螺纹紧固件工程应用研究
2020-03-03
山东泰开高压开关有限公司 山东泰安 271000
1 研究背景
螺纹紧固件在工业生产及生活中随处可见,因结构简单、连接可靠、操作便捷和装拆方便等特点而被广泛应用于机械、电子、交通、家具、建筑、化工、船舶、玩具等领域[1-2]。螺纹紧固件是机械设计中最常见、最标准化的一种零部件,被称为“工业之米”。螺纹紧固件的螺距、小径、旋合长度、拧紧力矩是螺纹紧固件的关键参数,正确应用这些参数对提高连接可靠性和工作效率具有重要作用。笔者对这些参数的确定及在工程实际中的应用进行研究。
2 螺距
螺纹紧固件的螺距指螺纹上相邻两牙在中径线上对应两点之间的轴向距离。在工程实际应用中,确定螺纹紧固件的旋合长度及拧紧力矩均需要知道螺距的大小。通常情况下,可通过查找相关标准确定常用螺纹紧固件的螺距大小,但查找过程较为麻烦。实际工作中,通过计算的方式可快速获得常用螺纹紧固件的螺距。
常用粗牙螺纹紧固件的螺距可通过以下方式进行计算。对于规格为M6~M14的螺纹紧固件,螺距P等于比公称直径稍大的偶数除以8。以规格为M8的螺纹为例,公称直径为8 mm,比8稍大的偶数为10,由此可得P=10/8=1.25 mm。对于规格为M14~M64的螺纹紧固件,螺距P等于公称直径除以6的商再除以 2后加1,但M60的螺纹不适用该方法,其螺距为5.5 mm。以规格M16的螺纹为例,公称直径为16 mm,16除以6的商为2,由此可得P=2/2+1=2 mm。
3 旋合长度
螺纹紧固件的旋合长度是保证连接可靠性的重要因素。旋合长度过长,会导致需要加工的螺纹过长,精度难以保证,成本增加,且在装配过程中易出现装配及拆卸困难,甚至咬死等问题[3]。旋合长度过短,则会出现啮合间隙偏大的现象,使连接可靠性降低[4]。因此,合理的旋合长度不仅可以保证连接可靠性,还可以降低加工难度,提高工作效率,降低加工成本。
根据螺纹紧固件受力递减的规律,对于螺纹紧固件旋合长度而言,前三牙将承载80%以上的力。一般情况下,旋合长度为螺距的8~10倍。在实际工程应用中,经常会遇到在钢板上加工螺纹孔固定零部件的情况,螺纹连接如图1所示。为保证连接可靠且旋合长度适中,不出现因旋合长度过长而导致的加工困难、成本增加等情况,以使用规格为M8的螺纹紧固件为例,螺纹板的板厚D≥8P=8×1.25=10 mm,即螺纹板应选用厚度不小于10 mm的钢板为宜。
4 拧紧力矩
在装配时,需要对螺栓施加一定的预紧力。预紧力可以提高螺栓连接的可靠性、防松能力和螺栓的疲劳强度,增强连接的紧密性和刚性,防止受载后连接件之间出现缝隙或滑移[5]。如果预紧力太小,作用在螺栓上的载荷会很快使螺栓松动。适当选用较大的预紧力,对螺栓连接的可靠性及连接件的疲劳强度都是有利的。如果预紧力过大,则会使整个连接件的结构尺寸增大,可能导致螺栓在预紧过程中因为偶然过载而被拉断[6]。螺栓连接中产生的松动、断裂、连接零部件压陷、破坏等绝大多数问题,都是由于预紧力施加不正确而导致的。拧紧后的螺栓预紧力QP不得超过材料屈服极限的80%。
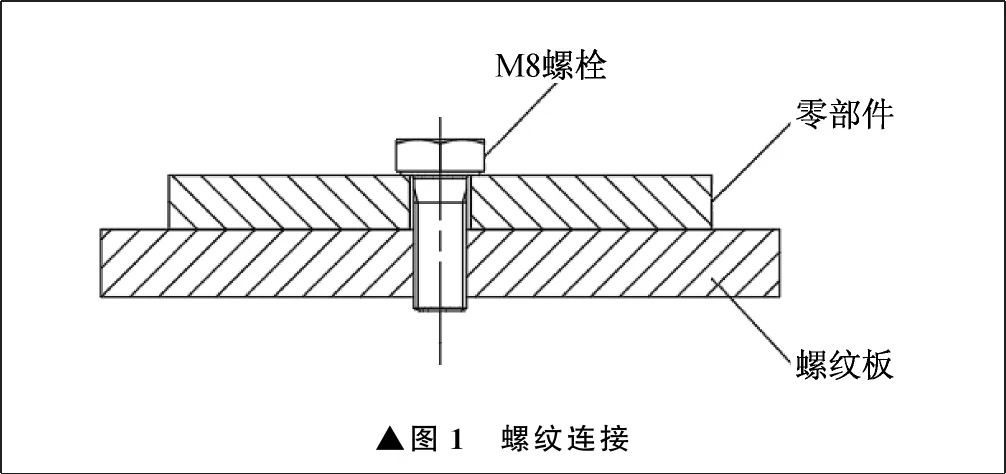
▲图1 螺纹连接
QP≤K1σsA1
(1)
式中:K1为预紧力因数,碳素钢螺栓一般取0.6~0.7,合金钢螺栓一般取0.5~0.6;σs为螺栓材料屈服极限;A1为螺栓危险剖面的截面积。
(2)
式中:d1为螺栓小径。
螺栓小径可通过相关标准查得,同样存在标准查找麻烦的情况。实际工作中,可通过螺栓公称直径d和螺距P进行计算:
d1=d-1.082 5P
(3)
拧紧力矩为达到初始预紧力拧紧螺栓或螺母所需要的力矩[7]。在螺栓拧紧过程中,通常采用力矩扳手对螺栓的拧紧力矩进行控制,实现螺栓与连接件之间的可靠连接[8]。螺栓的连接可靠性完全依赖于合适的预紧力,通过控制拧紧力矩间接获得预紧力进而锁紧的方式,是目前常用的操作方法。螺栓拧紧力矩控制也是装配生产中的重要工艺,每个企业均有自己的螺纹紧固件拧紧力矩规范。对于拧紧力矩的大小,通过相应的计算得到理论参考值,然后根据企业产品及装配件的特点,并结合相关工程实践经验进行修订完善而确定。通常,拧紧螺栓需要的拧紧力矩T为:
T=KQPd×10-3
(4)
式中:K为扭矩因数,主要与螺纹副摩擦、支承面摩擦有关,一般取值范围为0.15~0.2。
笔者取K为0.2进行计算[9],螺栓最大拧紧力矩Tmax为:
Tmax=KQPmaxd×10-3
(5)
式中:QPmax为螺栓最大预紧力。
由式(5)可知,只要知道螺栓的规格型号及性能等级,即可计算出最大拧紧力矩。以8.8级M8碳素钢螺栓为例,公称直径为8 mm,螺距为1.25 mm,材料屈服极限为640 MPa,取K1为0.7,则Tmax为:
Tmax=0.2×0.7×640×3.14
×(8-1.082 5×1.25)2×8×10-3/4
=24.86 N·m
常用的不同规格、不同等级螺栓最大拧紧力矩都可通过计算获得,笔者根据理论计算及车间实际装配情况,得到常用螺栓拧紧力矩,见表1。
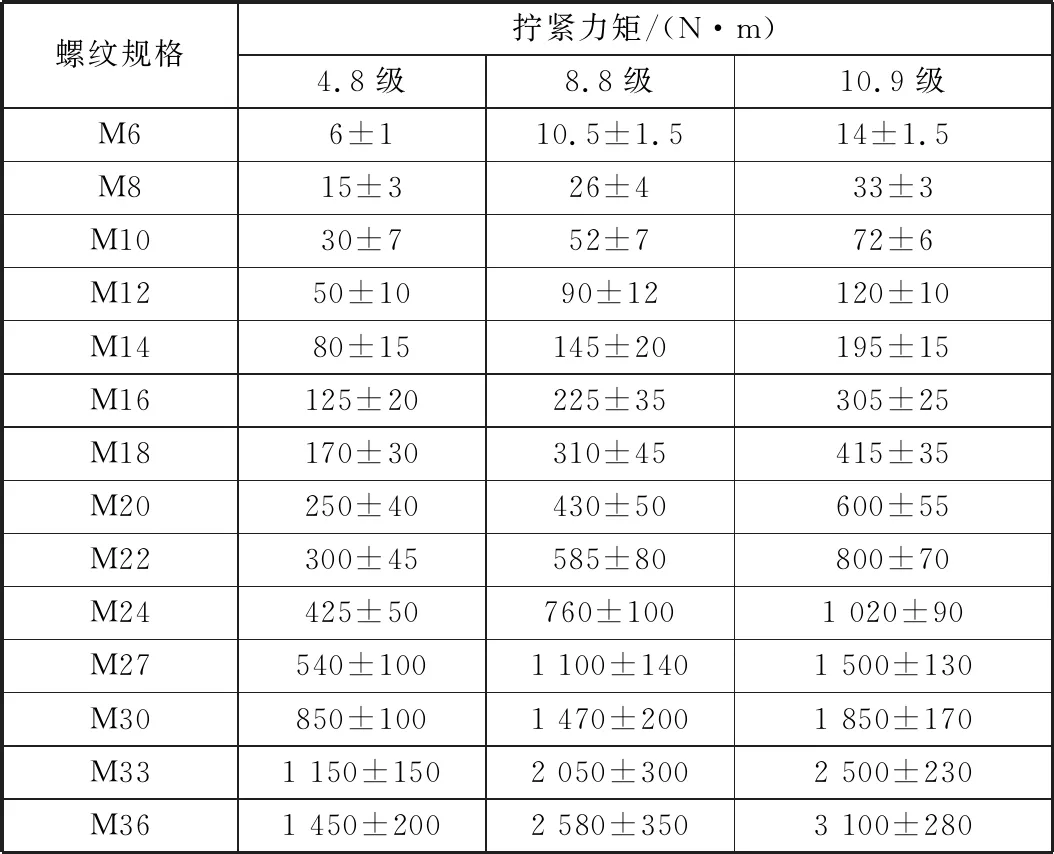
表1 常用螺栓拧紧力矩
5 扳手的选用
螺纹紧固件的拧紧、拆卸等工作往往需要使用相应规格的专用工具,如扳手。扳手因为使用方便,成为车间装配生产中最常见的工具之一,也是使用频率最高的螺纹拧紧工具[10]。在装配过程中,不同的螺栓需要选用不同规格的扳手。快速选择正确的扳手,对提高车间工作人员装配熟练程度及提升工作效率有重要作用。通常,经验丰富的车间工作人员凭借工作经验,可迅速确定扳手的规格,而对于新入职的工人而言,很难快速找到合适的扳手。由于螺栓规格众多,对应的扳手种类也很多,如果采用死记硬背的方式,不仅效率低,而且容易出错。因此,采用计算的方法可帮助车间工作人员快速选择正确的扳手。
普通六角螺栓的螺栓头及六角螺母的宽度参数S与扳手开口尺寸S1是一一对应关系,如图2所示。只要确定螺栓头或者螺母的宽度参数S,即可选出正确的扳手。常用六角螺栓头和六角螺母的宽度参数S可通过表2进行确定。
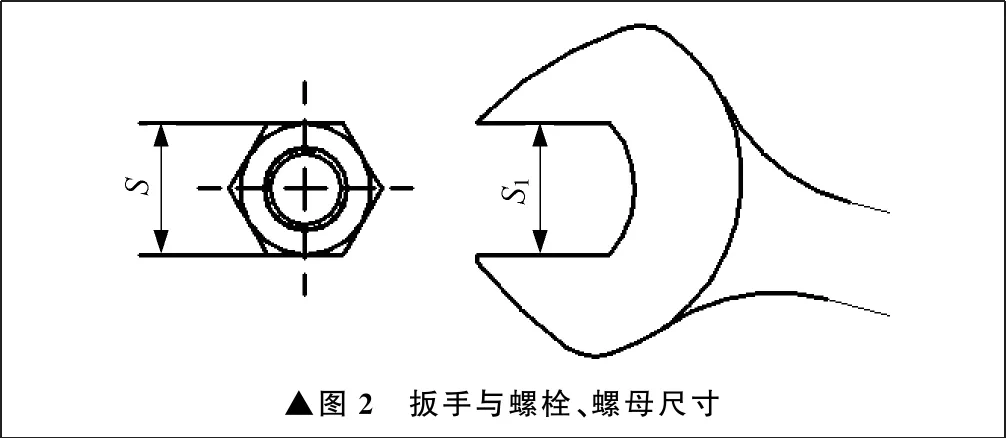
▲图2 扳手与螺栓、螺母尺寸
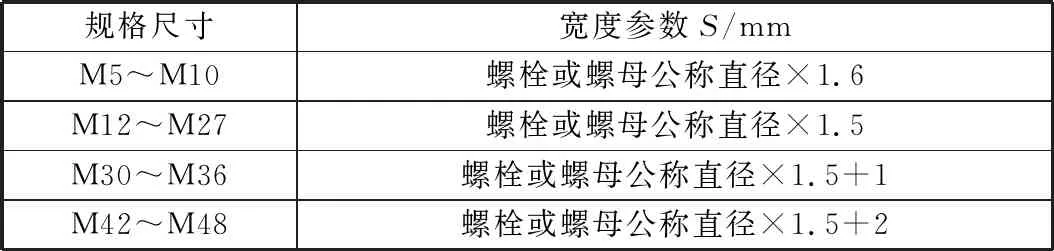
表2 六角螺栓头和螺母宽度参数
通过表2计算所得的数值,如果不是整数,则采用进位法取整数来确定扳手规格尺寸。以规格为M8的六角螺栓头为例,S=8×1.6=12.8 mm,则可选用宽度参数为13 mm的扳手。
六角法兰面螺栓在实际生产中也有广泛应用。目前,六角法兰面螺栓和螺母均有小系列和加大系列之分。两种系列所对应的螺栓头和螺母宽度参数存在差异。加大系列的六角法兰面螺栓和螺母宽度参数与普通六角螺栓头和螺母一致。小系列六角法兰面螺栓和螺母需按以下方式确定:将普通六角螺栓头和螺母计算方法中的螺栓或螺母公称直径改为比所用螺栓公称直径小一个规格的公称直径。以规格为M8的小系列六角法兰面螺栓为例,比M8小一个规格的螺栓为M6,则宽度参数S=6×1.6=9.6 mm,可选用宽度参数为10 mm的扳手。
6 结束语
螺纹紧固件是应用最为广泛的五金通用件,已融入人类生产生活的各个方面。笔者对螺纹紧固件的螺距、旋合长度、预紧力、拧紧力矩、扳手选用等进行了介绍,对螺纹紧固件连接设计,确定螺栓预紧力及拧紧力矩,提高车间工人装配作业熟练程度,提高工作效率,降低装配工具选用时间,节省工时等具有参考作用。
