关于闸调器拉杆头组成检修的探讨
2020-03-04陆兴财
陆兴财

摘 要:闸调器拉杆头作为闸调器的其中一个配件,是主要受力部位,极限载荷3234±388N。制动拉力的传递过程是由拉杆头依次传递的,随着制动缸压力的增加,制动拉力也随之增大。当闸调器拉杆头本身存在缺陷,疲劳寿命大幅减少,在运行过程中拉杆头一旦受力过大,在达到极限载荷后闸调器发生断裂。对闸调器拉杆头进行磁粉探伤是保证运行质量的必要措施,发现焊缝纵裂纹,可清除裂纹后焊修,焊修合格后可装车使用。经过一个厂修期的运行验证,无任何一例闸调器拉杆头断裂事故,说明焊修方案切实可行。
关键词:探伤;裂纹;焊修
1 概述
ST2-250型双向闸瓦间隙自动调整器(以下简称闸调器)作为铁路货车重要零部件之一,其作用在于可根据闸瓦间隙的变化,自动地使制动缸活塞行程保持在规定的范围内,当闸瓦与车轮的间隙保持闸瓦与车轮增大或变小时,闸调器则自动缩短或伸张,保持闸瓦与车轮间隙在正常范围,保证车辆有足够的制动力,保障了行车安全。
闸调器拉杆头作为闸调器的其中一个配件,是主要受力部位,极限载荷3234±388N。制动拉力的传递过程是由拉杆头依次传递的,随着制动缸压力的增加,制动拉力也随之增大。闸调器受力情况如图1所示:
2015年我厂检修的闸调器在装车后,闸调器拉杆头在运行过程中断裂,原因分析为闸调器拉杆头本身存在缺陷,疲劳寿命大幅减少,在运行过程中拉杆头一旦受力过大,在达到极限载荷后闸调器发生断裂。
2 闸调器拉杆头试验分析
2.1探伤检查
闸调器拉杆头检修只有清洗和涂刷油漆,但对闸调器拉杆头受损情况没有明确检修标准。发生断裂事故后,为验证原因分析的真实性,分析了拉杆头受力情况,确定发生疲劳裂纹最可能的部位在焊缝及其热影响区和变截面区域,对拉杆头焊缝及变截面区域表面进行荧光磁粉探伤。采用旋转磁场对拉杆头进行整体磁化,灵敏度校验时闸调器拉杆头实物上粘贴的A1-15/50标准试片上○+显示清晰完整,磁场强度达到2400A/m,磁悬液浓度(0.2~0.6)ml/100ml,观察条件符合以下条件:紫外线辐照度(u)、白光照度(v)
(1)v≤20lx时,u≥800μW/c㎡;
(2)20lx< v≤100lx时: u≥1800μW/c㎡;
(3)100lx< v≤200lx时:u≥2900μW/c㎡;
(4)200lx< v≤300lx时:u≥4000μW/c㎡;
(5)300lx< v≤400lx时:u≥5300μW/c㎡;
(6)400lx< v≤500lx时:u≥6400μW/c㎡。
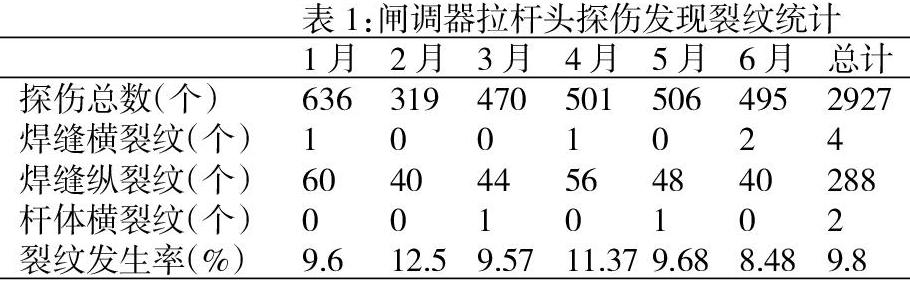
对2016年1月~6月探伤的闸调器发现的裂纹进行了统计,具体数据见表1:
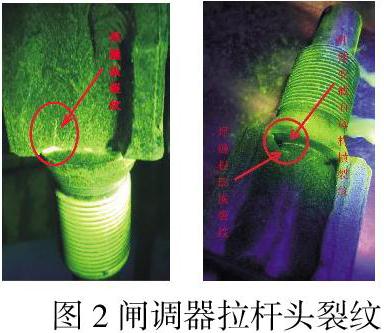
发现闸调器拉杆头裂纹发生率约探伤整体数量的占9.8%,其中焊缝横裂纹占裂纹总数的1.6%,杆体横裂纹占裂纹总数的0.8%,焊缝纵裂纹占裂纹总数的97.6%。发现的裂纹大部分为焊缝纵裂纹;其中少数为焊缝根部启弧或收弧部位横裂纹,但这一部分裂纹已从焊缝根部延伸到拉杆头杆体母材上;而只有极少数为杆体变截面部位横裂纹;除此之外其余部位未发现裂纹。典型裂纹如图2所示:
2.2金相分析
对典型裂纹样件在裂纹部位取样做金相试样,目视检查试样,焊缝部位不是全熔透,有清晰可见的未焊透。在试样上裂纹清晰可见。在×100倍的显微镜下微观裂纹清晰可见,如图3所示:
在×100倍的显微镜下金相组织为铁素体,焊缝表面裂纹在焊缝内部延伸较长,而且在焊缝内部还存在大量的内部裂纹,说明焊缝在长期交变载荷的作用下,焊缝在应力作用下撕裂。在特殊运行条件下,当闸调器拉力足够大时,拉杆头会发生瞬间疲劳断裂。而杆体母材裂纹在微观显微镜下是一条窄而尖锐的细缝,它也是导致拉杆头断裂的重要疲劳源。所以,发现拉杆头裂纹和采取措施是检修的必要手段。
3 闸调器拉杆头检修
闸调器拉杆头制造材质为Q235,其材质主要化学成分为C≤0.22%、Mn≤1.4%、Si≤0.35%、S≤0.050%、P≤0.045%、N≤0.014%、Cu≤0.60%。它是一种普碳结构钢,具有较高的强度,良好的塑性、韧性和可焊性。
闸调器拉杆头焊缝纵裂纹用角磨机进行打磨,完全清除裂纹后焊修。焊接方法采用手工电弧焊(SWAM),采用型号为E4303、规格φ3.2mm的焊条,焊接电源为直流反接,电流大小为(100~160)A,焊后手工清理焊缝表面药皮。焊后进行复探,复探无裂纹后装车使用。
焊缝和杆体变截面上横裂纹,需要在母材上开槽,而且清除裂纹比较困难,焊后还需要机械加工,恢复拉杆头的外形,增加了检修难度和成本。且在母材上开槽,容易在焊后形成新的疲劳源,与直接更换新品相比,得不偿失,故发生横裂纹缺陷的闸調器拉杆头不进行检修,直接报废后更换新品。
从2016年开始至今,焊修后的拉杆头装车使用,经过长达5年(一个厂修期)的运行验证,无任何一例闸调器拉杆头断裂事故,说明焊修方案切实可行。
4 结论
(1)对所有检修的闸调器拉杆头组成焊缝和变截面部位进行磁粉探伤检查是保证产品质量安全的必要措施。
(2)闸调器拉杆头焊缝纵裂纹可清除裂纹后焊修,焊后复探,复探无裂纹可继续装车使用。
(3)闸调器拉杆头焊缝横裂纹已延伸到母材的报废。
(4)闸调器拉杆头杆体母材变截面上横裂纹时报废。
(中车贵阳车辆有限公司 贵州 贵阳 550017)
