大型往复活塞式压缩机安装调试技术要点分析
2020-03-03苏攀
苏 攀
(中国化学工程第七建设有限公司,四川成都 610100)
0 引言
目前,我国工业化进程不断加快,油气田开发和应用规模也在不断增加,所需要的天然气压缩机组的数量增多。这主要是此类压缩机组在油田开发和管道输送过程中,起到重要的增压作用。但是此类设备应用中还表现出具有较为复杂的结构、较多的控制点、较高的危险性以及较高的成本等特点。同时由于此类设备应用中还容易导致各种故障发生,影响其正常使用,只能通过对机身进行更换或修复,而且常见故障通常是由于压缩机安装调试中的隐患诱发的。为此,针对化学工程中常用的往复活塞式压缩机的安装调试技术要点进行研究。
1 安装调试作业
压缩机安装投产阶段的关键技术工作就是安装调试工作,其中重要工序就是找平找正、灌浆以及调整调试等。在对其作业内容进行介绍时,也需要从前期安装和后期调试两个方面进行阐述。对于前者来说,重点就是进行机组安装。而且在此环节中还需要做好相应内容的检查检测工作。
2 大型往复活塞式压缩机安装调试关键技术
2.1 主撬粗找平
在此安装环节中所应用的仪器主要是钳工水平仪,所要测试的位置主要是机身的加工面、中间8 个位置的轴向以及横向等部位,同时还要对顶丝螺栓接触垫板的牢固性进行检查和调整,还要做好每次调整的数据记录。经过上述调整后要保证测点水平度偏差在0.1 mm/m 以内。
2.2 一次灌浆
在经过上述找平工作并检查合格之后,保证所预留控制的铅锤度偏差在1/100 以内,以及螺栓与孔壁的距离保持在15 mm以上,不允许底端碰到孔底。同时针对所使用的螺栓,需要经过检查和处理之后清除螺栓表面的油污和养护层,最好是在螺纹位置进行部分油脂的涂抹,起到润滑和保护的作用。此外在螺栓紧固时需要确保螺栓各个位置连接的密实性,螺纹还要超出螺母之外1/3~2/3 螺栓直径的长度。在一次灌浆作业中,需要向此孔中灌注无收缩水泥灌浆料,灌注作业持续至钢筋混凝土基础面。在灌浆作业之后还要做好洒水养护作业来避免出现裂缝问题。在养护作业中,经过检查和确认灌浆料的强度达到设计强度的3/4 以上时,将上述螺栓均匀地进行逐一紧固。
2.3 机身精找平
在机身安装中重点就是要保证主轴基孔的同心度,为此,需要在压缩机装配完成之后,检查和调整机身软脚以及上加工平面的平面度。具体地说,如上文所述,在粗找平时通过钳工水平仪来对机身的上加工面等8 个位置进行检测,保证经过精找平之后的测点水平度偏差在0.05 mm/m 以内。然后还要对机身两纵梁的长度进行测量,所使用的测量设备要求其精度等级为0.025 mm。在上述测量工作中,重点就是对每个地脚螺栓的位置开展测量工作,还要检测机身纵梁的上平面以及不同螺栓的重点位置。经过上述位置的检查和测量、找平调整之后,要确保相邻两点的测量数值差在0.05 mm 以内。
2.4 联轴器对中
在开展联轴器的对中检查和调整过程中,采用方法为三表法,仪器为激光对中仪。调整驱动机时需要在压缩机的主轴基础上进行调整,而且尽量使用激光对中法来对人工误差进行有效避免。以激光对中法为例(图1),在对中检查调整过程中,在联轴器两侧分别固定激光发射器和反射器,然后基于相似三角形原理将相应数据输入其中。通过计算机对水平方向和垂直方向上的平行偏差以及角度偏差进行自动计算,而且在计算之后也会得出需要进行设备前、后机脚下的调整数值。在上述对中检查调整的过程中,还需要对曲轴的轴向窜量和曲轴变形量进行检测。如果采用驱动机尾发动机,还需要对上述数值进行检测。如果是电机,则需要对磁力中心线进行检测和对正之后,再对上述数值进行检测和调整。
2.5 压缩机气缸安装与中体支撑调整
由于大型压缩机在出厂时会单独包装气缸以及滑道内的往复部件,因此在现场进行气缸安装时,需要按照平衡重表以及最初的位置匹配要求,对每个气缸的序列号和十字头滑道部件进行确认。然后在清洁配件和气缸、中体内部后,还要在配合面上涂覆润滑油。此外,重点做好活塞以及活塞杆背帽的扭矩紧固和确认工作,确认在紧固之后的活塞杆跳动值不能超过0.025 mm,垂直度偏差不能超过0.07 mm,气缸的余隙曲柄端与缸头端的比例为1∶2。
在开展后续气缸滑道支撑的调整作业中,如果在化学工程中使用的压缩机组属于水平对称的方式,这种方式的压缩机组会将气缸设置在机身侧面的位置,会造成此位置的下垂量比较大。这就需要通过调整气缸滑道支撑来保证气缸中心线为直线。在具体调整中,需要应用厂家的工况计算软件(图2),获取气缸的重量参数和气缸滑道支撑的抬升数据,然后在此数据的基础上开展滑道支撑的抬升调整操作,确保气缸中心线为直线状态。
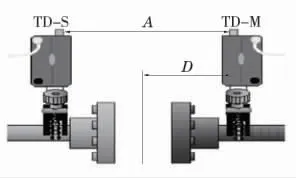
图1 激光对中法示意
2.6 附件规范装配
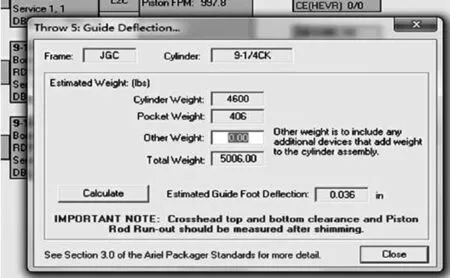
图2 工况核算
在此类压缩机安装中,需要安装各种类型的附件。通常需要在调整完成机身地脚螺栓的回弹量和机身上加工平面的水平度之后开展附件安装。首先在制作完成工业管线的支撑之后,在安装中要保证管线法兰对接的平直性,防止出现偏差、错口的问题,破坏密封面的密封性,而且也不能在安装中采取强拉硬拽的方式,防止出现管线应力问题。在上述调整之后需要紧固螺栓并满足相应扭矩的要求。最后就需要调整排气缓冲罐支撑,确保其与缓冲罐之间保证不存在拉紧状态,并且保证试机过程中压缩机的整体温升在规定范围内,此后再开展上述紧固调整作业。
2.7 二次灌浆
在开展二次灌浆之前,需要保证上平面的高度在设计标高以上50 mm,而且在灌浆作业完成并且混凝土凝结之后进行开凿作业。保证其高度满足设计标高的要求,还要对表面的混凝土砂浆、油脂等进行凿毛和清理作业,使用压缩空气将灌浆的基础表面吹扫干净。同时还要保证支模作业的牢固性、密封性以及美观性,按照要求预留排气孔。在上述主撬找平和辅撬附件安装调整以后24 h 内开展二次灌浆作业,保证作业环境温度在15~30 ℃。如果温度比较低,则需要通过人工建造温度场的方式,确保混凝土基础表面温度符合要求。
此外,在灌浆作业之前还要通过点焊的方式来固定垫铁组的每块垫铁,使用清水冲洗基础表面,在保持湿润6 h 以上后将积水清除,之后1 h 才能开展灌浆施工。灌浆作业所使用的灌浆料需要在现场进行配制,而且从机组的一侧灌注之后,在外力作用下将灌浆料推入机组底座下,同时开展振捣作业,保证灌浆料从另一侧溢出并超过撬座底平面15~25 mm。上述灌浆作业需要连续完成,并保证撬座下面灌浆料均匀密实。保证此灌浆料的厚度为50~70 mm,且在灌浆作业之后进行压平磨光处理,在混凝土强度达到设计强度3/4左右,再开展压缩机系统的紧固和调整等作业内容。
3 结语
为了确保大型往复式压缩机的安装和调试质量,需要明确安装调试工作的目的和工作内容,重点做好每个环节的技术和操作管控,保证每个环节的安装调试质量,保证后续安装调试环节的顺利开展。按照文中要求开展安装调试工作并符合上述技术要求后,保证机组投入运行之后的运行稳定性,延长使用寿命,实现机组运行中能耗降低以及成本的有效节约。