超声波探伤在钢结构检测中的应用分析
2020-03-03韩军
韩 军
(大庆石化公司检测信息技术中心,黑龙江大庆 163000)
0 引言
超声波探伤是指探伤检测人员通过使用仪器发射声波经构件检测表面耦合剂在其中传播,设备探头会接收声波遇到诸如构件底面、缺陷等反射波,并将其波幅高度、位置等显示在荧光屏(示波屏)上,超声波探伤原理如图1 所示。探伤用超声波是一种频率高达几百千赫到几兆赫的高频率脉冲弹性波。探伤检测专业人员根据相关计算方法对荧光屏(示波屏)上反射波信息将构件缺陷的大小、位置等计算出来,使得企业管理人员能够准确掌握钢结构焊接质量,有利于企业能够及时发现焊接质量问题并采取相应措施。超声波探伤所用的超声波对人体基本无害,不存在类似射线探伤检测的安全隐患,操作安全可靠。
1 钢结构焊缝类型与焊缝内部缺陷探究
钢结构焊缝中常见的缺陷主要有未焊透、裂纹、夹渣、气孔、和未熔合等缺陷类型。检测专业人员通过结合工艺情况,根据显示器上接收到的缺陷波的位置、大小、探头运动时波幅变化的特点等,可以对钢结构焊接缺陷的性质进行大致的判断,以采取相应的解决措施。
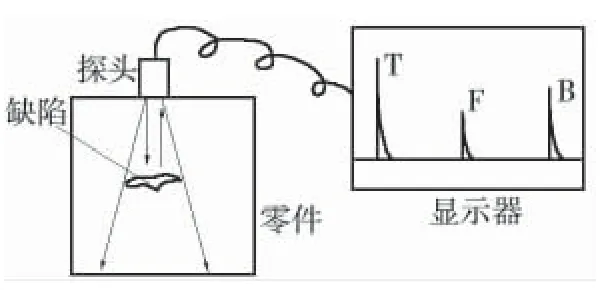
图1 超声波探伤原理
1.1 焊缝与坡口类型
一般情况下,建筑钢结构体系分为网架空间与门式钢架两大类,二者中最为常见要数后者,并且其焊缝分为T 形与对接等两类焊缝。其中T 形焊缝是2 块钢材按T 字形焊接所成,而对接焊缝则是将2 块处于同一空间状态钢材按边缘对齐焊接而来。
实践中要想最大程度地确保2 块钢材焊缝区域熔合效果,需要建筑企业根据相关要求于接头部位进行开坡口处理。根据焊接方式以及材料不同,较为常用坡口方式有单V 形、X 形等。
1.2 焊接常见内部缺陷
实践中钢结构往往由于施工技术、温度变化等多方面原因,致使其焊接出现内部缺陷。其中,较为常见有裂纹、气孔、未熔合、未焊透、夹渣等。从性质来看,一般缺陷主要是指对整体焊缝强度影响不大的缺陷,包括点状夹渣、单个气孔;严重缺陷主要指对整体焊缝强度造成严重影响的缺陷,包括裂纹、群状气孔、未熔合、未焊透、不规则状夹渣等。
2 超声波探伤应用要求
相比于其他检测技术,该技术具有检测质量高以及操作简单等特点,同时更有设备简便与作业范围广的优点,这些优势使其具有极大的使用范围。但要想在实际工程应用中取得良好的超声波探伤质量,探伤检测人员还必须做到以下几点要求。
2.1 探伤检测人员应具有较高的专业技术能力
由于超声波探伤主要是利用声波反射原理实现对钢结构进行检测,检测结果波形等信息反映在荧光屏(示波屏)上,要求探伤检测人员据此判断出钢结构内部缺陷情况,检测结果准确性高低与探伤检测人员专业能力有着极为密切联系。因而要求探伤检测人员应具有较高专业能力,包括持有相应等级资格证书以及具备丰富从业经验等。此外需要注意的是,由于超声波探伤等级资格证书一般分为3 级,探伤检测人员必须严格按照自己所取得等级资格证书开展相应钢结构检测工作,严禁越级作业。
2.2 做好焊前准备工作
在对焊缝进行探伤检测前,检测专业技术人员可以先了解结构图纸,明确知道被检测钢结构构件的材质、厚度、曲率、坡口形式、焊缝等级、焊接方法等实际具体情况,以根据钢结构焊接的现场实际情况选择出对应的检测探头。
提前对被检钢结构焊缝两侧母材表面进行打磨清理,将混凝土、焊渣、油污、飞溅等杂质打磨清除掉,使钢材表面漏出金属光泽的面层,以符合检测要求,打磨宽度按专业要求一般是2.5倍的K 值与母材厚度的乘积,打磨完成后由专业人员进行检查,检查合格后进行超声波检测作业。
2.3 科学选择探测面与探头
探头是一种可逆的声电转换元件,在探伤过程中起到发射和接收高频脉冲弹性波的作用。探头组成包括压电晶片、阻尼块、外壳、电极、保护膜(斜锲)、调谐线圈。探头种类包括:直探头(聚焦直探头、单晶片、双晶片)、斜探头(含有表面波探头、横波探头)、可变角探头、其他探头(涡流超声探头、充水探头、薄膜探头)。
由于钢结构缺陷存在多样性与不确定性,因此应当根据实际缺陷情况与类型来选择探测面与探头。如,在选择探头时,应当依据钢结构焊接工艺、形状特点、有可能发生缺陷部位来准确选择探头;在选择探测面时,应依据焊缝要求以及缺陷可能延伸方向来科学选择探测面。
2.4 科学选择探头角度与频率
对超声波探伤而言,要想实现良好地建筑钢结构检测应用效果,科学选择探头角度与频率必不可少。首先在探头角度选择中,探伤检测人员必须在充分结合建筑钢结构诸如焊缝坡口类型、预测缺陷类型与钢材厚度等实际情况科学选择探头角度,例如由于大多数建筑钢结构所使用钢材厚度比较小,因而探头角度不应过大。超声波探伤探头角度一般选择K2.0 与K2.5,而在钢网架杆件检测中则选择K3 即可。在探头频率选择中,既要保证超声波探伤检测分辨率符合要求,又要确保其具有足够穿透能力。这是因为探伤检测人员如果选用频率较低探头作业时,则会导致探伤检测分辨率不足,而一旦频率较高时便致使超声波穿透力因衰减增大而降低,造成检测因此而难以保障。对此,探伤检测人员应当在充分结合钢结构工程诸如材料厚度等情况基础上科学选择探头频率,通常在钢结构检测中选择2.5 MHz 探头即可。
2.5 科学选用耦合剂
在检测建筑钢结构缺陷时,应保证所采用耦合剂具备良好流动性与透声性,并且需对人体与材料无害。市面上存在多种耦合剂,在选择时,在保证质量前提下,尽可能选择价格实惠的耦合剂,也可使用洗洁精来充当耦合剂。
3 超声波探伤在建筑钢结构检测中的应用
3.1 箱形柱和梁连接焊缝超声波探伤
通过对多层建筑钢结构构件受力分析可知箱形柱所受力最大,然而箱形柱受到诸如焊接技术偏低、监理不力等因素影响,导致部分钢结构箱形柱极易在两个方向上因此存在缺陷而使其在收缩应力作用下出现层状撕裂。如果建筑企业还要在此位置开展梁、柱等焊缝焊接作业时,将会导致层状撕裂因焊缝重叠而扩大,进而严重威胁钢结构安全。对此,这就要求建筑企业借助于超声波探伤检测避免该问题。然而受到箱形柱厚度过大等因素影响,探伤检测人员无论是正面或是反面都难以将层状撕裂深度测量出,因而这就需要建筑企业必须改进箱形柱和梁焊接焊缝技术,例如在盖板和隔板间采取单面暗焊缝、盖板与柱、梁焊缝必须统一等,不但有利于超声波探伤作业开展,同时更能够提升钢结构质量。
3.2 对接焊缝超声波探伤方法
对接焊缝的超声波探伤检测一般采用斜探法。对其他接头形式的焊缝超声波探伤检测,可以参照对接焊缝检测方法进行。所采用的扫查方式,应满足超声波的发射声束覆盖焊缝的整个横断面。
焊缝扫查法主要分平行、锯齿以及斜平行。在扫查过程中,应实时关注波屏所显示信号,如若波屏上回波信号波幅过大,超出评定线,则应将其定义为可疑回波,并及时在相应焊缝位置进行标识,为后续工作打好基础。①初探。首先,应采用锯齿型扫查法来扫查检测处,判断其有无发生纵向或是斜纵向裂缝缺陷。其次,采用平行以及斜平行扫查法来扫查热影响区、熔合区与焊缝区有无发生横向或是斜横向裂缝缺陷;②精探。与初探相比,精探在速度上则低于初探。首先,应认真探测初探标记部位,确定缺陷最高回波,记录好诸如定长、定位数据。其次,可采用环绕、转角、前后等基本探测法来确定缺陷大小、类型以及位置;③复探。对初探与精探所得结果进行校验与核查,该步骤速度相对较快,所采用方法与初探和精探方法大致相同。
3.3 有垫板超声波探伤技术
在采用该技术时,需发射探伤声波以此做为基准波,不但可以检测材料耦合情况,还能遮盖垫板缺陷所带来的消极作用。如若荧光屏(示波屏)上呈现由垫板反射声波出现波宽高状时,则往往表示在钢材根部出现缺陷,应及时进行处理。随后探伤检测人员进行后拉探头二次作业,在此作业过程中必须特别注意,这是超声波在遇到定位焊或别处垫板时均会产生反射声波,因而要求探伤检测人员应结合实际予以甄别。