挡板内圆弧面的铣削加工
2020-02-29赵军孝
赵军孝

摘 要:机械加工是现代工业的基石,高质高效的机械加工将有助于提升企业的效率和效益。轴向较长的内圆弧加工是机械加工中的一种重要形式,传统的加工多采用的是刨床或镗床进行加工,均存在一定的缺陷。针对这一问题通过在加工中不断进行研究、测试,确定了一种使用立式铣床加工内圆弧面的加工方式,此方法对于一些精度要求不高的内圆弧面能够取得良好的加工效果。不仅加工的效率高同时工艺也较为简单。文章在分析内圆弧面加工难点的基础上对如何做好内圆弧面立式铣床加工进行了分析介绍。
关键词:挡板内圆弧面;立式铣床;铣削加工
中图分类号:TG54 文献标志码:A 文章编号:2095-2945(2020)06-0116-02
Abstract: Machining is the cornerstone of modern industry, high-quality and efficient machining will help to improve the efficiency and efficiency of enterprises. The inner arc machining with longer axis is an important form of machining, and the traditional machining is mostly processed by planer or boring machine, which has some defects. In order to solve this problem, a machining method of machining inner arc surface with vertical milling machine is determined through continuous research and testing in machining. This method can achieve good results for some inner arc surfaces with low precision requirements. Not only the processing efficiency is high, but also the process is relatively simple. Based on the analysis of the difficulties in machining the inner arc surface, this paper analyzes and introduces how to do well the machining of the inner arc surface vertical milling machine.
Keywords: inner arc surface of baffle; vertical milling machine; milling
前言
挡板内圆弧面加工难度大,尤其是针对与一些复杂的零部件在对其进行内圆弧面加工时加工工艺复杂、难度较高。为提高内圆弧面的加工效率和加工质量,通过研究确定了一种内圆弧面的加工工艺,能够有效的简化内圆弧面的加工工序,在保证加工质量的同时提高了加工效率。本公司有多种具备内圆弧面加工需求的零部件,其中挡板内圆弧面是其中应用较多的一种。本文以挡板内圆弧面为例就如何采用立式铣床完成对于挡板内圆弧面的加工进行了分析阐述。
针对轴向长度较长的内圆弧面,举例说明,在立式铣床上加工的方法。
1 挡板内圆弧面的结构特性
我公司有多种零件要求加工圆弧,其中挡板内圆弧面是典型的一种,其结构参数如图1所示。加工方法有多种,如:(1)镗圆弧面。(2)刨圆弧面。(3)加工中心加工圆弧。镗圆弧面需两端各加工一半,存在接刀痕;刨圆弧面需磨制成型刀,受限于成型刀圆弧刃的磨制精度,且存在震纹;加工中心加工圆弧能够取得良好的加工效果,但需先去除加工量再用球刀精加工,耗时长且加工费用较高,为了克服这一困难我公司决定尝试利用立式铣床完成擋板内圆弧面的加工,提高挡板内圆弧面的加工效率、降低加工成本。
2 应用立铣床加工挡板内圆弧面的加工参数
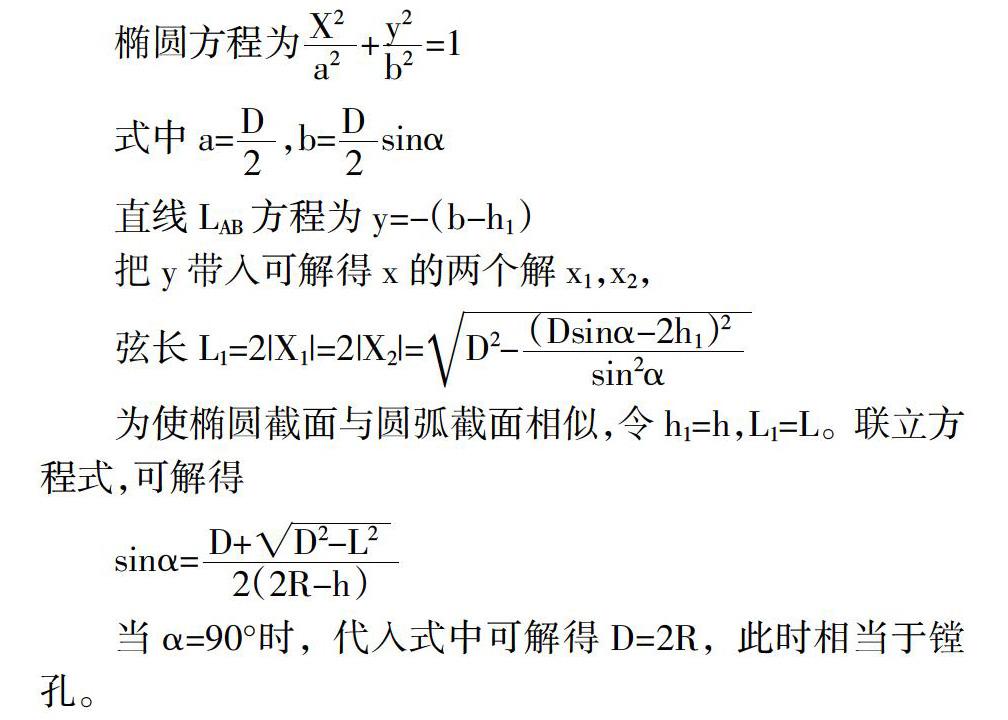
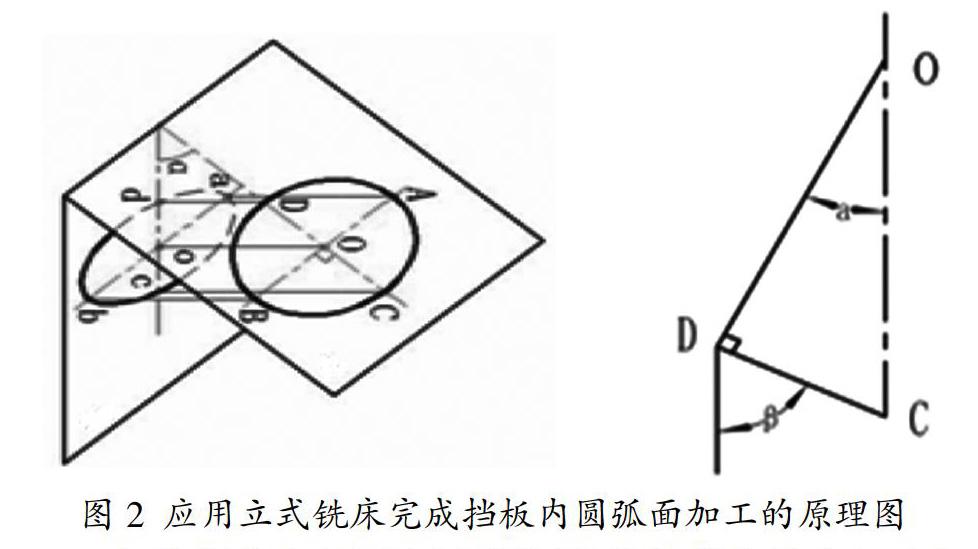
在应用立式铣床完成挡板内圆弧面的加工时,其核心原理是利用椭圆的一段弧来代替所需加工的挡板内圆弧,其对应原理如图2所示。有图可知,挡板内圆弧面圆的投影为椭圆,长轴是平面上与投影平面平行直径的投影,长度等于圆直径;短轴是平面上最大斜度线方向直径的投影,长度为直径与它投影面倾角余弦的乘积。图中圆若为立铣刀截面,则倾斜的立铣刀沿工作台横向的运动轨迹截面为椭圆。挡板内圆弧面与椭圆为一一映对的关系。
在完成了对于挡板内圆弧面定性计算的基础上对应用立铣床加工挡板内圆弧面的加工参数进行定量计算。在应用立铣刀进行加工时,设铣刀刀具直径为D、与主轴倾斜角为α,铣刀刀具截面与挡板内圆弧面的投影平面夹角为β,根据其几何关系,则其投影椭圆长轴为D,短轴为DSinα(DCosβ)。
需加工的内圆弧截面其内圆半径设为R,槽深设为h, 槽宽设为L,根据其几何关系可以算得槽宽。
在计算出挡板内圆弧面的基础上将其投影在投影平面上,而后根据投影原理加工出的椭圆截面。投影平面上椭圆槽深设为h1,槽宽设为L1,槽宽可通过直线LAB与椭圆的交点,通过解方程求得。以投影平面上的槽宽、槽深建立起投影平面椭圆与挡板内圆弧面之间的对应关系。
3 应用立式铣床加工技术完成挡板内圆弧面加工时所存在的误差
以工件挡板内圆弧面上任意点M为所需工件圆弧上的一点,而M'则为同一横坐标下实际加工出的一点(即椭圆弧上的一点)。通过对理论点和实际点之间在同一坐标系下的纵坐标之差进行计算对比以此来判断应用立铣床加工挡板内圆弧面是否能取得良好的加工效果。以M点和M'点建立坐标方程,通过代入简化可以算得两者之间纵坐标的差值,并建立起Δy与y之间的函数曲线关系,由曲线图可以看出随着角度在0°-90°的区间范围内增大,误差值Δy在迅速递减,而当角度为90°时Δy为0,通过对误差进行分析,在应用立式铣床加工技术完成挡板内圆弧面加工时理论上是可行的,且误差完全能够达到挡板内圆弧面的加工精度要求。同时根据计算,增大铣刀直径,立式铣床铣头转动角度也随之增大,从而能够有效的缩减挡板内圆弧面的径向误差,提高挡板内圆弧面的加工精度。
4 立铣床在挡板内圆弧面加工中的应用
在完成了应用立铣床加工挡板内圆弧面的理论分析后,以某一零件为例将其应用立式铣床进行加工,用以验证应用立式铣床加工挡板内圆弧面是否能够取得预期的效果。在挡板内圆弧面加工中采用的近似代替加工法,使用椭圆弧来近似替代挡板内圆弧,为了确保挡板内圆弧面的加工精度需要确保误差在最小范围内进行替代,将立铣刀的到刀盘直径与零件宽度控制在一定的范围内,某型号挡板内圆弧面的结构参数如图1所示,有图1知挡板内圆弧面的R=25,h=3.4,将上述两个参数代入到上式中可计算得L=25.16,选用D=36的立铣刀,代入上式中可得立式铣床主轴的偏角为α=41.5°。在完成了计算的基础上,将主轴倾斜41.5°用以对挡板内圆弧面进行了加工,通过对加工后的挡板内圆弧面进行测量,发现加工后获得的加工轨迹基本与理论轨迹相重合,由此可以判断出应用上述方法完成挡板内圆弧面的加工是切实可行的。
5 应用立铣床完成挡板内圆弧面加工所取得的经济效益
在挡板内圆弧面加工上应用立铣床加工技术,其加工方法较为简单,加工中无需采用特殊的加工工装夹具,仅仅需要将待加工零部件的加工参数代入到公式中计算出立铣床主轴所需旋转的角度即可,待到将立铣床铣刀主轴旋转所需的角度后即可像铣平面一样方便的对挡板内圆弧面进行加工。在采用立铣床完成挡板内圆弧面的加工后,挡板内圆弧面的加工工序大为简化,有效的缩短了挡板内圆弧面的加工周期,在提高挡板内圆弧面加工效率的同时降低了挡板内圆弧面的加工费用,取得了良好的加工效果。
6 结束语
在对轴向距离长且加工精度要求不严格的内圆弧,均可以选用立式铣床进行加工,此举不仅可以有效的简化加工工艺、提升加工效率,且加工质量也相对较高。本文在分析应用立式铣床加工挡板内圆弧面所存难点的基础上对如何做好立式铣床加工技术在挡板内圆弧面加工中的应用进行了分析阐述。使用上述方法完成挡板内圆弧面的加工,不仅能够满足加工需求,又方便、实用,同时能够为企业带来良好的经济效益。
參考文献:
[1]杨虹,牛小英.高精度凹圆弧面的铣削及参数选择[J].机械设计与制造,2005(2):60-61.
[2]何冰强,梁荣光,王惜慧.内圆弧截面回转成形腔体加工探讨[J].现代制造工程,2010(1):63-66.
[3]郎永兵.宏程序编程在球面法向圆弧槽五轴铣削加工中的应用[J].金属加工:冷加工,2012(1):52-54.
[4]郭自庆.浅谈圆弧螺纹在数控车床上的宏程序加工[J].科技创新与应用,2012(16):71.
[5]吴庆超.双圆弧齿轮加工工艺的改进[J].科技创新与应用,2014(28):60.
[6]张绍勇.数控车床加工大圆弧的方法探究[J].科技创新与应用,2013(34):51.
[7]许钊.圆弧轨迹拟合的步进电机模糊控制系统[J].科技创新与应用,2019(08):73-7.
