数控钢筋加工设备在大型高铁站房的应用
2020-02-25国庆闯马宾
国庆闯,马宾
(1. 中铁建设集团有限公司 基础设施事业部,北京 100040;2. 中铁物总国际招标有限公司,北京 100020)
0 引言
随着电子技术水平提升,数控设备应用领域在不断扩大,在机械加工领域,数控设备的应用也日臻完善。数控设备对机械加工各环节的把控,显示出特有的优势[1-3]。数控技术主要采用计算机控制,预先编程后利用控制程序实现对设备的控制功能,增强了机械加工的灵活性并且提高了设备的工作效率[4-6]。
钢筋加工是一种劳动密集型作业工序,在我国工程建设施工中多数仍然采用人工加工和半机械化加工为主的加工方式。此方式具有生产效率低、劳动强度大、劳务成本高,加工质量和施工进度难以控制、材料和能源浪费高、安全隐患多、噪声大等缺点[7-8],存在钢筋锈蚀、剪断尺寸不准、钢筋端头不平、直螺纹丝头打磨不到位、矩形箍筋成型后拐角不成90°、两对角线长度不相等、钢筋长度和弯曲角度不符合图纸要求等缺陷,在一定程度上影响了工程质量。随着劳动力价格的上涨,施工成本也不断攀高。在建筑行业不断发展过程中,传统的人工加工方法无法满足建筑行业快速发展的需要。因此,有效运用数控加工设备进行钢筋集中加工具有重要意义,推进钢筋数控加工设备应用可有效降低施工成本、提高施工质量、提高企业的市场竞争力[9-10]。
1 工程概况
北京朝阳站位于北京市东北部四五环之间,新建站房中心里程为JK12+914.600。站房建筑面积18.3 万m2,雨棚面积6.2 万m2,所用钢筋型号为HPB300 及HRB400E,钢筋使用总量约为9.5 万t,日均钢筋消耗量为450 t,钢筋加工压力巨大。结合北京朝阳站场地狭窄、工期紧张等特点,选用钢筋集中加工的方式,把数控钢筋加工设备应用到钢筋集中加工生产中显得尤为重要。
2 可行性分析
(1)减少废弃钢筋数量。钢筋加工之前,建设1个较大加工厂对钢筋进行集中加工,根据钢筋放样材料单,合理调配各项资源,满足各队伍钢筋需求的同时又能提高生产效率。在钢筋集中加工厂,生产过程中产生的短钢筋会被收集起来,一些需要短钢筋的部位,如梯子筋、马凳筋等措施筋加工时再加以利用,这样可减少废弃料数量,有效节省原材料。
(2)钢筋加工质量优良。在传统钢筋加工方式中,工程施工地点相对分散,施工单位对钢筋质量的控制与管理难度较大,施工现场加工设备使用程度也较低,存在较大的人为影响因素,整个生产过程对钢筋加工人员的经验及熟练程度依赖性大,导致钢筋加工质量存在不合规范、标准的问题。使用数控钢筋加工设备进行集中加工方式,钢筋加工机械化程度高,人工依赖程度降低,在此基础上可有效保障钢筋的加工质量。数控钢筋加工设备加工完成的成品钢筋见图1。
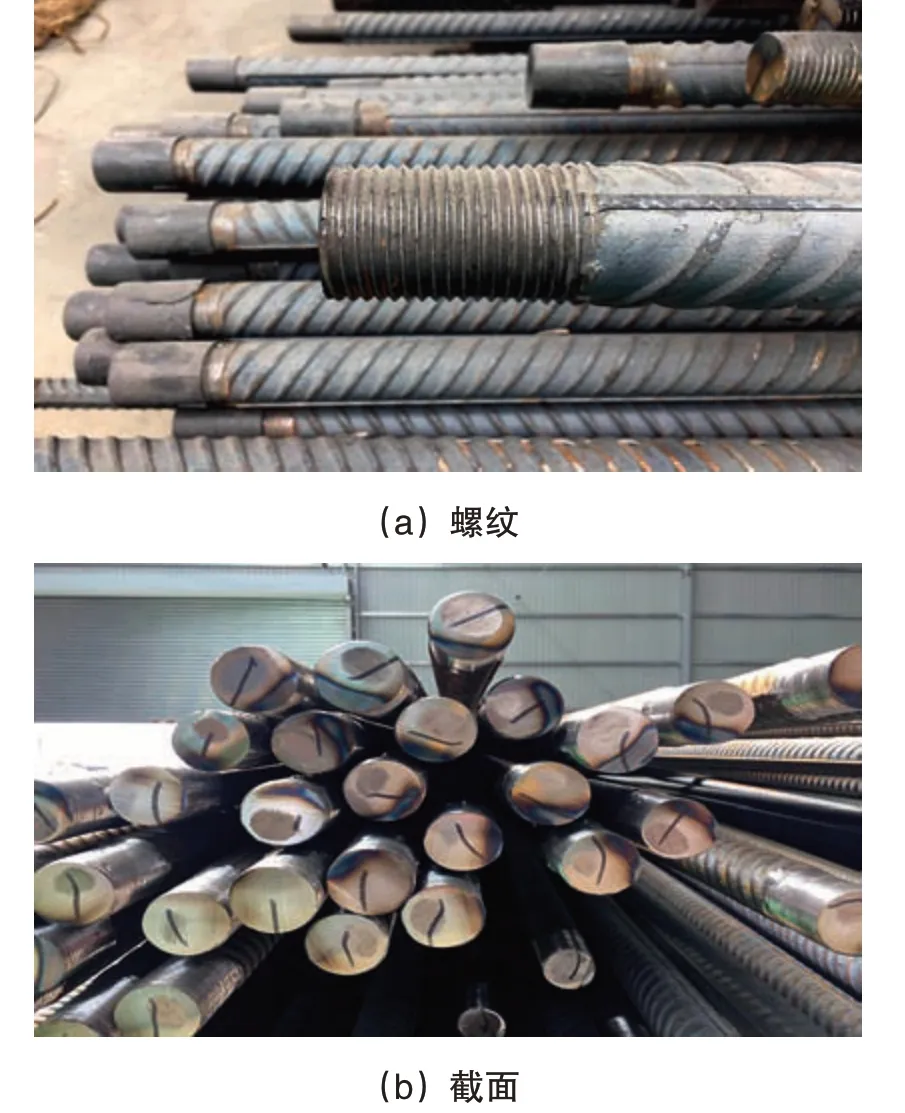
图1 数控钢筋加工设备加工完成的成品钢筋
(3)缩短加工工期。采用数控钢筋加工设备进行集中加工的方式,能有效进行资源调配,更合理利用各种加工设备,使各种型号的钢筋同时进行加工,可提高钢筋加工的集中程度、提高管理效率,从而实现缩短加工工期。
不仅如此,数控钢筋集中加工厂使用机械化作业,可实现流程化、大批量加工,半成品经过全自动数控钢筋调直设备加工,在几分钟之内能够全部切割完成,可减少加工时间,进而有效缩短工期。采用数控钢筋集中加工配送模式能够完善成本、质量、制度及考核体系建设,科学梳理管理链条的各个环节,提升集约化管理效率[4]。
3 设备应用
3.1 16型调直切断弯曲一体机
16 型调直切断弯曲一体机主要用于直径小于C18的箍筋加工,可加工常规形状的箍筋,还可加工多边形箍筋,如清水混凝土柱箍筋及劲性钢骨柱箍筋,均为八角箍筋。根据箍筋直径大小,设备单次可弯曲最大钢筋数量为1~10根。机器每30 s完成1次钢筋定尺剪切、弯弧、弯钩工作,箍筋1次成型,每台单日生产能力为15 t,操作人员仅需2人。设备单人工效为7.5 t/d,是传统加工设备的3.75 倍。16 型调直切断弯曲一体机及操作界面见图2、图3。

图2 16型调直切断弯曲一体机

图3 16型调直切断弯曲一体机操作界面
3.2 50-4型数控弯曲中心
50-4 型数控弯曲中心(见图4)与300 型数控剪切生产线(见图5)连线,主要用于加工大直径钢筋弯头,剪切生产线根据钢筋直径可剪切4~25 根(C36~C12)钢筋原材料,平均30 s 完成1 次剪切工作,整条生产线只需1 人操作、1 人辅助,单日生产能力可达到60 t。设备单人工效为30 t/d,是传统加工设备的15.00倍。

图4 50-4型数控弯曲中心

图5 300型数控剪切生产线
3.3 12型数控弯箍机
12型数控弯箍机可加工圆形、多边形箍筋及拉钩,可实现双线双向弯曲,在工程中主要用于拉钩加工。可加工的钢筋最大直径为C12,设备可预先输入400 种图形,加工时调取即用,自动化程度高。平均5 s 完成1次弯曲,只需1人操作,单日生产能力可达6 t。设备单人工效为6 t/d,是传统加工设备的3.00 倍。12 型数控弯箍机及操作界面见图6、图7。
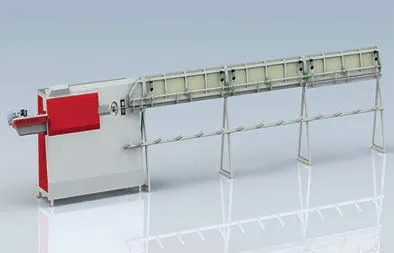
图6 12型数控弯箍机

图7 12型数控弯箍机操作界面
3.4 数控钢筋套丝打磨生产线
数控钢筋套丝打磨生产线由40-5 型数控钢筋套丝生产线(见图8)与600 型数控钢筋锯切生产线(见图9)共同组成。

图8 40-5型数控钢筋套丝生产线

图9 600型数控钢筋锯切生产线
600型数控钢筋锯切生产线采用双金属带锯条对钢筋原材料进行切割,双金属带锯条是将2种不同特征的钢材通过电子束焊接、机加工和热处理等一系列工艺加工而成的高新技术产品,主要用来切割钢材、铜、铝等金属。因双金属带锯条具有柔韧性好、抗疲劳性强、能承受巨大张力、齿部硬度高等诸多优点,使其无论在节能环保、切割效率或者是加工精度等方面较传统圆盘锯和弓形锯均存在明显优势。
40-5 型数控钢筋套丝生产线使用M42 双金属带锯条。这种锯条应用广泛,适用于所有类型的金属连续切割,并且可以与任何类型的带锯床配套使用。M42双金属带锯条的材料特征是双金属结构:RM80 背材,抗疲劳强度高;M42 齿材,8%钻含量,齿部硬度为Rc67-69。M42 双金属带锯条的主要优点是:(1)高耐磨性与高红硬性;(2)锯齿不易断裂;(3)使用寿命长。
单次锯切数量根据钢筋直径规格可锯切12~37根钢筋原材料,单次锯切时间约60 s。锯切生产线可将钢筋原材料端部不规则的部分切割平整,钢筋经过自动锯切、自动排齐、自动定尺后直接进入套丝系统,40-5型数控钢筋套丝生产线同时连接打磨设备,可自动将完成套丝的钢筋端部打磨平整。平均60 s 完成1 次套丝、打磨工作流程,单日产量可达到30 t。设备单人工效为30 t/d,是传统加工设备的10.00倍。
4 设备维护
4.1 16型调直切断弯曲一体机
16 型调直切断弯曲一体机每次工作时,首先检查设备的螺栓是否松动、电器是否完好、及时排除漏电漏气的部位。每次工作完毕,需清除设备残留的氧化皮及铁屑,否则影响设备下次正常运作。每班前检查电机座、调直框带轮、送料轮等。每月对固定螺丝、轴承、调直轮支架总成进行1次清洗。润滑系统每半月注1次油。
4.2 40-5型数控钢筋套丝生产线与600型数控钢筋锯切生产线
40-5 型数控钢筋套丝生产线设备空气压缩机每次下班后需放水、排气;每班要检查各部位连接的螺栓、皮带、链条有无松动;每半日需更换滚丝轮,每日需更换1 根打磨带。600 型数控钢筋锯切线设备空气压缩机每日下班后需放水、排气并给轴承、链条涂抹黄油;每周查看空气压缩机的润滑油和锯切主机的液压油,低于最低值时加注。每加工500 t 钢筋需更换1 根双金属带锯条。
4.3 50-4型数控弯曲中心及300型数控剪切生产线
50-4 型数控弯曲中心每日工作前需检查设备的螺栓是否松动、电器是否完好、排除漏电漏气的部位。每次使用前,对各润滑部位及齿轮部位加注适量润滑油并清除机器上残留的氧化皮及铁屑。300型数控剪切生产线设备空气压缩机每日下班后需放水、排气并给轴承、链条涂抹黄油;每周查看空气压缩机的润滑油和锯切主机的液压油,低于最低值时加注。剪切刀片每周需更换1片。
5 功效对比
传统钢筋加工设备与数控钢筋加工设备功效对比见表1。
6 产生效益
北京朝阳站钢筋总用量为95 000 t,其中数控钢筋加工设备承担了47 000 t 的生产任务。使用数控钢筋加工设备时,每吨加工费为203 元;使用传统加工设备时,每吨加工费为243 元。数控钢筋加工中心共购置10 台数控钢筋加工设备,总购置费为2 231 400 元,设备使用1年后总残值为1 338 840元。
数控钢筋加工设备加工费=2 0 3×47 00 0=9 541 000元。
数控钢筋加工设备摊销费=2 231 400-1 338 840=892 560元。

表1 传统钢筋加工设备与数控钢筋加工设备功效对比
数控钢筋加工设备加工总成本=数控钢筋加工设备加工费+数控钢筋加工设备摊销费=10 433 560元。
传统钢筋加工设备加工总成本=传统钢筋加工设备加工费=243×47 000=11 421 000元。
数控钢筋加工设备经济效益=传统钢筋加工设备加工总成本-数控钢筋加工设备加工总成本=987 440元。
7 结束语
通过北京朝阳站项目实例分析,在工程施工过程中建设数控钢筋加工中心,利用数控钢筋加工设备,可有效提升钢筋加工效率、保证钢筋加工质量、降低施工成本、减少材料浪费、不断提高企业的市场竞争力,有良好的社会经济效益,发展前景广阔。
