焊缝接头强度降低系数对800HT焊接管道壁厚的影响
2020-03-05向炜成朴大文冯晨辰孙皓
向炜成 朴大文 冯晨辰 孙皓

摘 要: 800HT管道具有优异的高温稳定性能,在化工装置中有着十分重要的作用。800HT管道价格昂贵,超高温大口径800HT直管内压强度设计须兼顾安全性和经济性。对比了现阶段不同标准内压焊接管道强度计算的要求,详细解释了焊缝接头强度降低系数取值的重要性。影响焊缝接头强度降低系数的因素包括化学组成、填充材料、焊接工艺、热处理工艺等。800HT焊制管道的采购、制造、施工应严格按照设计要求执行,否则难以保证高温使用性能。
关 键 词:800HT;焊缝接头强度降低系数;壁厚计算
中图分类号:TQ 050.9 文献标识码: A 文章编号: 1671-0460(2020)01-0182-05
Influence of Weld Joint Strength Reduction Factor
on Thickness of 800HT Welded Pipeline
XIANG Wei-cheng, PIAO Da-wen, FENG Chen-chen, SUN Hao
(CNPC Northeast Refining & Chemical Engineering Co., Ltd., Shenyang Company, Liaoning Shenyang 110167, China)
Abstract: 800HT pipeline has excellent high temperature stability, so it plays a very important role in chemical plants. Because 800HT material is expensive, the pressure strength design of heavy caliber 800HT pipe used at super high temperature must take into account the safety and economy. In this paper, the requirements of calculating the wall thickness of welded pipes in different standards were compared, and the importance of weld joint strength reduction factor was explained. The influencing factors of weld strength reduction coefficient include chemical composition, filling material, welding process and heat treatment process. It was pointed out that the purchase, manufacture, construction of 800HT welded pipes should be carried out in strict accordance with the design requirements. Otherwise, it is difficult to ensure its high temperature performance.
Key words: 800HT; Weld strength reduction coefficient; Wall thickness calculation
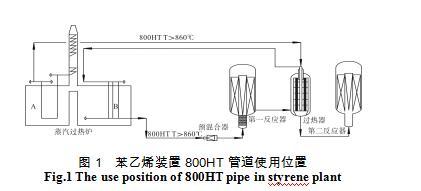
Incoloy 800(UNS N08800)、Incoloy 800H(UNS N08810)、Incoloy 800HT(UNS N08811)三者的化学成分较为相似,都具有很好的耐还原、氧化性能和高温稳定性能。800HT是在800H基础上提高了对(Al+Ti)和C含量的要求,以此得到更为优异的高温使用性能。苯乙烯装置第一、第二脱氢反应器的特点是温度高。过热蒸汽部分管道温度已经超过了304H的使用范围。从在运苯乙烯装置上来看,800HT管道最高设计温度可達927 ℃。在这一温度下需选用易于焊接、耐腐蚀、具有较高的抗蠕变和断裂强度的材料。另外提高该管道输送蒸汽的温度会降低单位产量蒸汽使用量从而达到节省能耗和扩大产能的目的。因此该部分管道对苯乙烯装置运行效果的重要意义。大直径800HT焊接管道以进口为主,造价至少12万/t,占管道总投资的大部分。所以材料设计既要满足操作工况要求又要经济合理。Incoloy 800HT(UNS N08811)这种高性能的耐热合金已被证实可以很好地满足上述要求。800HT管道在苯乙烯装置中的使用位置如图1所示。
从工程设计角度说,800HT管道材料的选用、控制及详细规格要求的确定(包括焊接材料)是设计上的难点,也是工程设计的主要内容。对于800HT管道国内仍缺乏成熟的设计、制造经验。不同工程公司和规范标准对此类管道强度计算有着不同的要求。若壁厚设计过大会造成不必要的浪费,同时施工难度加大;若强度设计不达标则会留下安全隐患[1]。因此对于超高温、大口径的800HT管道,选择合理的计算公式和参数尤为重要。
1 标准公式对比
SH/T 3059-2012《石油化工管道设计器材选用规范》、DL/T 5054-2016《火力发电厂汽水管道设计规范》规定:当直管计算厚度t<管子外径D0的1/6时,承受内压的直管厚度计算公式如下:
t=PD0 /(2[s]tΦW+2PY) (1)
式中:t —直管的计算壁厚,mm;
P—设计压力,MPa;
D0 —管子外径,mm;
[σ]t—设计温度下管子材料的许用应力,MPa;
Φ—焊接接头系数;
W—焊缝接头强度降低系数;
Y—温度对计算直管壁厚公式的修正系数。
GB 50316-2000(2008年版)《工业金属管道设计规范》和GB 20801-2006《压力管道规范 工业管道》规定:当直管计算厚度t<管子外径D0的1/6
时,承受内压的直管厚度计算公式如下:
t=PD0 /(2[s]tΦ+2PY) (2)
式中:t—直管的计算壁厚,mm;
P—设计压力,MPa;
D0—管子外径,mm;
[σ]t—设计温度下管子材料的许用应力,MPa;
Φ—焊接接头系数;
Y—温度对计算直管壁厚公式的修正系数。
比较上述公式可以發现,公式(1)的计算公式中增加了W焊缝接头强度降低系数。虽然SH/T 3059和DL/T 5054的管道壁厚计算中引入了焊缝接头强度降低系数,但是两者均没有对此系数进行详细解释说明。
SH/T 3059-2012仅给出了铬钼合金钢与奥氏体钢在不同温度下的焊缝接头强度降低系数的取值(如表1所示)。最高设计温度816 ℃,对应带填充金属奥氏体钢的焊缝接头强度降低系数取值为0.5。SH/T 3059在其条文解释中表示该标准中的计算公式是采用了ASME B31.3《Process Piping》中推荐的计算公式。由于目前国内其他相关标准中的计算公式没有引入此系数,设计者在工程设计中应根据所采用的标准,选用相应的计算公式。
DL/T5054-2016《火力发电厂汽水管道设计规范》单独提出在蠕变温度下焊接钢管的直管最小壁厚公式中引入焊缝接头强度降低系数。但对于该系数的解释同样不够清晰。对于800HT材料,该标准也仅给出了最高649 ℃下的焊接强度降低系数为0.77。
可以看出,国内标准中对于高温下800HT焊接管道壁厚计算时是否考虑焊缝接头强度降低系数及该系数如何选取并没有统一意见[2]。所以进行该类管道强度计算时,设计者应在设计文件中明确强度计算选用标准。
2 焊缝接头强度降低系数的工程意义
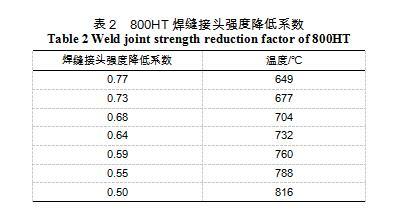
焊缝接头强度降低系数是在2004版ASME B31.3中首次增加的内容。在高温下,焊缝接头的长期强度可能比母材的长期强度低。焊缝接头强度降低系数即是引起焊缝接头失效的名义应力与相同持久时间母材失效的名义应力的比。所以在ASME B31.3内压壁厚计算公式中,要求许用应力和焊接接头系数的乘积还应乘以焊缝接头强度降低系数W来调整(同公式(1))。ASME B31.3-2018版中给出了不同温度下800HT的焊缝接头强度降低系数(如表2所示),并给出了该系数取值的解释性说明。
在蠕变温度范围,随着温度的升高焊接钢管的焊缝接头强度系数随之降低。对于带填充金属的800HT焊接钢管,ASME B31.3中规定649 ℃时焊缝接头强度降低系数取值0.77,816 ℃时焊缝接头强度降低系数取值为0.5。中间温度的强度降低系数应使用线性内插法求得。高于816 ℃时,焊缝接头强度降低系数的取值是设计师的责任[3]。目前看来,苯乙烯装置中800HT管道的设计温度均大于816 ℃。按照标准中给出焊缝接头强度降低系数的取值趋势可以看出,800HT焊接管道在875 ℃下的焊缝接头强度降低系数的取值必然小于0.5。
焊缝接头强度降低系数取值越小,相同条件下焊接管道的计算壁厚越大。以875 ℃、0.3 MPa高温蒸汽,DN1000的800HT管道(腐蚀余量1.5 mm)为例,在W取值分别为1、0.8、0.5的情况下按照SH/T3059所列公式进行强度计算。计算得到管道规格分别为1 016×19, 1 016×24,1 016×36。在如此高的设计温度下,大直径的800HT管道的许用应力仅为8 MPa,导致焊缝接头强度降低系数的取值对800HT管道的壁厚大小影响明显。在W取1或0.5时,管道壁厚计算结果相差将近一倍。800HT管道造价昂贵,可以看出W的不同取值对管道造价影响明显。
结合国内外苯乙烯装置的工艺包或设计文件来看,800HT的管道设计温度均在875 ℃以上,设计者在进行管道壁厚计算时,对此系数的取值均未小于0.8。ASME B31.3一方面规定该系数的选取是设计师的责任,另一方面也规定该参数除了可以按照标准给出的具体数值执行之外,也可以由蠕变试验数据确定。当采用焊缝接头的蠕变试验來确定焊缝接头强度降低系数时,宜使用全厚度横截面试样,试验持续时间至少1 000 h。经业主同意,也可使用大量成功的经验来调整该系数。成功的经验必须包括相同或类似的材料、焊缝金属成分,以及在相等或更苛刻的持续操作工况条件下的焊接工艺。苯乙烯BADGER和Lumusi工艺包对高温下800HT的焊缝接头强度降低系数的取值是基于他们的蠕变实验结果和供货商提供的800HT管道使用信息确定的。
BADGER和Lumusi工艺包对焊缝接头强度降低系数取值分别为0.8和1。虽然系数取值不同,但是工艺包在给出焊缝接头强度降低系数的基础上都严格规定了管子的制造、检测、施工、热处理工艺,同时明确要求制造厂和施工方必须严格按照此规定执行。现阶段部分国内的设计院设计时选择的焊缝接头强度降低系数理论依据不足,出具的其他设计要求也并不完整。有许多因素可以影响800HT在高温下焊缝接头的强度,比如选择的焊材、焊接方式、热处理要求、焊后圆度偏差、焊缝的错边等等。这些因素都会影响实际的焊缝接头强度降低系数。所以应尽量减少此类偏差对焊接接头寿命的影响。800HT高温材料的设计应尽量明确800HT管道的相关要求,才能与一个可靠的焊缝接头强度降低系数相适应。
从另一个角度来看,如果800HT管道的原料、加工、焊接、检验等未严格按照设计文件要求执行,设计人员计算800HT焊接管道壁厚时,焊缝接头强度降低系数的取值就不正确,强度计算结果也会与实际偏差较大。
3 材料、焊接、热处理要求
因为粗晶组织具有高温蠕变和应力断裂强度,所以800HT材料需要经过退火以得到控制该温度范围内最佳性能的晶粒度。要求包括管件在内的所有的800HT管道材料需固溶处理状态供货。固溶处理的温度最低1 150 ℃。平均晶粒度应达到5级或更粗。通常情况下固溶退火热处理是在工厂进行的。
焊接管子和管件由钢板加工得到,虽然钢板出厂前进行了上述热处理。但是管子管件的加工过程同样会影响管道的最终性能。一些冷加工会影响晶粒结构,导致重结晶。冷加工量越大,再结晶程度越高,晶粒组织越细。这将导致更高的蠕变速率和更短的高温应力断裂时间。所以当变形导致晶粒变形过大时,建议重新进行固溶退火。再次固溶热处理后,800HT材料还应在899 ℃进行2 h的稳定化处理。对于在成型过程中未产生明显的晶粒变形的成型方法,仅进行成型后热处理即可(899 ℃保温2 h)。所有成型过程后(无论热成型还是冷成型)均应进行100%的液体渗透检测。所有表面不允许有任何线性缺陷。
不同于炼油装置中涉及硫或酸的腐蚀[4],苯乙烯化工装置中的800HT管道输送介质主要为高温蒸汽,除了高温氧化外不用过多考虑腐蚀问题。对腐蚀余量的选取各家公司也不一致。800系列管道材料的高温氧化年腐蚀率可参见表3。参考国外大型设计公司经验和SH/T 3059给出的金属材料高温氧化年腐蚀率。建议设计温度900 ℃,10年设计使用寿命的800HT管道,腐蚀余量取1.5 mm。
ASTM B366《工厂制造锻轧镍和镍合金管配件》是镍铁铬合金管件的标准,其中包含800HT(N08811)牌号。不同于管件,现在国际上并没有800HT(N08811)焊接管道的标准。通用的焊制镍铁铬合金管标准ASTM B514,800系列合金里只包含800(N08800),800H(N08810)的相关要求。所以在描述800HT焊接管道时不能单独列出焊接管道标准ASTM B514,还需单独提出800HT板材标准。800HT焊接管道所用板材的材料和制造、化学成分、力学性能和其他要求应严格按照ASME SB409《镍-铁-铬合金板材、薄板和代材》中800HT的要求执行。其中碳含量严格限制在0.06%~0.10%,Al和Ti的总含量被要求严格控制在0.85%~1.20%。直焊缝焊接管道的性能更多的是由原材料板材决定的。国内的苯乙烯项目,大直径800HT管道多为进口。主要形式是从国外进口符合技术文件要求的800HT板材,由国内的钢管厂加工制造成焊接钢管。国际上比较著名的800HT材料厂商有日本神钢、美国因科、日本冶金、日本住友等。800HT板材的化学成分及力学性能见表4。
除了焊接管子所用板材本身性质外,管道的制造、焊接和热处理对整体性能的影响不能忽视。下面提供了业界较为认可的800HT管道的焊接及热处理要求,设计者在确定焊缝接头强度降低系数时可结合自身经验做出具体规定。
抗拉强度≥450 MPa;屈服强度≥170 MPa;延伸率≥30%
Incoloy800HT具有高的焊接热裂纹敏感性。在焊接时焊缝和热影响区金属冷却过程中易产生焊接裂纹。鉴于800HT管道对焊接质量要求严格,在正式制造前需进行焊接工艺评定并合格。参与800HT管道焊接的焊工必须经过焊接基本知识和实际操作培训,并取得Incoloy 800HT(焊材ERNiCrCoMo-1,ENiCrCoMo-1)焊接资格的焊接合格证。
800HT管道的焊接过程可接受GTAW(钨极惰性气体保护焊)打底和SMAW(手工电弧焊)填充盖面[5]。焊接材料与母材的主要化学成分应相近,保证各项性能与母材相当。填充金属应与工艺焊接评定所用材料一致。选择合适的焊接材料,要减少焊接材料中易偏析元素和有害杂质的含量。特别应减少硫、磷等杂质。800HT母材中要求硫含量小于0.015%,焊丝和焊条中的硫含量也需控制在0.015%以内。选用与母材匹配的焊接材料是防止微裂纹的重要措施。对于镍铁铬合金800HT管道GTAW采用的焊丝为SFA 5.14:AWS Class ERNiCrCoMo- 1(Inconel 617)。SMAW使用的焊条为SFA 5.11:AWS Class ENiCrCoMo-1(Inconel 117)。焊接时应严格控制层间温度。在焊接时应清除焊缝附近区域的氧化皮、各种涂料油漆,防止焊缝气孔的产生。焊接时宜采用多层多道焊,每道焊完应进行检查[6]。所有对接环焊缝和直焊缝需在热处理前进行100%射线检测和100%液体渗透检测,在热处理后进行100%液体渗透检测。对于部分焊缝当射线检测无法实现时(如支管座的根部),應进行100%渗透检测。应尽量避免不同材质的焊接,如确实遇到不同材质的焊接(如304H不锈钢和800HT合金),除上述检测外还应进行100%的超声检测。因焊接管道本身为直焊缝,在对接时需避免出现十字焊缝,影响使用性能,每道焊缝至少偏移5°。
所有800HT管道的焊缝均应进行焊后热处理。一般热处理温度为899~913 ℃。当800HT管道壁厚≤25.4 mm时保持恒温1.5 h,壁厚每增加25.4 mm保持恒温时间延长1 h,如50.8 mm厚应保持恒温2.5 h。炉内或随着绝热层降温,降温速率111 ℃/h。当温度低于427 ℃时,降温速率不需再进行控制。
4 结 论
Incoloy 800HT管道有着优异的高温稳定性,在化工装置高温部分有着重要的应用。焊缝接头强度降低系数的选择对于高温焊接800HT管道壁厚计算结果十分重要。该系数的选取可以结合蠕变试验及成功应用经验确定。焊缝接头强度降低系数的取值是设计者的责任,设计者需要对在管道生产、制造、施工、热处理过程中所有影响该系数取值的因素进行限定,保证焊缝接头强度降低系数取值的正确性。
参考文献:
[1]徐浯.Incoloy 800HT管线断裂失效分析[J]. 化工设备与管道, 2011, 48(1): 60-63
[2]安红卫. 压力管道壁厚设计计算与对比分析[J]. 中国化工贸易,2018, 10(11): 255-256.
[3]严卫. 2004版ASME规范B31.3工艺管道的技术变更[J]. 石油化工设计, 2007, 24(1): 21-24.
[4]马越,郑志坤,向炜成. 高硫高酸原油的环烷酸腐蚀与对策[J].当代化工,2018, 47(11): 2409-2412.
[5] 刘古文,曲文忠,王德君. Incoloy 800HT铁镍基合金炉管焊接工艺[J]. 2006(5):59-60.
[6] 黄峰. Incoloy 800HT材料的焊接和热处理[J]. 石油化工建设, 2010,32(4):32-34+55.
