成品交库岗位自动化运管的设计
2020-02-24杨栋
杨栋
摘要:螺旋钢管厂成品至交库岗位钢管运送采用的人工操作方式,运送效率较低,人工成本高。针对此区域进行自动化改造后,可减少3名操作工,大幅降低人工成本。
关键词:成品交库;岗位;自动化;运管设计
螺旋钢管厂成品至交库岗位钢管运送采用的人工操作方式,运送效率较低,人工成本高。针对此区域进行自动化改造后,可减少3名操作工,大幅降低人工成本。
核心控制设备为可编程控制器(PLC)、操作控制器件、传感器检测系统、安全防护装置等。通过传感器检测钢管、台架、拨料器、受料器等状态,将信号输入到PLC中,通过PLC实现此区域自动化控制。
1功能设计
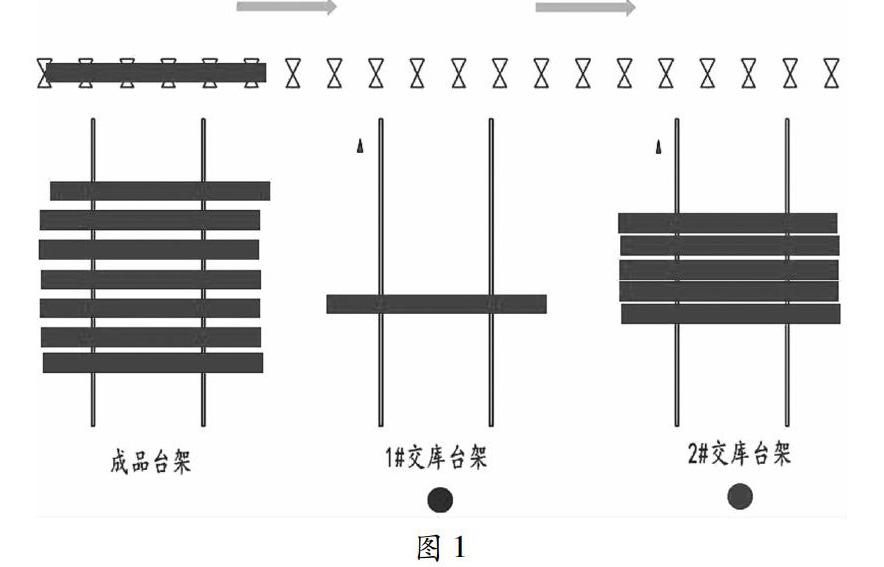
1#交库台架与2#交库台架可选择一处为优先堆管,例如:当2#交库台架选择为优先堆管时,从成品运送过来的钢管优先运送至2#台架处,当2#台架堆满钢管后,之后运送的钢管将运送至1#台架处。
当成品受料器处检测到钢管,且满足运管条件时,受料器落下。当受料器落到位后,辊道开始运送钢管。
因钢管长短不一,需要实现钢管中心与台架中心对齐后,再将钢管拨送至台架上,避免短管一端落入到台架内、长管一端伸出台架过长等问题。在2个台架辊道处都装有钢管中心对齐装置,当辊道将钢管运送至优先级高的台架处且钢管中心与台架中心对齐时,辊道停止运管,然后此段臺架拨料器将钢管拨送至台架上。
台架边缘安装有钢管检测装置,检测此段台架是否堆满钢管。当台架未堆满钢管时,才允许拨管;当台架堆满钢管时,禁止向此段台架拨送钢管。
当两处台架都堆满钢管时,辊道停止运送钢管,同时系统有告警提示。
2控制设计
2.1台架优先级设计
可手动选择台架优先级,优先级高者将先进行堆管。当未选择优先级台架时,默认为2#台架优先级高。优先级高的台架先进行运管、拨管,当台架堆满钢管时,给出告警指示,另一台架开始接受运管、拨管等。
2.2钢管自动对中设计
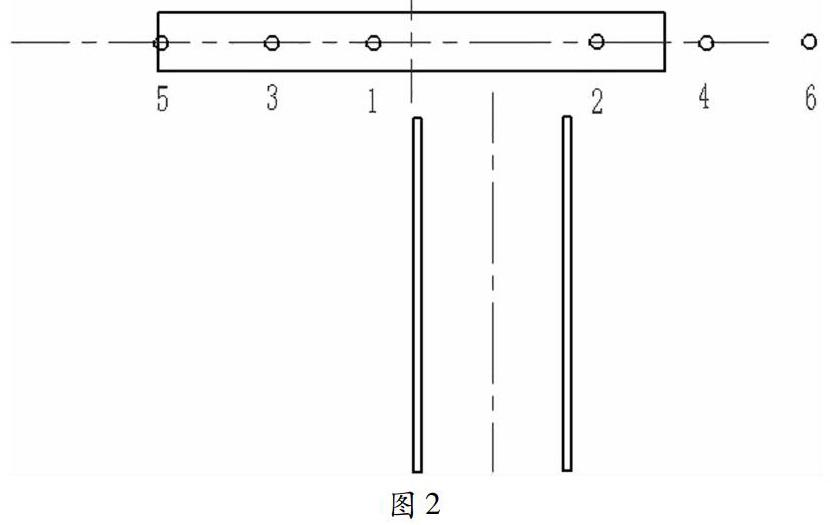
在两处台架辊道处分别按照6个传感器(如图2),其中1#、2#为一组,3#、4#为一组,5#、6#为一组,共3组传感器。1#、2#传感器同时检测到有管时,才允许拨料器拨管。当满足如下条件时,辊道停止运管:
(1)当1#、2#同时检测到有管,3#、4#、5#、6#无管时,信号有效,停止运管,
(2)当1#、2#、4#有管时,3#、5#、6#无管时,信号有效,停止送管。
(3)当1#、2#、3#、4#有管,5#、6#无管时,信号有效,停止送管。
(4)当1#、2#、3#、4#、6#有管,5#无管时,信号有效,停止送管。
(5)当1#、2#、3#、4#、5#、6#有管时,信号有效,停止送管。
辊道停止运管后,经过设定延时时间,拨料器开始拨管,将钢管拨至台架上。
2.3台架钢管检测设计
在台架边缘处,安装2组传感器,一组采用传感器闭点配合机械挡板控制,一组采用传感器开点控制,只要有一组传感器检测到信号时,表示台架边缘有钢管存在,停止继续往此台架拨送钢管。
3保护设计
3.1辊道末端
辊道末端安装有极限限位,当钢管越过设定位置,此限位起作用时,整套自动化运管系统进入急停状态,待故障排查后可人工恢复。
3.2台架边缘
每个台架边缘安装有2组传感器,一组开点控制,一组闭点控制,只要一组能起作用即可,提高了检测的可靠性,避免拨管或运管过程中钢管撞击、滑落等安全事故。
3.3急停装置
在操作台、操作区域安装有急停按钮,紧急情况拍下按钮,可急停整套自动化运管系统。
4节能设计
修改油泵控制程序,加入脉冲延时停止模块。实现需要拨、受料时油泵电机自动启,在无需操作时油泵延时停。
