进一步探究生条在并条过程中指标的变化趋势,根据表3中数据,将27个实验方案的同类指标使用SPSS软件进行相关性分析,得到一并条和二并条长度对应指标的Pearson相关系数(显著性数值),分析结果见表6。根据表4、5中数据,得到一并条和二并条棉结和杂质对应指标的Pearson相关系数(显著性数值),结果见表7。

表4 不同梳理条件下加工的生条、一并条和二并条的棉结检测结果Tab.4 Nep test results of card sliver, breaker sliver and intermediate sliver under different experiment plans
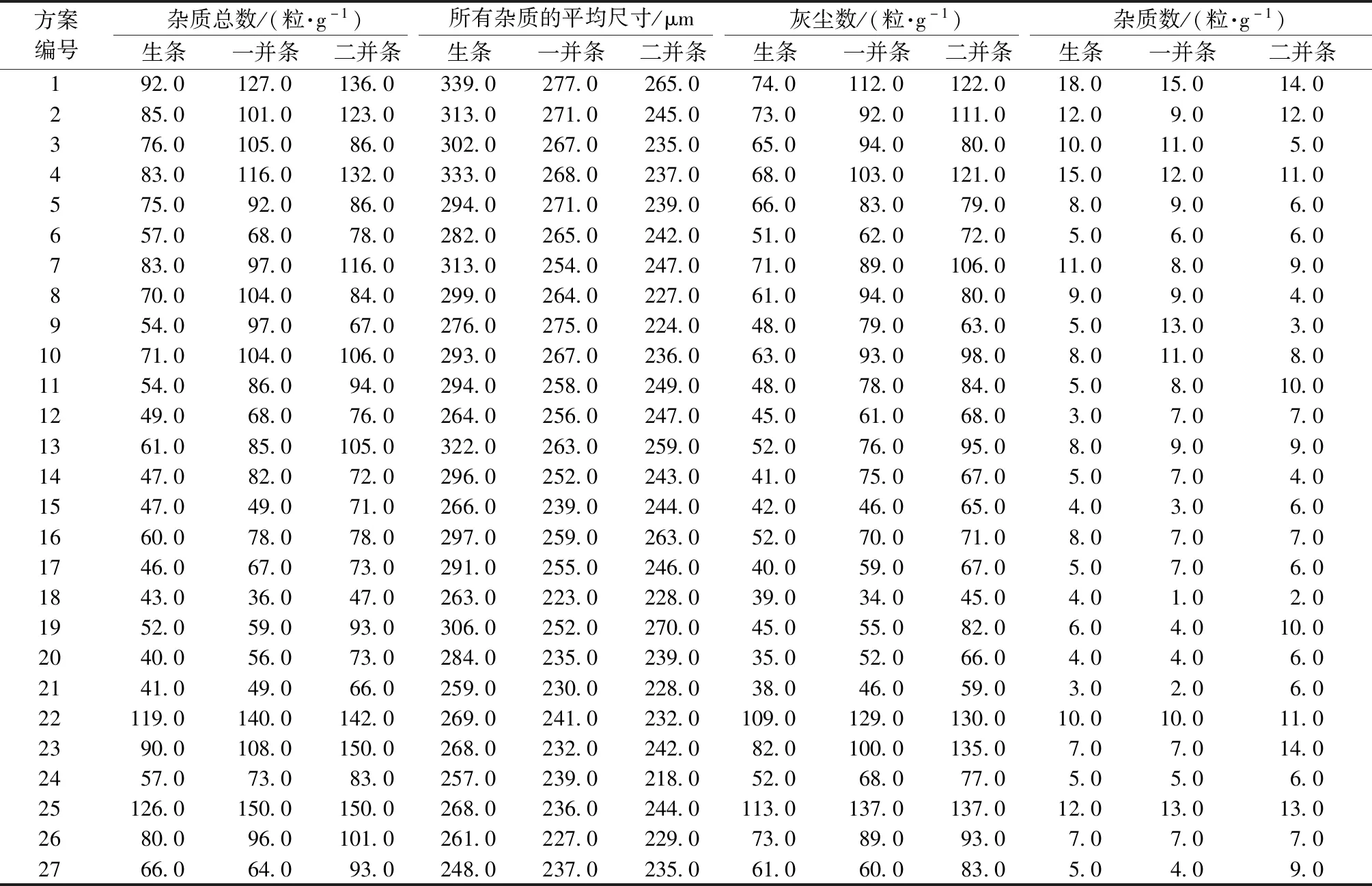
表5 不同梳理条件下加工的生条、一并条和二并条的杂质检测结果Tab.5 Impurity test results of card sliver, breaker sliver and intermediate sliver under different experiment plans

表6 生条中长度指标与一并条和二并条中对应指标的相关系数(显著性数值)分析结果Tab.6 Correlation and significance analysis results between card sliver and breaker sliver, between card sliver and intermediate sliver in length parameters

表7 生条中棉结和杂质指标与一并条和二并条中对应指标的相关系数(显著性数值)分析结果Tab.7 Correlation and significance analysis results between card sliver and breaker sliver, between card sliver and intermediate sliver in nep and impurity parameters
由表6可知,质量加权平均长度、根数加权平均长度、上四分位纤维质量加权平均长度和5%纤维根数加权平均长度4个指标,生条与一并条和二并条存在显著的相关性,显著性水平均达到0.01。生条中的质量短绒率和根数短绒率指标与一并条对应指标不存在显著的相关性,但是与二并条对应的指标则存在显著的相关性。
在相关系数上,生条与一并条和二并条中的根数平均长度指标虽然都存在显著的相关性,但是生条与一并条的根数加权平均长度指标相关系数相对较低(0.580),与二并条的根数加权平均长度相关系数非常高(0.933)。生条中的质量短绒率和根数短绒率指标与一并条对应指标相关系数只有0.355和0.295,不存在显著的相关性,但是与二并条对应的指标相关系数却很高,分别为0.871和0.930。
同样由表7可知,生条中棉结和杂质数量及尺寸指标与一并条和二并条中的对应指标均存在较高的相关性。上述分析结果表明,刺辊速度和锡林刺辊速比对生条、一并条和二并条中的多数指标影响趋势是一致的,生条与一并条和二并条中的绝大多数指标存在显著的相关性,尤其与二并条中的指标相关性更高。值得一提的是,本文实验结果显示,生条与一并条中的质量短绒率、根数短绒率2个指标的相关性并不显著,但是与二并条中的指标相关性非常高。
4 结 论
1)锡林刺辊速比对梳理质量是有影响的,对生条、一并条和二并条的长度指标影响较小,对棉结和杂质指标影响较大,随着锡林刺辊速比的提高,生条、一并条和二并条中的棉结和杂质数量和尺寸均呈现下降趋势,本文实验结果显示刺辊速度在750~800 r/min之间是比较合理的,而且以较大速比为优。
2)刺辊速度在500~800 r/min之间变化时,生条、一并条和二并条中的长度指标变化幅度较小,当刺辊速度增加至850~900 r/min时,质量加权平均长度、根数加权平均长度、上四分位纤维质量加权平均长度、5%纤维根数加权平均长度均出现较明显的降低,质量短绒率和根数短绒率随之出现明显上升,这是刺辊和锡林速度增加后对纤维的损伤程度加剧的结果。
3)对于质量加权平均长度、根数加权平均长度、上四分位纤维质量加权平均长度、5%纤维根数加权平均长度4个指标,生条与一并条和二并条存在显著的相关性;生条中的质量短绒率和根数短绒率指标与一并条对应指标不存在显著的相关性,但是与二并条对应的指标存在显著的相关性。
4)生条中棉结和杂质数量及尺寸指标与一并条和二并条中的对应指标均存在非常高的相关性。
