高频直缝铝焊管生产工艺流程对比分析
2020-02-24曹国富曹丽珠
曹国富, 曹丽珠
(嘉兴夏禹科技有限公司, 浙江 嘉兴314300)
0 前 言
随着高频铝焊管品质不断提高, 加之铝材具有表面光泽、 防腐、 传热快、 比重小、 易钎焊等特性, 使得高频直缝铝焊管在家具制造、石油化工、 汽车制造等行业的应用越来越多。如在汽车制造中利用铝材, 既能满足汽车轻量化和节能环保要求, 又能快速进行热传输, 仅散热 (冷凝器、 水箱、 中冷器等) 一项将铜管替换为铝管, 就可为乘用车减重1%, 节省燃油0.1 L/100 km[1]。 但是, 由于用途和质量要求不同,使得高频直缝铝焊管的生产工艺流程差异较大。 本研究将重点介绍金属家具用铝焊管、 空调冷凝器用复合铝合金集流管和汽车发动机用复合铝合金中冷器管的生产工艺流程。 这3 种铝管在全部铝焊管中占比较高, 涵盖低、 中、高3 个档次产品, 所涉及的生产工艺流程具有代表性。
1 金属家具用铝焊管生产工艺流程
1.1 金属家具用铝合金圆管生产工艺流程
金属家具用铝合金圆管生产的工艺流程如图1 所示, 这也是普通铝合金焊管生产工艺流程的典型代表, 与金属家具用钢管的生产工艺流程相似[2], 高频焊接钢管圆管生产工艺流程如图2 所示。 比较图1、 图2 可以看出, 金属家具用铝合金圆管焊接生产工艺流程除上料工序的磁粉制动(气刹制动) 及其张力、 定径部位的粗定径、 在线涡流探伤和清洗吹干等工序外, 其余都与焊接钢管基本相同。
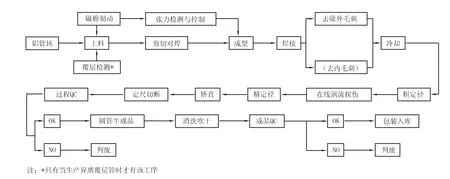
图1 金属家具用高频直缝焊接圆铝管生产工艺流程
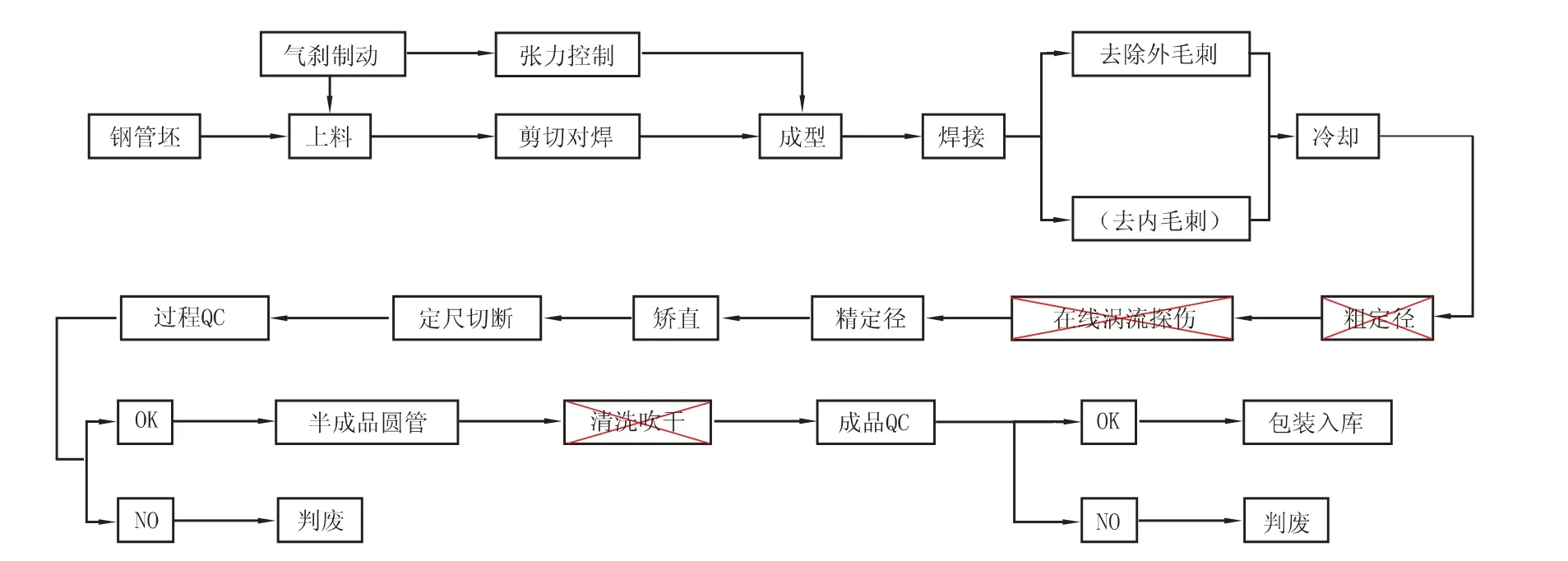
图2 金属家具用高频焊接圆钢管生产工艺流程
1.2 金属家具用铝合金异型管生产工艺流程
生产异型管有两条工艺路径: 一是先成圆后变异, 二是直接成异。
(1) “先成圆后变异” 工艺流程。 将平直管坯先成型为开口圆管筒, 然后焊接成圆管,最后将圆管整形为异型管, 工艺流程如图3 所示。 该工艺优点是利用一套成型轧辊和挤压辊加相应的异型轧辊可以生产不同外形的异型管,节省轧辊投入费用, 变换规格品种快捷省时;缺点是在圆变异过程中管壁增厚倾向明显, 角部增厚尤其显著。
(2) “直接成异” 工艺流程。 直接将平直铝管坯变形为外形与成品异型管相似的开口异型管筒, 然后焊接, 最后精整形为成品异型管, 工艺流程如图4 所示。 该工艺的优点是成品管壁厚均匀, 棱角清晰; 缺点是需要为每一种规格的异型管配置一整套轧辊, 投入多, 变换规格耗时长。
1.3 三种工艺流程的主要区别
铝合金圆管焊接工艺流程和铝合金异型管“先成圆后变异” 工艺流程的主要区别是: 前者定径的对象是圆管, 过程是逐渐缩小圆管的尺寸公差, 定径结果是某种尺寸精度的成品圆管; 后者整形(定径) 的对象是圆管, 过程是使圆管逐渐变为异型管, 整形结果是某种尺寸精度的成品异型管。

图3 金属家具用异型铝管“先成圆后变异”生产工艺流程

图4 金属家具用异型铝管“直接成异”生产工艺流程
铝合金圆管焊接工艺流程和铝合金异型管“直接成异” 工艺流程的主要区别有两点: 一是成型工序的成果不同, 前者是开口圆管筒, 后者是开口异型管筒; 二是定径(整形) 的对象与结果不同, 前者是将不规整的圆管通过定径操作调整为尺寸精度合规的圆管, 后者是将不规整的异型管整形为尺寸和横截面形状皆合规的异型管。
铝合金异型管“先成圆后变异” 工艺流程和“直接成异” 工艺流程的主要区别在于: 一是成型工序的成果不同, 前者是开口圆管筒, 后者是开口异型管筒; 二是整形作用的对象不同, 前者作用的对象是圆管并且逐步使圆管变形为异型管, 管形变化差异大; 后者作用的对象无论在形状上还是在尺寸上都与成品异型管十分接近。
此外, 虽然金属家具用铝焊管圆管和异型管的生产工艺流程存在较多差异, 但是, 他们的出发点都是平直管坯, 这一点与空调冷凝器用复合铝合金集流管的生产工艺流程不尽相同。
2 复合铝合金集流管生产工艺流程
冷凝器用复合铝合金集流管(以下简称集流管), 是指收集通过冷凝器散热后变为低温高压、液态冷媒的管子[3]。 约从20 世纪70—80 年代开始, 人们研究用铝材替代铜材制作集流管, 并随着铝合金板带材复合技术和高频焊接技术的进步而逐渐成熟, 集流管管形已从最初的圆管发展到现在的方形、 矩形、 D 形等, 规格品种更是繁多, 常用铝合金集流管的规格品种见表1。 复合类型也从单覆发展到双覆, 产品精度则从普精级发展到高精级[4], 并由此派生出既相互关联又各具特点的集流管生产工艺流程。
2.1 集流管生产工艺流程分类
(1) 根据管的横截面形状、 精度和覆层分类。按截面形状进行分类, 可将铝合金集流管生产工艺流程分为圆形集流管工艺流程和异型集流管工艺流程; 按精度进行分类, 可分为普通级集流管工艺流程和高精级集流管工艺流程; 按覆层进行分类, 可分为单覆集流管工艺流程和双覆集流管工艺流程,其中双覆集流管工艺流程又可分为同质双覆集流管工艺流程和异质双覆集流管工艺流程。
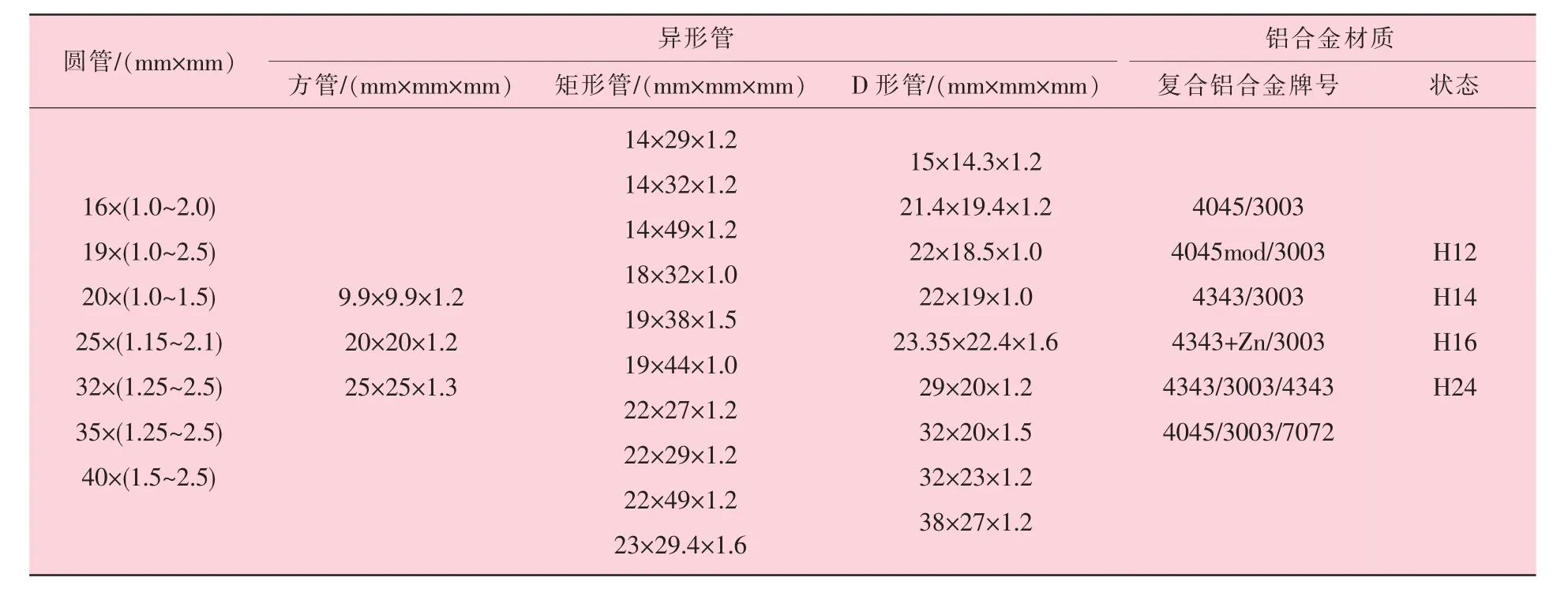
表1 常用冷凝器集流管的管形、规格、材料一览表
需要对这种分类方式作两点说明:
第一, 这种分类方式仅进行了3 级分类, 其实还可以继续细分。 如同质双覆的工艺流程又可分为同质双覆普精级与高精级, 而同质双覆普精级(高精级) 还可以细分成同质双覆普精级(高精级) 圆形和异型2 种。
第二, 之所以将覆层也列为集流管生产工艺流程的分类标志, 是因为覆层对集流管有着非同寻常的意义。 以异质双覆集流管4045/3003/7072为例, 覆层4045 属铝硅合金, 熔点是591 ℃[5],比芯层3003 铝锰合金的熔点低50~60 ℃, 是专为钎焊准备的, 必须卷制在管外; 而7072 属于铝锌系列合金, 作为覆层的主要功能是用于集流管管内防腐, 延长使用寿命, 其熔点比4045 合金约高30 ℃[6]。 因此, 与同质双覆管相比较,增加了一个检测不同覆层材料的工序, 这也是同质双覆与异质双覆2 种工艺流程的唯一差异。 此外, 由于4045 覆层与7072 覆层在外观上没有任何差别, 倘若没有该工序, 生产时很容易错将4045 (7072) 覆层面卷制到管内(外), 导致已经生产的集流管报废。
(2) 综合分类。 集流管生产工艺如果以精度等级为标志, 结合横截面的形状和覆层进行分类,则可以归纳出5 种高精级、 2 种普精级的工艺流程, 具体见表2。

表2 高精级和普精级铝合金集流管工艺流程分类汇总
2.2 高精级集流管生产工艺流程
需要指出的是, 这里的高精级并非GB/T 10571—1989 《铝及铝合金焊接管》 所指精度等级, 而是基于用户使用要求提出的精度要求, 公差范围比GB/T 10571—1989 的要求更严格。 生产高精级集流管的工艺流程大致有5 种[7]。
工艺流程Ⅰ: 复合铝管坯→高精度成品圆管集流管工艺流程。 工艺流程Ⅰ如图5 所示,该工艺流程是高精级集流管生产工艺流程的基础, 其他集流管生产工艺流程都由此演变而成。依据工艺流程中工序功能及关联程度不同, 流程Ⅰ可分为3 个部分(如图5 中的虚线框所示)。由该工艺流程生产的高精度成品集流管精度能够达到Φ±0.02mm×t±0.02mm。
图5 复合铝管坯→高精度成品圆管集流管工艺流程
工艺流程Ⅱ: 复合铝管坯→高精度异型集流管工艺流程。 工艺流程Ⅱ如图6 所示, 该工艺流程既是典型的高精级异型集流管生产工艺流程, 同时也与工艺流程Ⅰ十分相似。 比较图5 和图6, 差异仅表现在 “粗定径” 与 “粗整形”、“精定径” 与 “精整形”、 “圆管半成品” 与“异型管半成品” 和 “圆管冷拔” 与 “异型管冷拔” 这4 道工序以及QC 的部分内容, 而“冷却” 之前的工序从名称到内涵则完全相同。经该工艺产出的异型集流管尺寸精度可达到A±0.03 mm×B±0.03mm×t±0.03mm, r 角尺寸误差一般不大于0.1 mm。

图6 复合铝管坯→高精度异型集流管工艺流程
工艺流程Ⅲ: 半成品圆管→高精度成品圆管集流管工艺流程。 工艺流程Ⅲ如图7 所示,该工艺流程实质是工艺流程Ⅰ中第三部分的复制, 主要区别在于工艺流程Ⅰ中的圆管半成品与工艺流程Ⅲ中的圆管半成品含义不同。 前者的圆管半成品特指某一种规格, 与成品公称尺寸相同, 但偏差大于成品偏差; 后者除包括前者外, 在公称尺寸方面宽泛得多, 如成品为Φ25±0.02mm×1.2±0.02mm, 那么圆管半成品可以是Φ25+0.20mm×1.2+0.05mm, 也可以是Φ25+0.20mm×(1.25~2.1) mm 或Φ28 mm× (1.2~2.1) mm 这类集流管。
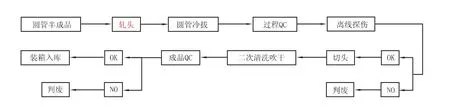
图7 半成品圆管→高精度成品圆管集流工艺流程
工艺流程Ⅳ: 半成品圆管→高精度成品异型管集流管工艺流程。 工艺流程Ⅳ如图8 所示,该工艺流程Ⅳ与Ⅲ类似, 主要差别是工艺流程Ⅳ中的冷拔模为异型, 经冷拔工序出来的是异型管而非圆管。 这反映了一个完整的冷拔异型集流管生产工艺。

图8 半成品圆管→高精度成品异型管集流管工艺流程
工艺流程Ⅴ: 半成品异型管→高精度成品异型管集流管工艺流程。 工艺流程Ⅴ如图9 所示,与工艺流程Ⅳ类似, 区别在于此过程的拔制对象是与成品异型管横断面相似的异型管, 如将18.2 mm×32.2 mm×1.1 mm 普通精度矩形管冷拔成高精度18±0.03mm×32±0.03mm×1.0±0.03mm 矩形管。
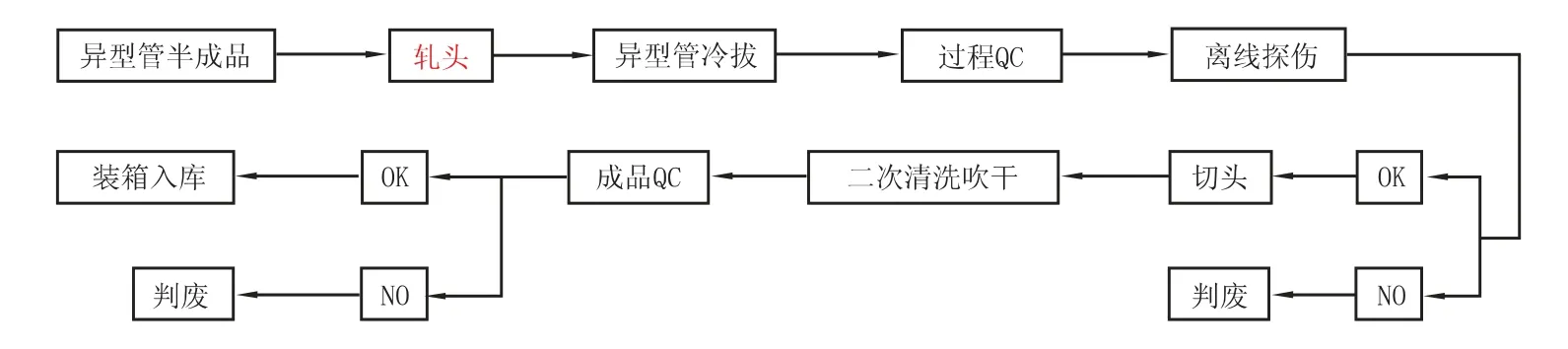
图9 半成品异型管→高精度成品异型管集流管工艺流程
综合图5~图9 所示的5 条高精级集流管生产工艺流程, 这之间有的是交集关系, 有的是并集关系, 也有子集关系。 无论是何种关系, 都有2 个显著特征: 一是标配冷拔管机, 而且几乎都是抽芯拔, 因为只有抽芯拔才能确保管子的外尺寸精度和壁厚精度; 二是管子的内外尺寸精度高, 公差带一般不超过0.06 mm, 该精度是现有高频直缝焊管机组及其生产工艺难以企及的, 唯有借助冷拔工艺才能实现[8]。
2.3 普精级集流管生产工艺流程
普精级集流管可由高频直缝铝焊管机组直接生产获得, 无需经过冷拔, 因此, 表2 所列工艺流程Ⅵ、 Ⅶ实际上分别是高精级集流管工艺流程Ⅰ、 Ⅱ的两个“子集”, 即工艺流程出发点是复合铝管坯, 目标是一次清洗吹干。 只不过清洗吹干的不再是半成品圆管与异型管, 而是普精级成品圆、 异型集流管, 其工艺流程参见图1 和图3。
而且, 比较普精级集流管工艺流程与金属家具用铝焊管生产工艺流程不难发现, 除了管坯材料和相应的QC 含义不同, 其余工序完全相同,说明同一条铝焊管生产线既能生产金属家具用铝焊管, 也能生产普精级集流管。
2.4 集流管工艺流程的几点说明
(1) 集流管工艺流程构成。 从集流管实现精度的角度看, 工艺流程由普精级集流管和冷拔高精级集流管2 部分构成, 既相互独立又融为一体, 其中的轧头工序是分界点。
(2) 工艺流程Ⅰ是其他工艺流程的基础。 尤其是工艺流程Ⅰ中开始至冷却工序(含冷却工序),这部分工艺流程更是基础, 为多品种集流管共用部分工模夹具提供了可能。 如在生产Φ32 mm 圆管时需要生产高精级25 mm 方管, 只需将工艺流程Ⅰ中Φ32 mm 的粗定径辊和精定径辊(含矫直辊) 换成工艺流程Ⅱ中25 mm 方的粗整形辊和精整形辊(含矫直辊); 同时将工艺流程Ⅰ中冷拔工序的Φ32mm 冷拔圆模换为25 mm 冷拔方模, 即可实现两种集流管的变换, 既减少不必要的工模夹具投入, 同时也节省了更换工模夹具的时间。
(3) 工序名称相同但含义不尽相同。 如圆管半成品工序, 在工艺流程Ⅰ中, 其与成品的关系仅局限于精度范畴, 壁厚相同, 其横截面面积一般不大于成品的1%; 而在工艺流程Ⅲ和Ⅳ中,其横截面面积比成品大得多, 且壁厚大于等于成品壁厚, 如生产规格为32 mm×23 mm×1.2 mm 的D 型管, 圆管半成品可以是Φ36.5 mm×1.2 mm、Φ36.5 mm×1.3 mm、 Φ35 mm×1.3 mm 等。
(4) 实现工艺目标的充分必要条件。 不管是高精级还是普精级集流管工艺流程, 从消耗管坯的角度看, 必须满足

式中: Sb——出发点铝管坯或半成品管横截面面积, mm2;
Sc——成品管横截面面积, mm2;
tb——出发点铝管坯或半成品管壁厚, mm;
t——成品管壁厚, mm;
k——工艺余量系数, 根据不同的工艺流程取值, 参见表3。
公式 (1) 不仅适用高频直缝焊接铝管,也适用高频直缝焊接钢管, 是生产所有高频直缝焊管必须遵循的基本规律, 差别在于k 值[9]。
(5) 实现工艺目标的流程多样。 在工艺流程Ⅰ和Ⅲ或Ⅱ和Ⅳ、 Ⅴ中, 虽然各流程的出发点不同, 但是成果分别相同。 这为后期根据订单量选择工艺流程、 灵活多样组织生产提供了理论依据。

表3 Φ16 mm~Φ40 mm 冷凝器用铝合金集流管不同工艺流程用k 值①
3 铝合金中冷器管生产工艺流程
3.1 中冷器管的特征
中冷器全称为发动机中间冷却器, 因安装在增压器与发动机之间而得名, 如图10 所示。 其作用是降低增压后的空气温度, 提高空气密度,以增加发动机进气量, 提高效率。 据资料介绍,增压空气温度每降低10 ℃, 发动机的效率就能增加3%~5%。 中冷器由主片、 护芯板、 散热带和散热管等组成, 其中的散热管就是中冷器管。虽中冷器管的规格、 品种和形状较多 (如图11所示), 但均有2 个共同特征: 一是属于特薄壁管, 通常壁厚不超过0.4 mm, 厚径比 (换算成圆管) 小于1%; 二是长宽比大, 如图11 (a)所示大扁方管规格为64 mm×8 mm×0.4 mm, 长宽厚比为8; 而图11 (b) 的扁平椭圆管, 规格为32 mm×2.3 mm×0.26 mm, 长短轴比接近14,有的长短轴比高达20。

图10 汽车发动机用中冷器与中冷器管
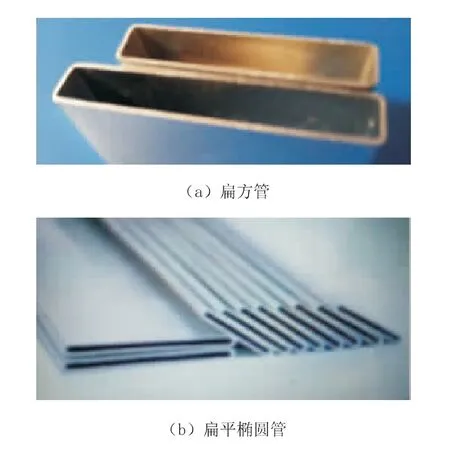
图11 不同型式的中冷器管
中冷器管的这两个特征基本满足了发动机中冷器在有限空间和有限质量制约下增强传热以及尽可能提高单位面积散热量的要求。 然而站在制管角度看, 这些特征却极大地增大了制管难度。
3.2 中冷器管的生产难点
(1) 成型管坯边缘易失稳。 根据焊管成型原理, 在普通焊管成型机上成型厚径比≤1%左右的薄壁管, 管坯边缘容易产生较多纵向塑性延伸, 导致成型管坯边部失稳, 对焊面无法始终高低对齐, 焊接无法正常进行, 焊缝质量无法保证[10]。
同时, 由于中冷器管的壁厚一般不超过0.4 mm, 刚性较差, 在成型过程中如果边缘发生较多纵向塑性延伸, 当成型管坯进入纵向回复阶段, 即受到纵向压缩时管坯边缘易失稳, 成型失败。
(2) 焊缝对接精度要求高。 就对接精度而言, 焊缝对接精度决定焊缝强度, 若定义待焊管坯两边缘无错位对接时的焊缝强度为100%, 则错位对接后的焊缝剩余强度为

式中: σ——边缘对接无错位的焊缝强度, 100%;
σs——焊缝剩余强度;
t——成品管壁厚, mm;
Δt——焊缝对接错位最大值, mm。
以t=0.2 mm 中冷器管和t=1.2 mm 的集流管为例, 设焊缝对接错位量均为Δt=0.1 mm, 则集流管焊缝剩余强度σs=91.67%, 中冷器管焊缝剩余强度σs=50%。 如果说焊缝剩余强度高于90%尚可接受的话, 那么焊缝剩余强度只有50%就完全不能接受。
(3) 焊接温度允许波动范围窄。 铝的熔点约是铁的40%, 焊接温度允许的波动区间只有30~40 ℃, 相较铁的焊接温度允许的波动区间200~300 ℃窄, 接近一个数量级[11], 由此需要中冷器管的成型过程和焊接过程更稳定, 并对焊管机组的运行精度和高频输出电流的稳定性等都提出更加严苛的要求。 以最能反映高频焊输出功率稳定性的纹波系数为例, 国内固态高频生产者自荐的纹波系数小于1%, 国际水平已达到0.2%以下,更有资料介绍某株式会社开发的此类电源纹波系数更低至0.04%。 纹波系数大, 说明直流成分中叠加的交流峰值高, 焊接电流不稳定、 波动大,极易导致对焊接电流波动更敏感的铝焊缝出现针孔缺陷。
(4) 工艺状态难以精准 “复制”。 用普通焊管机组生产中冷器管, 虽然使用了相同材料和相同轧辊 (磨损极小, 可以忽略不计) 以及同一个操作者, 但是, 由于每次换辊调整后的轧辊相对于轧制中心、 牌坊架和立辊架等的位置都与上一个生产周期结束时有所不同, 使得换辊后的工艺状态难以精准 “复制”。 经常出现调整时间比正常生产时间长、 废次品比正品多的情况, 并且下一次生产时几乎会出现同样的情形, 面临同样的问题。 因此, 一种优质、 高效、 低耗生产中冷器管的方式和与之相适应的生产工艺流程应运而生。
3.3 中冷器管生产工艺流程及特点
(1) 中冷器管的模块化生产方式。 鉴于中冷器管的生产难度, 人们在20 世纪90 年代中后期开发出了一种全新的、 方便快捷、 优质高效生产中冷器管的模块化生产方式。 该生产方式的核心是由高精度专用成型机构模块、 焊接机构(机械部分) 模块和整形机构模块及其轧辊等组成的高精度专用焊管机组, 如图12 所示, 仅用于生产一种特定的中冷器管; 当需要生产另一规格中冷器管时, 只需移走机组台面上原有机构模块(连同轧辊等装置), 并保持这些模块上的轧辊位置与机构不发生变化, 然后在原有模块空出的位置处换上相应的模块, 这些模块都由定位销精确定位, 从而确保了上一个生产周期的工艺状态被完整“复制”, 迅速进入正常生产阶段[12]。
这种模块化的生产方式虽然初期投入大, 但是与优质、 高效、 低耗的高附加值产品带来的丰厚利润相比, 仍然是值得的, 并因此形成了与这种生产方式相对应的工艺流程。
(2) 中冷器管生产工艺流程(见图13)。 与其他铝焊管的生产工艺流程比, 图13 的中冷器管生产工艺流程最显著区别是使用了专用模块, 更换焊管规格时不再像以往那样逐个地更换轧辊[13]。

图12 中冷器扁方管生产机组专用成型、焊接和整形机构模块
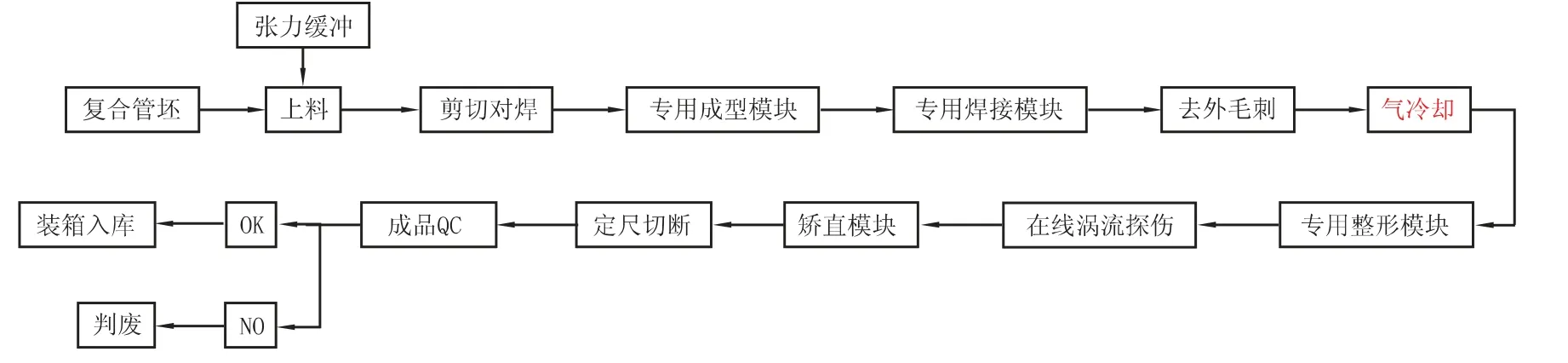
图13 中冷器管生产工艺流程
(3) 中冷器管生产工艺流程的特点。 该工艺特点是能够实现工艺状态精准 “复制”, 某企业在时间跨度为2 个月、 3 次更换成型模块、 焊接模块、 整形模块及矫直模块后, 使用相同材料,由同一操作者按图13 的工艺流程生产64 mm×8 mm×0.40 mm 扁方管过程中记录的线能量数据如图14 所示。 这些线能量全部在工艺文件规定的qG=(7±0.2) J/mm 范围内, 实际线能量极差仅为0.29 J/mm, 占工艺允许极差的72.5%[14], 分别是最高、 最低线能量的4.06%和4.23%, 是平均线能量的4.15%, 这些都说明按图13 的工艺流程生产中冷器管, 的确能够精准“复制” 中冷器管的生产工艺状态。
与精准“复制” 形成鲜明对照的是, 普通焊管机组每次更换规格后能只做到形式上“复制”,没有实现工艺状态“复制”。 图15 记录了某企业Φ50 mm 机组在2 个月时间跨度内3 次换辊生产Φ25 mm×1.3 mm 集流管时所施加的焊接线能量,其中部分线能量数值超出了工艺文件给定值(qG=(11.5±0.5) J/mm) 的范围, 线能量极差高达3.31 J/mm, 是工艺允许极差的3.31 倍, 分别是最高、 最低线能量的25.90%和34.95%, 占平均线能量的30.54%, 显然与图14 所示的线能量状态无法比拟, 本质是每次换辊后的工艺状态差异巨大。
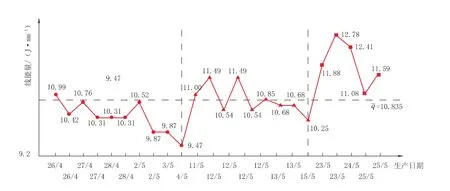
图15 Φ50 mm 机组4 月26 日—5 月25 日3 次换辊生产Φ25 mm×1.3 mm 集流管所用线能量折线图
4 结束语
金属家具用铝焊管、 空调冷凝器用复合铝合金集流管和汽车发动机用复合铝合金中冷器管这3 类管的生产工艺流程在铝焊管生产中极具代表性, 它们之间存在一定的联系和差异。熟悉并准确理解这些工艺流程对铝焊管行业的从业人员和生产企业具有一定的指导意义和借鉴作用。
