Ag和Zn对Sn58Bi钎料润湿性及焊点组织的影响
2020-03-01马一鸣储继君吕晓春孙凤莲
马一鸣, 储继君, 吕晓春, , 孙凤莲
(1. 哈尔滨焊接研究院有限公司, 哈尔滨 150028; 2. 哈尔滨理工大学, 哈尔滨 150001)
0 前言
在电子工业中,由于Sn-Pb共晶钎料具有良好的润湿性,较低的成本及优异的性能而被使用了近一个世纪[1]。然而,环境问题成为世界关注的热点,对于各国实施禁止使用Pb的立法,开发了多种基于Sn的无铅钎料合金。
近年来,随着个人电子产品的小型化、多功能化的发展趋势,导致了电子工业对更薄、更小的电子元件的需求加剧,但应用最广泛的Sn-Ag-Cu系钎料(熔点217 ℃)因其较高的回流温度,会导致此类电子元件和电路板的热变形,造成翘曲而形成枕头缺陷,降低了焊点质量[2-3]。Sn-Bi系钎料由其较低的熔点(138 ℃)与成本,近年已被部分笔记本电脑厂商应用于小批量的SMT生产线上[4-6]。但是Sn-Bi系合金中Bi相硬而脆,且时效过程中容易产生偏析和粗化,易出现焊点的空洞、剥离等问题,严重降低焊点的可靠性,影响电子产品的使用寿命[7-9]。针对Sn-Bi系钎料的缺点,文中主要对Sn58Bi1Ag-Zn钎料的性能进行了研究,通过其与Sn58Bi,Sn58Bi1Ag,Sn58Bi1Zn钎料在润湿性及焊点组织上的对比,以期为Sn-Bi系钎料的研究提供参考。
1 试验材料及方法
采用感应熔炼方法制备了6种合金成分钎料,其化学成分见表1。依据GB/T 28770—2012《软钎料试验方法》对钎料进行润湿平衡试验并测量其润湿时间与最大润湿力,测试采用GOLF-318助焊剂,焊接温度180 ℃,浸渍速度4 mm/s,浸渍深度2 mm,焊接时间10 s。此后,将钎料制备成φ650~φ750 μm的钎料球,选择10.0 mm×10.0 mm×1.0 mm的紫铜片为试件,依据GB/T 11364—2008《钎料润湿性试验方法》对钎料进行铺展试验,焊接温度180 ℃,焊接时间30 s,取出后空冷、清洗、测量其铺展系数。对焊点试样进行加热温度为100 ℃,加热时间为300 h的时效处理,并对焊点剖面的钎料组织与界面IMCs组成,钎料相含量、组织细化程度及界面IMCs的厚度进行了测定与分析。
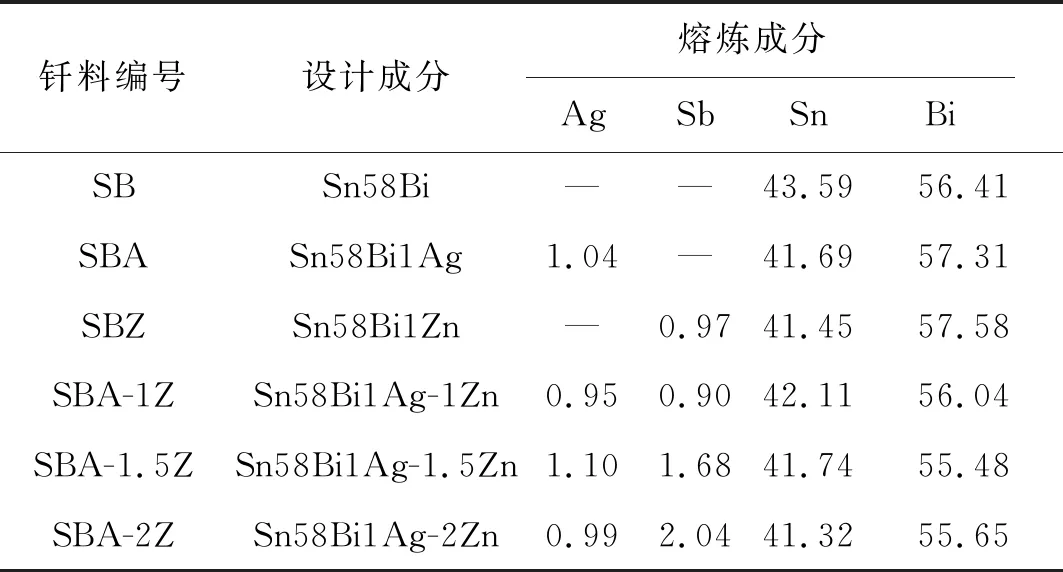
表1 钎料成分(质量分数,%)
2 试验结果及分析
2.1 Ag和Zn对Sn58Bi钎料润湿性
添加Ag,Zn的Sn58Bi钎料润湿平衡试验与铺展试验结果,如图1所示。发现相比于SBA,SBZ钎料,SBA-1Z的润湿时间减小,润湿力增大。这说明Ag和Zn的添加可以提高钎料的润湿能力,推测应与界面IMCs的组成发生改变有关。

图1 添加Ag,Zn钎料的润湿平衡试验结果
在SBZ中添加1%的Ag,润湿力与铺展系数增大,这应是Ag的添加使得Zn在表面上的富集程度减弱,减少了局部形成的块状ZnO而造成的。随着SBA中的Zn含量的增加,钎料的铺展系数呈现下降的趋势(图2),Zn的增加使得表面富集Zn的程度与大块氧化物量增大,造成铺展系数减小,但添加1%~1.5%的Zn钎料的铺展系数变化不大,但当添加量达到2%时,钎料的铺展系数发生大幅下降。
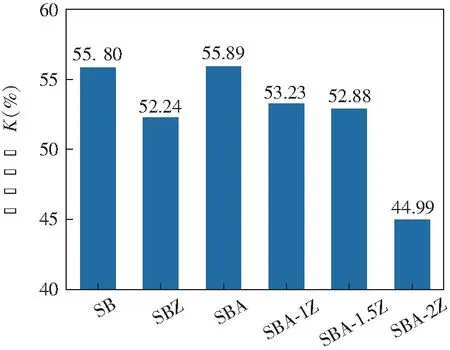
图2 钎料的铺展试验结果
2.2 Ag和Zn对Sn58Bi钎料组织的影响
2.2.1组织组成
图3为钎料组织形貌。Sn58Bi共晶钎料在空冷条件下,其显微组织为(Sn+Bi)共晶,呈树枝晶+等轴晶的亚共晶形貌。由其形貌图3a可知,在凝固过程中,先形成由β-Sn相与细棒状或点状Bi相组成的树枝状共晶,而后在树枝晶间形成片层状的等轴状共晶。
表2为EDS分析结果。添加Ag可使得Sn58Bi钎料中生成Ag3Sn(图3b),添加Zn则生成了针状的Zn相(图3c),当Ag和Zn共同添加时钎料中生成块状的相(图3d)。Ag-Zn系中间相晶体结构见表3[10]。可知,Zn元素原子分数在58.5%~64.7%范围的化合物相应为Ag5Zn8, 且随着Zn含量增加至2%,钎料的组织组成未发生改变。这说明Ag易与Sn形成化合物相,Zn不与Sn形成化合物相,而当Ag和Zn共同存在时,Ag更易于Zn形成化合物相。

图3 钎料组织形貌
2.2.2相含量
由于空冷条件下组织呈亚共晶形貌,因此分别对钎料中树枝晶与等轴晶的β-Sn与Bi相含量进行了测定(图4)。添加1%的Ag或Zn时,均可显著抑制树枝晶的形成,使得组织呈等轴晶形貌。而共同添加Ag和Zn时,随着Zn的含量增加,树枝晶含量先升高后下降,且β-Sn总含量呈先上升后下降趋势。这说明添加少量的Zn时,由于Ag与Zn的相互作用,抑制了其各自对形成等轴晶的促进作用,但随着Zn含量的逐渐增加,钎料中的Ag不断被消耗,当Zn含量达到2%时,可与Zn反应的Ag被消耗完全,致使钎料中的相含量与SBZ接近。

图4 钎料中各相含量
2.2.3组织细化程度
减小树枝晶臂间距与共晶间距,是提高材料性能及使用性能的重要途径。因此,选择二次树枝晶臂间距λ2与共晶片层间距λE作为评价添加Ag,Zn元素对组织细化程度评价指标。测量时选取多个平行度较好的树枝晶或共晶片层为一组,计算其平均间距。
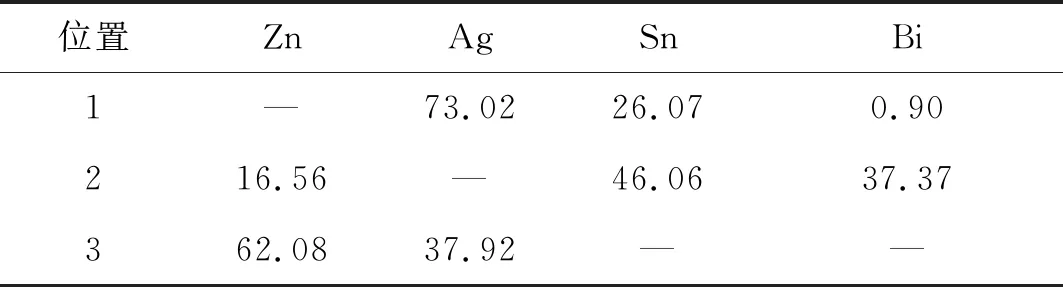
表2 EDS分析结果(原子分数,%)
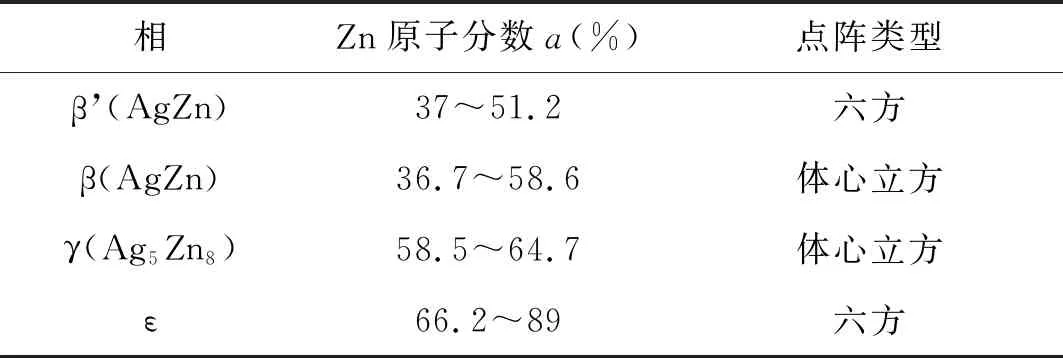
表3 Ag-Zn系中间相晶体结构
由表4可知,相比于Sn58Bi钎料,添加1%的Ag对组织的细化作用不明显,但添加1%的Zn对组织的细化作用显著。而对于同时添加Ag和Zn的钎料,当添加1%~1.5%的Zn时,Ag与Zn均不能发挥各自对等轴晶的细化作用,但可细化树枝晶;当添加量至2%时,Zn不断与Ag反应生成Ag5Zn8,造成Ag含量下降,使得组织开始发生细化,此时组织的细化程度与Sn58Bi相当。

表4 钎料组织细化程度 μm
2.3 Ag,Zn对Sn58Bi/Cu界面IMCs的影响
2.3.1界面IMCs组成
对界面IMCs进行EDS分析结果见表5,扫描位置分别如图5和图6所示。焊态下,Sn58Bi钎料中添加1%Ag时,界面IMCs为Cu6Sn5(图5a);添加1%Zn时,界面IMCs为Cu8Zn5(图5b)。而添加Ag和Zn时,界面处形成了Ag,Zn,Cu富集的IMCs层(图6a)。

表5 界面EDS分析结果(原子分数,%)
SBA/Cu界面处生成Cu6Sn5,SBZ/Cu界面处生成Cu8Zn5,说明Ag的添加不改变界面处IMCs的组成,而Zn的添加会抑制界面处Cu6Sn5的生成。对于添加Ag和Zn的钎料,其中Zn除使得界面处生成Cu8Zn5外,还有剩余约35%,表5中的Ag含量较高、Sn含量较低,而由于Ag更易于Zn形成化合物,故此处的Sn含量应为基体信息。综上所述,界面处应还存在一种Ag-Zn化合物且其Zn含量大于60%,故此化合物应为Ag5Zn8。
对于添加Ag和Zn的钎料,Zn的添加使得界面处仅生成Cu8Zn5,而生成的Cu8Zn5又与Ag5Zn8均为体心立方结构且晶格常数较为接近(Ag5Zn8,a=0.934 07 nm;Cu8Zn5,a=0.886 nm[11]。因此,相似的晶体点阵结构促进了Ag5Zn8的形成,最终形成了Ag5Zn8依附Cu8Zn5生长的复合界面IMCs层。此外,在300 h的时效过程中界面IMCs组成始终为Cu8Zn5+Ag5Zn8,未生成Cu6Sn5与Cu3Sn(图6),随Zn含量的增加,界面IMCs的组成也未发生改变。
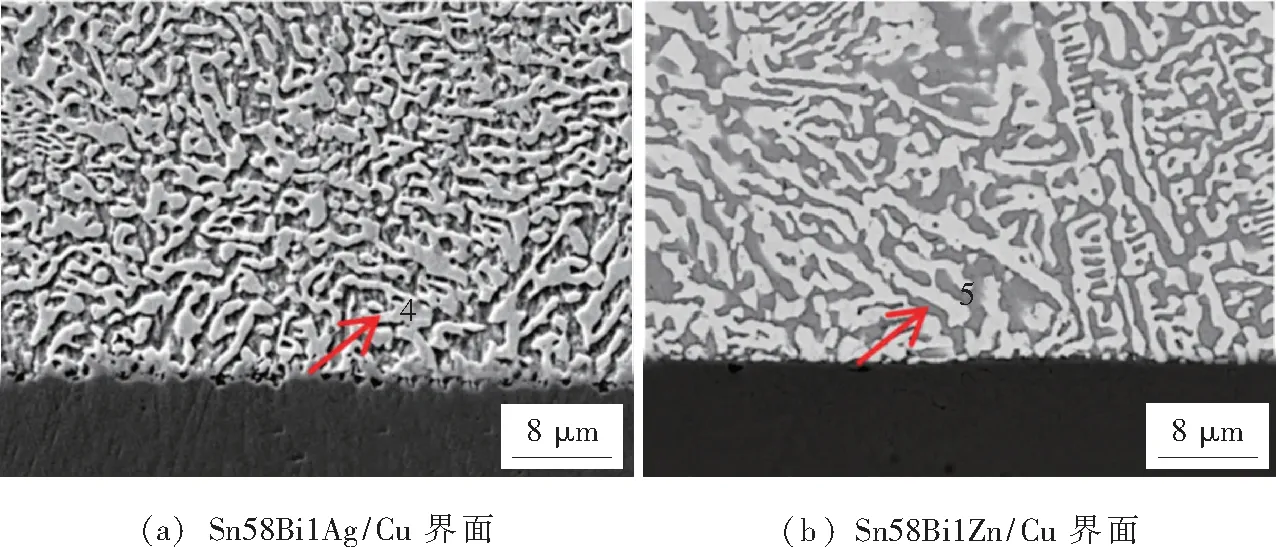
图5 钎料/Cu界面焊态形貌

图6 Sn58Bi1Ag-1Zn/Cu界面形貌
2.3.2界面IMCs的生长
焊点试样经300 h×100 ℃时效处理后,随机选取4个Cu界面视场,通过测量视场内IMCs面积,并将该面积除以视场长度的方法,获得界面IMCs层的厚度,最后计算其平均值(图7)。

图7 焊点Cu界面IMCs层厚度
对比Sn58Bi钎料,添加1%的Ag可以降低界面金属化合物的生长速度,但会增加初始厚度;而添加1%的Zn虽然可以显著减小界面IMCs的初始厚度,但会显著促进界面IMCs的生长。分析还发现,这两种钎料的界面IMCs均符合抛物线生长规律[12]。
而对于添加Ag和Zn的钎料,发现界面IMCs的生长规律已不再符合抛物线规律。对比发现,不同于SBZ钎料Cu界面处的Cu8Zn5层不能抑制IMCs的生长,Cu8Zn5+Ag5Zn8的复合IMCs层不仅具有显著减小初始厚度、降低生长速度的作用,还在时效前期从存在较长的IMCs生长孕育期。这应是由于Cu,Sn,Zn原子很难通过扩散穿过由Cu8Zn5+Ag5Zn8组成的复合界面IMCs层,从而抑制了Cu-Sn与Cu-Zn化合物形成。此外,随着Zn含量的增加,IMCs的初始厚度不变、生长速度轻微的加快,但时效300 h后IMCs厚度仍不到Sn58Bi的1/3,且时效前期依然存在较长的IMCs生长孕育期。
3 结论
(1)添加Ag或Zn均不能显著促进Sn58Bi钎料的润湿性能,而共同添加Ag和Zn会降低钎料的润湿性能。
(2)添加Ag或Zn与Sn分别生成Ag3Sn,Ag5Zn8,并可显著减少钎料中枝晶含量,并均可细化钎料组织。而Ag,Zn共同添加并不能使得钎料组织发生细化。
(3)Ag和Zn的共同添加使得界面处形成Cu8Zn5+Ag5Zn8的复合IMCs层,该复合界面IMCs层可显著的减小IMCs的初始厚度,并降低其生长速度。
