基于精益线平衡的手工组装产线设计与应用
2020-02-29王卓
王卓
摘 要:随着我国制造业快速发展的同时也面临着新的挑战。人口红利的逐渐消失,甚至“人口负债”的显现,导致人工成本增加,降本增效、精益生产是亟待解决的问题。手工组装类产线由于更大程度上依赖人力资源以及操作员工的熟练程度、责任心等个人综合素质,尤其容易受到冲击。以工业工程及精益生产综合改善策略为基础的线平衡给工位设计及优化提供了科学系统的方法。文章以XS公司接触器的组装为例,通过价值流分析、产线平衡、工位的规划设计与实施等方法,为建立一条手工组装精益产线提供思路,并通过最终实施验证其有效性。
关键词:价值流分析;产线平衡;制造业;工位
中图分类号:F273 文献标志码:A 文章编号:2095-2945(2020)06-0096-05
Abstract: With the rapid development of China's manufacturing, we are also faced with new challenges. The gradual disappearance of the demographic dividend, or even "population debt", has led to increase of labor costs. Reducing cost, increasing benefit and lean production is an urgent need to enterprise. Especially, the manual assembly line is vulnerable impacted because of its greater reliance on human resources as well as the operator's personal comprehensive quality, such as proficiency and responsibility. Line balance which based on the comprehensive improvement strategy of Industrial Engineering(IE) and Lean Production provides a scientific and systematic method for the design and optimization of work stations. Taking the assembly of XS contactor as an example, this paper provides an method for building a manual assembly lean production line by means of value flow analysis, production line balance, design and implementation of work stations, etc.,and the effectiveness was verified by the final implementation.
Keywords: value flow analysis; line balance; manufacturing; work station
目前,不少企业存在生产粗放、交货延期、库存资金占用量大、生产可控性差等问题,严重影响了企业的核心竞争力。因此,引入工业工程及精益生产模式迫在眉睫。精益生产是以通过降低成本、努力改善现状的活动,适时适量制造、销售顾客所需求的产品,达到提升企业竞争力的目标。[1]可以有效降低浪费,提高产线柔性,加强生产流程控制,提高企业盈利水平。线平衡是精益生产有效的改善思想与方法,良好的生产线平衡可以减少物质、能源、时间和资金的占用与浪费,加速流动资金的周转,从而降低生产成本[2];但手工组装产线往往由于操作人员熟练程度、物料及工具摆放等不确定性很难做到消除浪费下稳定的线平衡。这就必须对各工序流程进行梳理平衡,结合人因工程学及精益的方法,消除或降低浪费,维持高程度的生产线平衡,并尽可能的标准化。
1 价值流分析
在企业实施系统现场改善一般按照图1流程执行[3]。在建立接触器精益组装线前,首先通过ABC分析法,结合销售数量、销售额、产品利润对XS公司接触器进行分析,选定“核心”产品作为改善实施的目标产品族。然后通过价值流分析发现改善点及实施目标。价值流分析是精益生产的主要工具,可以系统的梳理公司物流、工序流、信息流等,着力发掘各流程中增值及非增值因素。现状价值流图可以系统、快速有效的识别浪费,确定改善点及改善目标,见图2;然后绘制未来价值流图,为流程改善提供依据与指导,见图3。经收集公司年度市场需求、各工序流程及加工时间、人员配置、在制品数量等信息,绘制价值流图。
绘制价值流图过程中的跟踪分析、交流调研,发现主要存在的问题有:(1)由推式生产造成的零件库存、在制品库存过大,造成资源占用,生产秩序混乱,交期过长等;(2)5S较差引起的频繁找工具、找物料、查找文件,走动等;(3)传统工作台的生产模式甚至没有明确的工位配置,即人因工程差导致的过多的动作浪费、员工疲劳;(4)产线平衡较差,导致过长的等待;(5)大型集中式生产、测试设备,阻碍流动,造成在制品积压及等待;(6)“多件生产”导致组装故障难以及时发现,引起批量返工或报废;(7)缺件导致生产中断,造成延期交付或在制品堆積。
产品组装工序主要有:灭弧罩组件组装、磁路组件组装、总组装、功能测试、绝缘耐压试验、包装,见图4。对各工序进行影像法工时测定,并综合运用工业工程“七大手法”、ECRS分析法(取消、合并、调整顺序、简化)、操作分析、动作分析、Layout分析等手法消除浪费,挤出生产过程中“非增值水分”,形成较为稳定的流程后再进行充分的线平衡,改善后单极产品产线平衡率根据工作站的分配类别可达97.9%,见图5。表1主要罗列了流程改善过程中采取的方法及达到的效果。改善前原产线前单极单台组装工时为65min,而改善后为23.5min,组装工时减少63.8%。可见,迫切需要设计并建造科学的精益组装线以支撑未来价值流的实现。
2 产线规划、设计
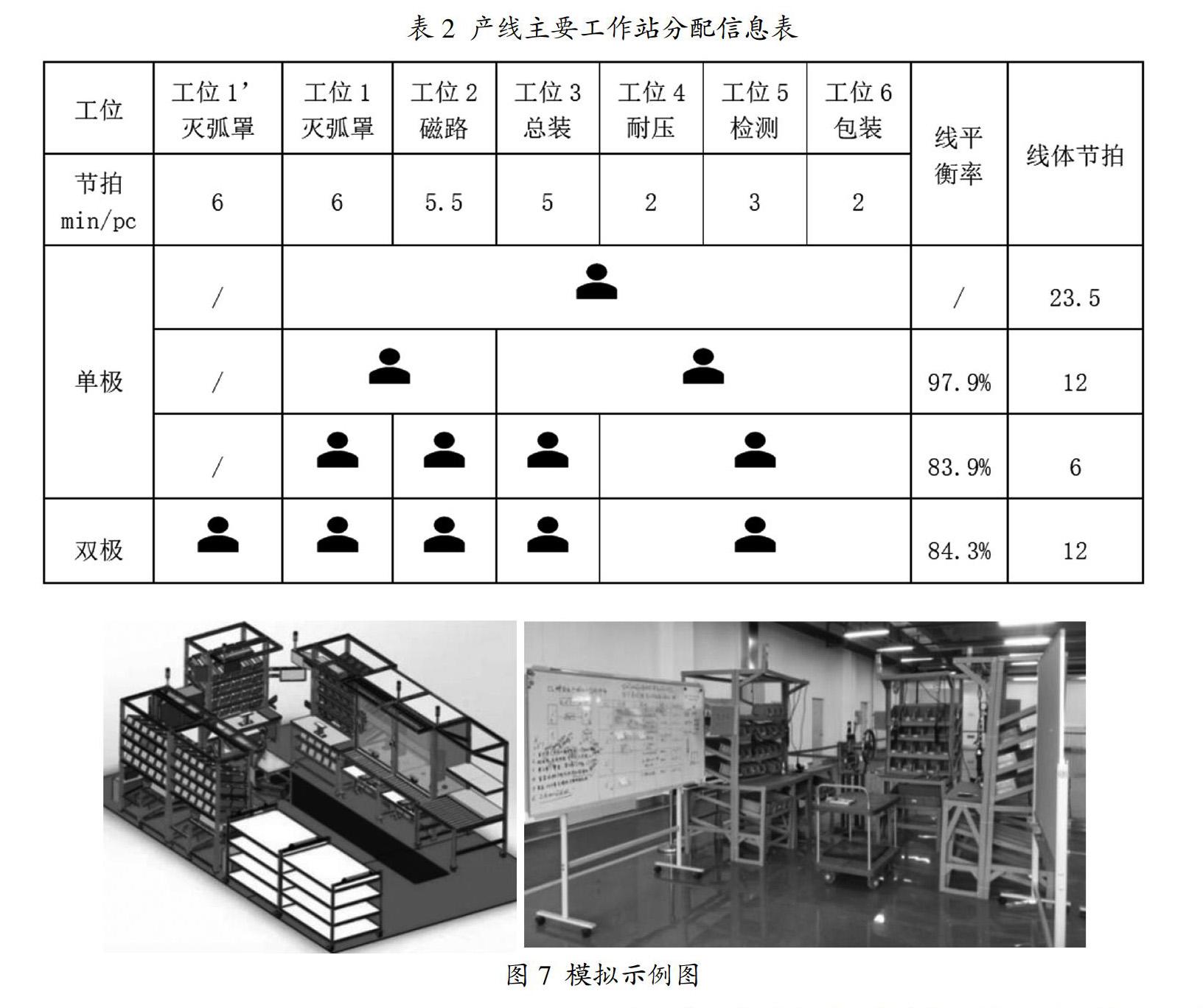
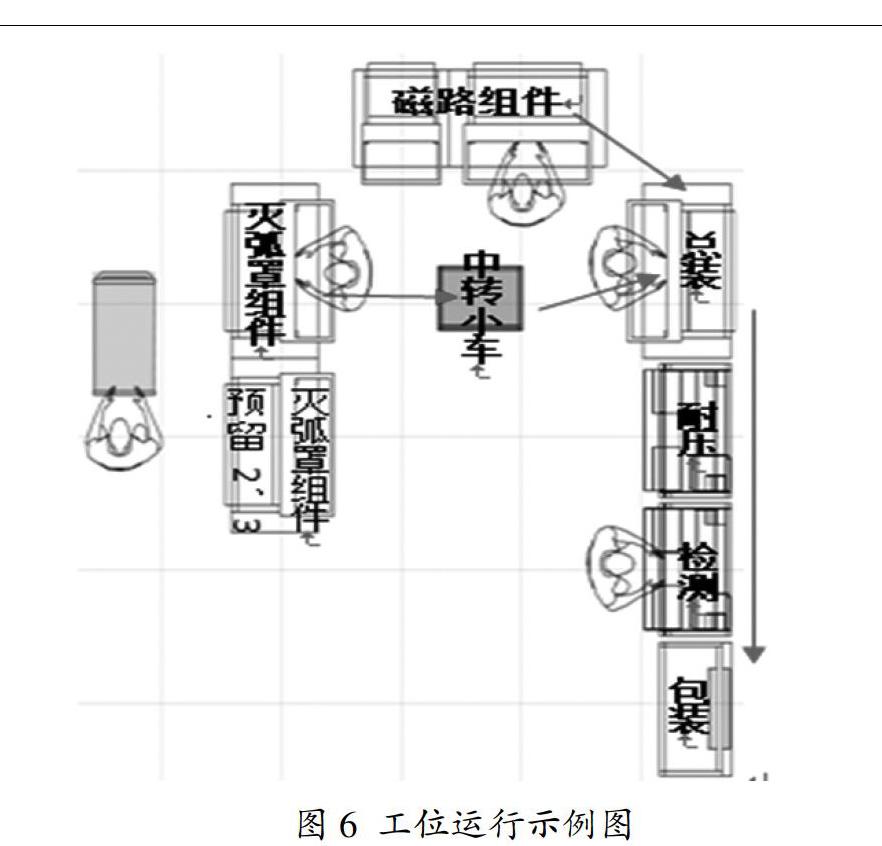
为满足产品组装流程要求,产线主要有以下特点:(1)存在并行工位;灭弧罩组件组装工位与磁路组件组装工位为并行工位,均向总装工位传递;解决方案为:将灭弧罩组件组装完成后向后半转身放于中转小车,总装工位半转身拿取,其余工位均为直线传递在制品,见图6。(2)混线生产;根据灭弧罩组件的数量分为单极、双极、三极(以单极为主),其余构造相同,故可单独增加灭弧罩组件组装工位以适应双极、三极产品,提高生产线柔性。表2表示了主要几种产品在组装时工作站分配信息表。
3 工位设计、模拟及实施
产线平衡设计完善后,紧接着需要设计支撑其实现的工位;工位在考虑满足线平衡的同时还应考虑作业标准化、人因工程学、5S管理及目视化管理等要求。在工位设计初步完成后,充分采用软件、纸板模拟、沙盘模拟、搬运测试等方式,呈现最终布局,发现不合理的地方,不断完善布局规划设计内容,见图7。在本例精益生产组装线实施过程中,主要归纳并总结了以下设计策略:
(1)物料分析:根据产品PFEP分析设置合理的线边BIN位及超市,一般采用2-BIN(双箱系统:1位消耗完,拿走空料盒后,2位自动补充),实现“召唤”式的拉动补料;此过程应根据物料的大小选用合适的料盒,最大程度精简工位空间,实现最小拿取空间。可最大程度减少操作人员的动作浪费。
(2)人因工程学:人因工程学主要是为减轻作业负担而对作业方式的改善和研究开发;为防止单调劳动而对作业进行合理安排;为提高产品操作性能、舒适性及安全性对整个系统进行设计和改善[5];工位设计过程中应充分考虑作业者的生理特点和动作的经济性原则,通常采用立姿作业,使操作者在作业中变换体位,避免由于身体长时间处于一种体位而引起肌肉疲劳;例如本例中,在各工位桌面上安装可升降并固定的平台机构,可有效兼容员工身高及各工位内容对工作台高度的不同要求;电动螺丝刀采用平衡器实现自动回位。
(3)连续拉动的单件流:可以缩短交付时间、释放资源,限制过量生产和库存,增加现金流;在保证线平衡的前提下,提高各工位的“独立性”是保证单价流的有效方法。例如,将需要集中作业的大型设备改为小型的设备,避免因设备而引起的集中加工;节拍工位应按照不产生相互干扰而设计,避免因工具配备不合理导致的操作人员窜位,从而导致物流浪费、等待浪费等;若因无法避免的导致的集中生产严重影响线平衡时,可设置“迷你超市”用作缓冲。
(4)可视化管理:各工位装有安灯(Andon)系统,用于显示该工位运行状态(正常、故障、缺料等),使得生产过程中的问题得到及时处理。同时,工位均配有一体机触摸屏,便于工艺文件、图纸、配置管理等信息的读写,使作业指导书可视化,符合生产实际,切实起到指导操作,以确保作业人员的工作质量;设置线边看板,用于展示该产线人员技能及去向信息、生产计划完成情况、物料异常情况等基本信息。总之,应该让管理、控制的项目众所周知,让人人都是监督检查员,提高质量及效率的同时,也都知道如何做,则全员能正确执行。
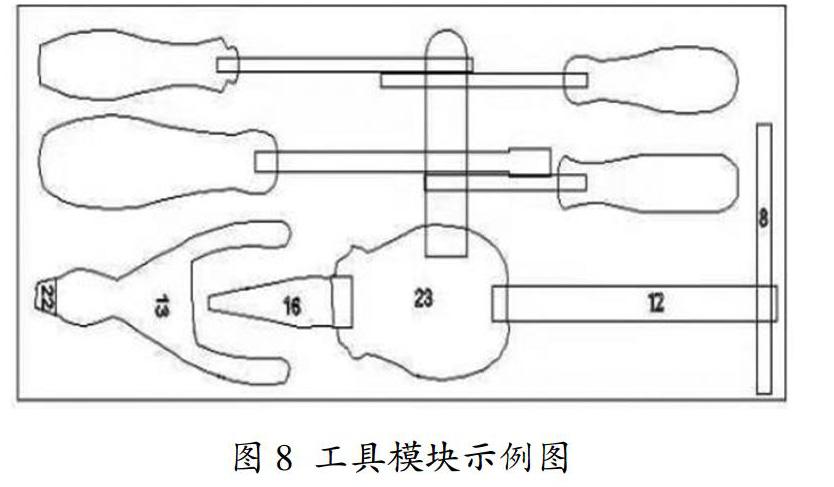
(5)5S及定置管理:5S是可靠流程的基础,设计之初就应充分考虑5S要求。例如,不要物料或工具不应为其预留工位空间;必要的工具、物料应该定置,减少寻找时间并便于拿取,可在工位上安装工具模块(按照工具形迹刻槽,应考虑手指抓取空间),见图8。
(6)基于工位的物流传递:物料、工具布局满足动作经济性原则;物流路径最短、单向,避免回流、交叉。因在部件组装过程中零件小且轻,传递便捷,可采用平台桌面;检测及包装工位产品尺寸及重量较大,可采用滚筒桌面,便于半成品向下道工序传递。
(7)组装台面与线边物料架为分离式,可直接将该工位线边物料架更换;便于后续换线生产,提高产线柔性。
(8)物料二维码(条形码)管理:通过扫描设备识读以实现信息自动处理,提高物料信息读写效率与管理质量,为工厂信息化奠定基础。
(9)标准化:通过制定标准作业指导书、线平衡工作规则、质量要求等固化现阶段实施成果,再经过不断完善标准而持续改进,可以说标准化是持续改进的基础。
产线设计是一个系统的过程,影响产线效率及生产秩序的因素方方面面。除以上应考虑的设计因素外,还应根据组装需要考虑光照、废料盒清理便捷性、工位可移动性等细节问题,并在使用过程中根据企业及产品实际情况积累经验,PDCA循环,不断完善。建立精益合理化建议平台及激励机制,通过精益思想及方法宣传,努力形成全员参与,全员都是改善专家的良心循环,毕竟只有操作人员自己最了解自己的工作。
4 结束语
目前,我国一方面是一般的劳动密集性的制造业生产能力过剩,另一方面又大量缺乏技术密集型的制造业产品,不得不依靠进口[6]。随着我国人口红利的消失以及乃至全球对更高质量产品的需求导致我国制造业迫切需要转型。精益产线的设计及实施,不仅仅需要进行流程上的设计,支持流程的工位与单元同样十分关键,只有系统把握“宏观”与“微观”,才能使产线系统最优。企业在生产管理过程中,应通过价值流分析、5S管理及人因工程的工位优化设计、线平衡规划设计等,综合运用以IE为核心的精益生产思想及方法,持续改善,提高效率及质量,向精益化、智能化迈进,为实现中国建成具有全球引领和影响力的制造强国奠定坚实基础。
参考文献:
[1]王建罡.精益生产在制造企业中的實施研究[D].武汉:华中科技大学,2008.
[2]孙建华.生产线平衡的手段与方法研究[J].成组技术与生产现代化,2004(4):34.
[3]李华增,孙小明.生产现场系统化改善的应用性研究[J].工业工程与管理,2004(2):82.
[4]邓修权,齐二石.精益生产方式拉动生产系统设计程序的研究[J].工业工程与管理,2000(5):30.
[5]鄢杰.考虑人因工程的流水线物流研究与设计[D].武汉:武汉理工大学,2006.
[6]夏美霞.我国装备制造业的现状和发展方向[J].机械制造,2004(474):22.
