铸造工业的感应加热
2020-02-23李韵豪
李韵豪
第二讲 感应熔炼电炉容量确定与功率和频率的选择

应达(中国) 供图
编者按:本刊从2020年第1期开始连续12期连载李韵豪撰写的《铸造工业的感应加热》系列讲座,主要涉及目前铸造工业应用最多的中频无心感应电炉,介绍各类铸铁、钢,以及有色金属中铝、铜及其合金感应熔炼炉和保温炉的选型,电炉的设计以及感应器参数的计算;金属坩埚、石墨坩埚的设计以及感应器参数的计算;专题讨论感应电炉的供电系统及变频电源主电路的计算、谐波治理和功率因数提高问题;各类无心感应电炉的耐火材料、筑炉工艺、感应电炉循环水系统的设计;感应电炉的环境因素、电气电磁安全防护、环境保护问题等,内容浓缩了作者几十年的宝贵从业经验,对铸造工厂感应电炉熔炼设备的规划、选型、操作、维修和管理,提供非常实用的参考与借鉴,敬请关注。
1 感应熔炼电炉容量确定和选型
1.1 感应熔炼电炉容量确定
铸造工厂要上感应熔炼电炉项目,首先面临的是确定电炉容量。电炉的容量至少要满足两个条件:一是能满足铸造工厂设计生产规模全年对金属液的需求量;二是保证可能出现的最大铸件浇注金属液总量的需要。
感应熔炼电炉,这里特指熔化铸铁和铸钢的电炉,一般情况下每炉次的熔化时间按1h来考虑。在额定容量尽可能小的炉内熔炼金属,采用较高功率满足所需要的熔化率,这对提高工厂经济效益有着积极的影响:降低设备投资和生产用地等成本,熔炼过程中热量损失及重新开机后存储热量损失较少。但功率密度的提高会受电气、工艺工程技术和材料特性的制约。由于目前绝缘技术的局限,感应器线圈两端电压的升高受到限制(不少厂家将电压限制在3000V左右),水冷条件下线圈最大电流负荷也不能超过15kA,功率密度就不可能过高。另外,电磁力带来的炉内熔液搅拌过强会引起炉衬的冲刷磨损加快,还会影响熔液质量。
所谓1h提供一炉金属液,这1h除了升温、加热时间之外,还包括加料、出料、调整金属液成分等辅助作业时间。
电炉容量的计算式为

式中GL——电炉容量(t);
Nrh——电炉的熔化率(t/h);
t——时间(h)。
铸造工厂依照规划的生产纲领,一般全年需要熔化的金属量Nn和可能出现的最大铸件的浇注量Nmax是已知的。下面我们通过一个实例来看电炉容量的确定过程[1-3]。
某铸造工厂生产某种牌号的铸铁件,规划年产量Nn为60000t,工厂生产性质属间断性生产(即生产工艺过程可间断),实行两班制作业,共16h。生产准备时间为2h(不包括在16h之内)。该厂可能出现最大铸件浇注量48t。
1)年规划产量Nn=60000t。
如果按铸铁件平均工艺出品率80%考虑,则实际年产量Ns为

对于铸件不同材质、结构,以及不同铸造方法和工艺方案,工艺出品率差别较大,厂家应根据自身实际生产情况和技术水平,提出铸件工艺出品率平均值,以计算实际年产量。
2)求熔化率Nrh,即每小时熔化的铁液量。
由于该厂为间断性生产、两班制作业,根据GB/T 51266—2017《机械工厂年时基数设计标准》中工业炉窑钢铁金属熔炼炉的感应电炉的规定,全年按50周、每周按5天工作日计算,则全年250个工作日、两班工作制,第一班、第二班分别为8h,全年总工作4000h。公称年时基数损失率8%,国标规定的年时基数为4000×(100-8)%=3680h,则设计熔化率Nrh'为

实际熔化率Nrh为
式中Nrh'——设计熔化率(t/h);
Nrh——实际熔化率(t/h);
K——调整系数,一般取K=1.10~1.25。
K值的确定应考虑可能产生的废品,以及生产过程中可能出现的不可预计情况,除作为裕度系数外,也是一个圆整系数,并要兼顾满足最大铸件的浇注量。

由此可知,这里的K=1.178。
根据以上分析,实际熔化率Nrh求出后,就可以根据具体要求来选择电炉容量。一般说来,电炉容量越大,生产效率越高,经济效益越好,单位生产成本也就越低。但实际在确定电炉容量时要考虑更多因素:投资费用、生产占地、动力规模、对熔液单位时间需求量以及经权衡得到的最大的投资回报率。在只是偶尔需要大量铁液供应的场合,不宜盲目选用过大容量炉子,许多场合往往按平常生产需求选择多台炉子的组合[4]。
本例经综合考虑,拟选用容量6t“一拖二”中频无心感应炉4套。4套6t“一拖二”电炉同时工作、8台6t容量电炉熔化最高铁液量48t,满足了该厂偶尔有单件最大铸铁件浇注量48t的需求。
间断性生产、两班制的作业,设计年时基数3680h,符合绝大多数铸造工厂的情况。若是其他工作性质,如属于短期连续、长期连续或全年连续,再根据两班制或者三班制可按表1选择设计年时基数。
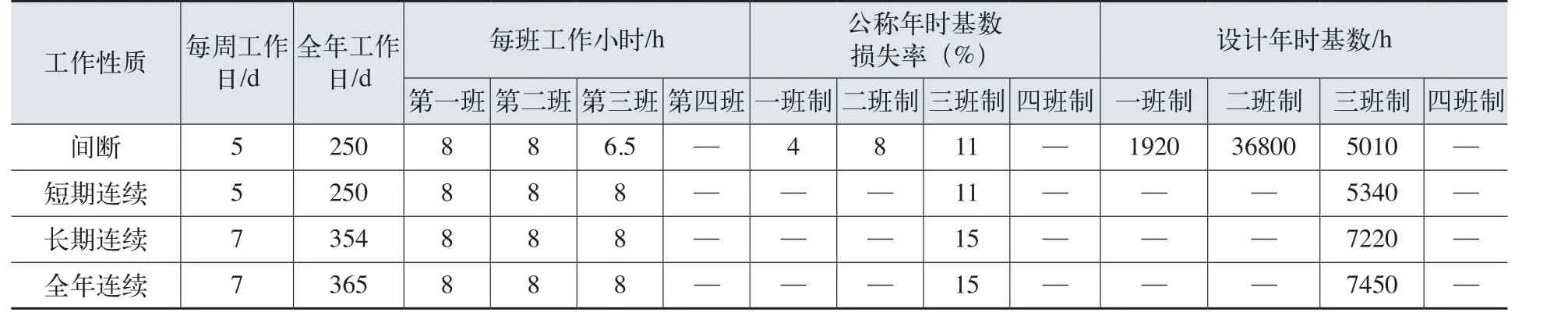
表1 工业炉窑钢铁金属熔炼炉中感应电炉设计年时基数
1.2 感应熔炼电炉容量选型
感应熔炼电炉的额定容量是指在产品铭牌上标出的、在正常工作条件下炉子液态炉料的容量,也是电炉生产厂家设计坩埚容积时考虑的容量。感应熔炼电炉允许有一定的超装量,新炉衬时最大允许超装量为额定容量的10%,在炉衬磨损后期其允许超装量应不大于额定容量的25%。
感应熔炼电炉的额定容量是根据灰铸铁的液态密度制定的。生产铸铁、铸钢感应熔炼电炉的厂家一般也会用到生产铜、铝及其合金的电炉。这些厂家铸铁、铸钢电炉系列型谱符合优先数系,但铜、铝的液态密度分别约为灰铸铁的1.2倍、2.875倍,故铜、铝熔炼电炉的额定容量,往往分别按铸铁和铸钢熔炼炉额定容量1.2倍、2.875倍来制定。这样做有两个前提:一是采购铜、铝及其合金感应电炉的用户接受这种标称容量值;二是电炉制造厂家能保证熔化有色金属电炉有合理的坩埚径高比。
2 感应熔炼电炉功率和频率选择
感应熔炼电炉的输入功率和频率本身对熔化金属的冶金过程并没有直接影响,但输入功率和频率却决定了熔液的熔化时间、在坩埚内的搅拌程度、过热度和总的熔炼周期。功率密度(即比功率,kW/t)和频率的匹配是否合理,直接影响熔液在坩埚内的搅拌程度:搅拌不足会使熔液温度均匀度达不到要求,合金成分不均匀,不易熔化碎料;过分的搅拌会使合金烧损、合金元素收得率降低、吸气严重及对炉衬过度冲刷侵蚀,缩短炉衬的使用寿命。因此,在电炉选型时,功率、频率的合理匹配至关重要[6]。
2.1 感应熔炼电炉功率、熔化率、单位电耗
(1)感应熔炼电炉功率 感应熔炼电炉的功率损耗包括三部分:一是供电系统,包括整流变压器、主电路输电线路、变频电源、电热电容器及汇流排等功率损失;二是感应器线圈的电损耗、热损耗,以及用于炉料加热熔化、保温的平均有效功率;三是电炉钢结构的功率损耗,炉体倾炉或炉盖起闭等液压、电气传动系统、水冷系统、控制与测温系统的功率损耗(一般炉外预热的能耗、电耗不计在内)。
确定感应熔炼电炉变频电源的额定功率分配如图1所示。
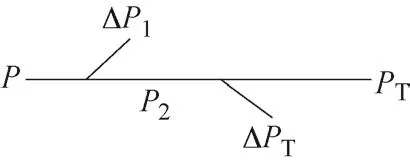
图1 变频电源额定功率分配示意
我们将PT/P定义为感应器的总效率η,将P2/P定义为感应器的电效率ηt,将PT/ P2定义为感应器的热效率ηu,即
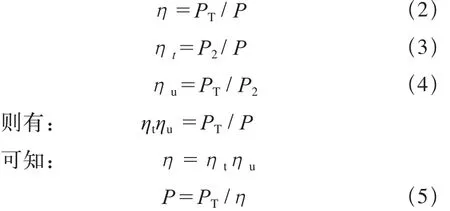
只要求出PT并知道η,就可确定变频电源的额定功率。
根据焦耳楞次定律得到的热量数学表达式:
Q即电流通过电阻时产生的热量(J),I2R即PT。
Q又可以用(C1T1+Qr+C2T2)与G的乘积来表达,即

式中C1——炉料固态平均比热(kJ/kg·℃);
T1——炉料熔化温度及与初始温度之差;炉料熔化温度见表2,初始温度为环境温度,一般取20℃。
Qr——炉料的熔化潜热(kJ/kg);
C2——炉料液态平均比热(kJ/kg·℃);
T2——炉料浇注温度与熔化温度之差。炉料的浇注温度取铸造工艺要求的过热温度;
G——电炉额定容量(kg)。

式中P——电炉额定功率(kW);
PT——炉料加热熔化平均有效功率(kW);
G——电炉额定容量(kg);
t——加热时间(s)。
η——感应器的总效率。熔炼铸铁η=0.7~0.75,熔炼铸钢η=0.65~0.70,大容量电炉取上限,小容量电炉取下限。
为方便计算电炉额定功率,熔炼铸铁和铸钢的效率值其实隐含了变频电源、电热电容器、大电流母线(汇流排)、钢结构的功率损耗。知道总效率η值就可以根据式(7)求出变频电源的额定功率来。
铸铁、纯铁、钢热物理参数见表2[7-8]。
举例:额定容量6t的感应电炉,熔炼灰铸铁,牌号HT250(GB/T 9439—2010),1h提供6t铁液。铁液浇注温度1395~1420℃,铁液过热温度提高到1500~1520℃,出铁液温度1520℃。该牌号铸铁依据含碳量,查表2计算如下:
1h出一炉铁液,感应电炉电源装置的通电时间t按50~55min,感应器熔炼铸铁一般常用额定容量电炉的效率为0.70~0.75,本例按0.725,得到额定功率为3600kW。
(2)感应熔炼电炉熔化率和单位电耗 熔化率是每个生产周期产量除以熔化时间的商,即炉料从起始温度升温到最终温度,其重量(t)与用于炉料加热、熔化所需的总时间即所谓给电炉实际通电总时间(h)之比。
本例通电总时间为50~55min,熔化铸铁6t,根据式(7),总效率如果是0.725(0.7~0.75之间),变频电源输出功率为3600kW,则计算时间为51.1min,此时熔化率计算值g=7.0t/h。
熔化率是感应电炉一个重要的技术指标,按GB/T 10067.31—2013的要求,这个指标连同单位电耗、升温率(针对保温炉)一起应在企业产品标准或订购合同中规定。
感应电炉的熔化率与熔炼生产率有着本质的区别。熔炼生产率是把炉料从其起始温度加热、熔化和升温到其额定温度,然后进行保温、浇注、装料的正常连续熔炼作业过程中的规定时间段内所加炉料总重量与该段时间之比。而熔化率则并不包含装料、保温、浇注时间。生产厂家在与用户签订合同时,务必把感应电炉的生产率与熔化率这两个不同概念区分开来,以避免产生误会、引起纠纷。

表2 铸铁、纯铁、钢热物理参数
我国把单位电耗规定为感应熔炼电炉的能耗参数。单位电耗是指生产单位重量的液态金属所消耗的电能,即感应电炉在连续熔炼作业过程中,在单位时间段内(1h)用于把炉料从其起始温度加热、熔化和升温或单独升温(指感应保温电炉)到其最终温度供给电炉主电路的总电能与该段时间内所加炉料总重量之比,单位为kW·h/t。
感应电炉单位电耗按GB/T 30839.1—2014规定,除炉料在炉外预热的能耗、电耗不计在内,单位电耗包括电炉供电主电路输入端计的电耗和电炉机电附属设备电耗的总和。由此可见,按国标规定的感应电炉单位电耗不能仅考虑电炉本身的电耗。这两者的数值相差较多,电炉生产厂家和用户在签订合同时必须将这一点明确。
感应电炉单位电耗的估算,如果按上述两个方面计算电耗会非常繁琐,而且未必能获得准确的结果。国标规定把电炉机电附属设备的电耗也算到单位电耗之内,实际上这部分电耗很难甚至是无法在现场检测,若电炉生产厂家和用户把这部分内容列入设备的验收指标,将会给双方带来很大麻烦。为方便计算,我们还是利用式(7)计算出功率,然后再根据熔化率计算出单位电耗。

式中 e——单位电耗(kW·h/t);
P——单位时间熔化一定容量炉料时主电路功率(kW);
g——熔化率(t/h)。
按GB/T 10067.31—2013规定,主电路额定功率值应在变频电源运行在其额定功率时在整流变压器网侧测量。
用式(7)不同的总效率η就可以计算出不同的功率,然后根据式(8)就可以计算出不同等级指标的单位电耗。
参照国标GB/T 30839.31—2014,铸铁单位能耗分为三等。6t炉的一等、二等、三等分别估算为540~585kW·h/t、585~630kW·h/t、630~685kW·h/t。然后将6t炉已知条件和估算出的单位能耗,根据式(7)、式(8),可反算出一等、二等、三等的总效率η,它们分别为0.67~0.72、0.62~0.67、0.57~0.62。
即使在理想的情况下,电炉容量不同,同一种容量功率密度不同,η也不同。额定容量1~60t时,η有较大差异。GB/T 30839.31—2014规定铸铁(1450℃)的单位电耗分等,1t炉一等、二等、三等的单位电耗分别为590~635kW·h/t、635~680kW·h/t、680~735kW·h/t,对应的η分别为0.61~0.66、0.57~0.61、0.53~0.57。而60t炉单位电耗分别为480~525kW·h/t、525~570kW·h/t、570~625kW·h/t,对应的η则分别为0.74~0.81、0.68~0.74、0.62~0.68。
引入总效率η的目的是为了方便计算功率、熔化率(升温率)和单位电耗。电炉生产厂家通过现场按国标规定的试验方法实测出单位电耗和熔化率,然后运用数理统计原理对现场实测数据进行加工整理,并参考国内外其他电炉生产厂家同类产品的数据,制定出不同功率密度、不同容量电炉单位电耗和熔化率的范围,根据总结出来的单位电耗和熔化率数据,运用式(7)、式(8)可以推导出效率η值的范围。已知不同规格的η值,运用式(7)、式(8)计算出的单位电耗和熔化率,再用现场实测数据加以修正。
感应熔炼电炉的能耗参数分等是由GB/T 30839.1—2014规定的,一般分为一等、二等、三等,也可以分为特等、一等、二等和三等,达不到三等的属于等外,三等为合格水平,一等为国内先进水平,二等介于一等和三等之间,特等达到国际先进水平[9]。
GB/T 10066.3—2014/IEC 62076:2006,IDT、GB/T 10067.31—2013规定了单位电耗e、熔化率或升温率(保温炉)g的测试方法,综述如下:
1)测量应在连续两炉以后的热态下进行。
2)炉料。熔炼钢应采用普通中碳钢料;熔炼铁应采普通铸铁炉料;其他熔材由企业产品标准规定或由生产厂家和用户商定。
3)加料。炉料大小应与电炉的额定频率相适应,且大小块料应搭配,以充分利用炉膛空间和避免搭桥,炉料表面应无炉渣、砂粒、锈层或油污等。在添加试验炉料时,炉内的液态金属量(处于额定温度)宜不少于炉子额定容量的1/3。试验炉料可分批加入,直至额定容量。每次加料后,应使变频装置尽量输出额定功率。一旦炉料加热到最终温度,马上停电、试验结束。
4)试验期间所消耗的电能应以整流变压器网侧的有功电度表计数为准。除此之外,还应补充附属设备电耗,同时测量并记录试验过程的时间及炉衬起始温度、出炉温度。为防止过热,在达到最终温度前应进行多次温度测量。
5)单位电耗是用上面测得的电能(减去为补偿试验期间炉子停电的热损而增加的附加能耗)除以试验炉料的重量而得。
6)电炉的熔化率、升温率(保温炉)是用试验炉料的重量除以通电时间而得(通电时间应减去为补偿试验期间停电产生的热损失而用的时间)。
7)为提高单位电耗、熔化率、升温率(保温炉)的准确度,可重复上述试验连续熔化或升温(保温炉)三炉,采用三炉数据的平均值。
8)试验期间开起炉盖和停电引起的热损失会影响试验结果,宜尽可能减少这些热损失,并在评价试验结果时予以考虑。熔融金属液剩余量多少也会影响试验结果,宜由电炉生产厂家和用户商定。
2.2 感应熔炼电炉频率选择
感应熔炼电炉感应器总效率η是热效率ηu和电效率ηt的乘积,但频率的确定只与电效率ηt的大小有关,而与热效率ηu无关。根据电磁场理论,感应器——炉料系统的电效率随无因次函数即频率的增加而增加。函数中D2为液态炉料等效直径、Δ2为炉料内电流透入深度。熔炼电炉与锻造用透热电炉不同,它没有心表温差的限制,故其频率可以选高,取相当于D2/Δ2≈10,电效率便可达到极限值。
式中 Δ2——炉料内电流透入深度(m);
f ——电流频率(Hz);
ρ2——炉料的液态电阻率(Ω·m);
μr——炉料的相对磁导率,居里点后为1;
D2——炉料等效直径(m)
对于炉料等效直径,炉料(铸铁、钢)未达到熔点前为单个炉料的等效直径,熔化后的炉料等效直径就是炉衬的平均内径。由于在熔炼过程中,炉料在熔点之前的时间相对很短,因此诸多文献将D2直接就定义为炉衬的平均直径。用这个公式计算出来的下限频率是指炉料熔化后的最低频率,液态炉料的加热频率只要不低于这个值,就可以保证电效率。感应电炉实际选择的频率远高于公式计算值,工程上并不以这个公式来选择感应电炉的频率[10-11]。
感应电炉熔炼金属过程中,金属液感应电流产生与其同心感应线圈产生的磁场相反的磁场。线圈和金属液间将产生两个相互排斥的电磁力。在这个电磁力的作用下,金属液由坩埚壁被推向中心,使得中心部位的金属液上升,同时使边缘部位金属液下落,造成处于坩埚中心的金属液凸起形成“驼峰”。这种金属液的不停运动,就是所谓的电磁搅拌。“驼峰”现场和电磁搅拌是同一种物理现象的两个方面。从熔炼工艺角度看,适度的电磁搅拌是有利的,即搅拌可促进金属液化学成分及温度均匀,加速新加炉料的熔化,提高熔化率,并促使金属与杂质分离,熔液中非金属夹杂物上浮,但“驼峰”高度则要限制在一定范围内,“驼峰”过高使得液面氧化、吸气,炉渣不易覆盖住熔液表面,而为了使炉渣覆盖住熔液表面则必须加大渣量,这样就会加剧炉衬侵蚀,并使电耗增加。
电磁搅拌按所熔炼的金属材质不同而分为重度、中度、轻度三种:灰铸铁、可锻铸铁、可压延铁类用重度搅拌;铁合金、不锈钢、碳钢、镍、铜、贵金属(金、银等)类用中度搅拌;锰钢、黄铜、锡青铜、铝青铜类用轻度搅拌。
工程上,用“驼峰”高度h'(单位:m)与炉料等效直径D2(单位:m)的比值h'/D2来表征电磁搅拌强度。熔炼不同材质的金属时为获得适度的电磁搅拌强度而推荐的h'/D2值见表3[12]。
根据不同材质,使炉子运行时能有适度的电磁搅拌,是感应电炉设计的重要内容。在炉料材质、电炉额定容量、功率及炉料与感应器线圈的相对位置确定后,频率的合理选择就是最重要的因素。
美国应达工业有限公司(Inductotherm)前总裁亨利·罗文1971年曾在美国《铸造》杂志上发表题为“无心感应电炉频率选择图”。16年后,享利·罗文针对电热行业的技术发展对这张选择图又进行了修改,如图2所示。
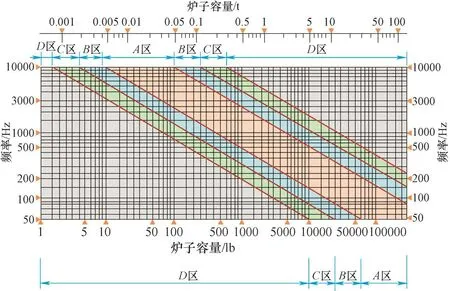
图2 无心感应电炉频率选择
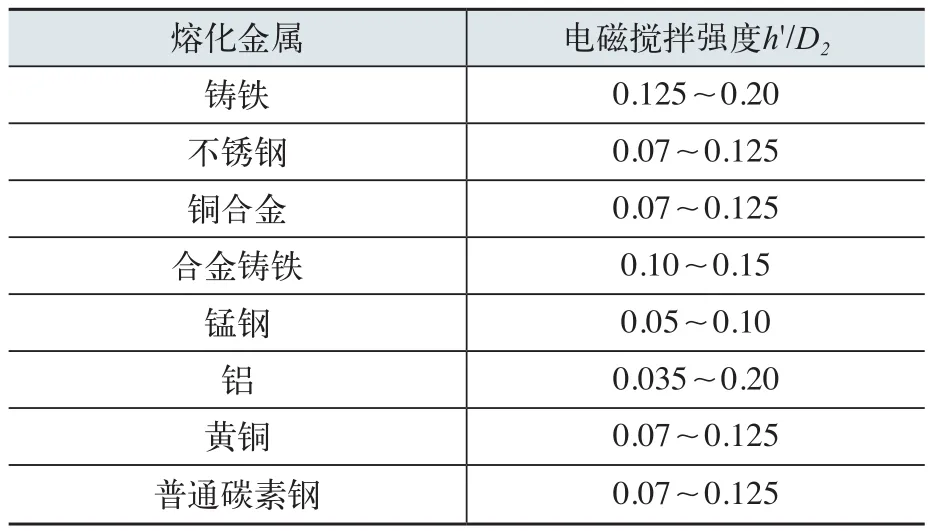
表3 熔化不同金属时推荐的适度的h'/D2值
享利·罗文的频率选择图不是由计算公式计算得来的,而是综合了该公司的实践和大量数据研究后得到的。
如何利用这幅图选择与容量对应的合理的频率?频率较低时,启熔难,单位功率密度的搅拌力大;频率较高时,启熔易,单位功率密度的搅拌轻。享利·罗文建议:
(1)选择A区下限频率时应考虑的因素
1)采用残液熔化法、选择功率密度较低、熔炼铸铁。
2)熔化温度低。
3)松散的料或需搅拌的屑料。
4)在导电坩埚中熔化有色金属。
5)需要搅拌除气的真空熔炼。
(2)选择A区上限频率应考虑的因素
1)无残液批量熔化时。
2)高功率密度。
3)熔化钢。
4)熔化温度高。
5)小块或薄的冷料。
6)在一定温度下保温时间长。
这幅频率选择图同样适合铝及其合金感应电炉的选频,以3倍铝的重量作为熔炼炉的容量来选择合适的频率[13]。
德国ABP感应系统公司欧文·德约茨也有一幅铸铁和钢熔炼炉的频率选择图(见图3)。
作者介绍,图3中的数据是基于严格的核算和实际的生产操作经验,较粗的红线代表了该容量电炉的最佳频率[14]。
亨利·罗文关于A区上下限频率应考虑的因素在这里也完全适用。感应电炉频率的选择,除了电气的技术问题外,还取决于熔炼工艺的要求,即熔炼所需要的合适的搅拌能力、电炉的炉容以及根据指定的熔化率所需要的功率。
应达和ABP的频率选择图是考虑到铸铁和钢熔炼时的搅拌能力,如果仍不放心,当然可以从工艺要求的驼峰高度(现场有经验的铸造工程师可以提出来),反推出合适的频率进行比较。计算方法后续章节会涉及到。
感应电炉的频率选取后,经过圆整方法确定标准频率。中频感应电炉的标称频率应按GB/T 1980—2005《标准频率》选择,该国标为目前在用标准,与国际电工委员会IEC 60196 :1965,MOD《IEC标准频率》中50Hz系列频率等级(IEC 60196 :2009,MOD为现行标准)。标准频率值(Hz)如下:100、150、200、250、300、400、500、600、750、1000、1200、1500、2000、2400、3000、4000、8000、10000。有下划线的标准频率值作为优先推荐值。
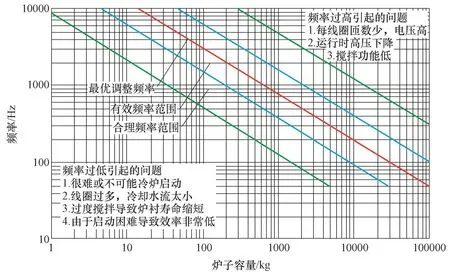
图3 铸铁和钢熔炼炉的频率选择
目前,国内电炉产品的标称频率值(Hz)依然习惯于采用150、250、400、(500)、1000、2500、4000、6000、8000、10000这样的系列型谱(JB/T 8669—1997)。执行GB/T 1980—2005这个标准,电炉生产厂家没有技术障碍。笔者曾经咨询过国内电热电容器等与电炉配套的电工产品生产厂家,他们反映执行这个标准也没有问题,看来这只是个习惯问题。为了促进我国电气设备技术水平的提高,在标准频率值方面与国际接轨,使感应电炉设备和其他感应加热设备在国际贸易中不受频率差异的阻碍,电炉生产厂家与电炉配套电工产品生产厂家都应该贯彻GB/T 1980—2005这个标准[15-16]。
后记:铸造工业的感应加热技术讲座第一讲在第一期发表后,读者反响热烈,有的读者与作者进行了连线交流、互动,从本期开始由作者对一些读者关注的有代表性的问题进行整理并回答。欢迎更多读者在阅读每期讲座后参与互动,将您的问题、想法、观点与业界同仁共享,共促行业技术进步。
读者:您在第一讲中的内容,包括电热行业的国标都是“有心炉”、“无心炉”,但我们更多看到的是“有芯炉”、“无芯炉”,究竟这个“心”字带不带草字头呢?
作者:感谢您对本讲座的关注!
最早问世的感应电炉为有心炉,因为它有穿过感应器线圈的铁心而得名,又因为它的热源为一环绕线圈的熔沟(环绕在铁心柱的周围,由耐火材料制成的中空环形槽,其中装有被熔金属,在感应电流作用下产生热能)。无心炉的命名是相对有心炉而言的。
1)问题是“铁心”这个词,究竟写做“铁心”还是“铁芯”?如果是写“铁芯”,那么“有芯炉”“无芯炉”就是对的。如果是“铁心”,那“有心炉”“无心炉”的“心”字就不应加“草字头”。
2)铸造行业的文献在谈到有心炉、无心炉时几乎都是“有芯炉”“无芯炉”,这可能与该行业执行的标准有关:GB/T 5611—2017《铸造术语》第3.5.49条:“感应电炉:利用感应电流加热和熔炼金属的炉子。注:工频炉按有无熔沟分为有芯和无芯感应炉。”
3)最新版《现代汉语词典》(商务印书馆2016年9月第7版)“铁芯”条:“铁芯:电机、变压器、电磁铁等电器的中心部分。多用硅钢片等材料制成。”可知《现代汉语词典》的铁心是记做“铁芯”的,这与相关专业标准相左。
4)“铁心”,是电工名词。GB/T 2900.1—1992《电工术语 基本术语》是代替GB 2900.1—1982的同名标准,其中有“磁心”条文:“电机或器件中通常缠有绕组的磁性部件。同义词:铁心。”现行标准GB/T 2900.1—2008《电工术语 基本术语》第3.3.117条:“磁(铁)心:器件的一部分,由高磁导率材料构成并用以引导磁通。”GB/T 2900.95—2015《电工术语 变压器、互感器、调压器和电抗器》中,第4.2条:“铁心结构的术语和定义”,共有8条涉及与“铁心”有关的条目,其中4.2.1条:“铁心:变压器类产品的磁路部分,通常是由电工钢带(或非晶合金带材)制成的。”现行标准GB/T 2900.23—1995第6.2.4条:“心式感应器core type indoctor:具有用硅钢片叠成的闭合铁心的感应器,在铁心上套有感应线圈,被加热的液态或固态金属也环绕该铁心起变压器二次线圈的作用。”该标准第6.2.8条、6.2.9条、6.2.14条、6.2.15条都是写作“铁心”,而且明确“无心感应炉”、“有心感应炉”。第6.3.6条无心感应炉coreless induction furnace;第6.3.7条:有心感应炉induction channel furnace。
5)1982年以前,包括电炉行业,在涉及“铁心”“有心炉”“无心炉”时,这个“心”字有加草字头,也有不加的,但从GB 2900.1—1982《电工术语 基本术语》颁布后,尤其随着GB/T 2900.23—1992、GB/T 2900.23—2008的执行,电炉行业的“铁心”“有心炉”“无心炉”就都不带“草字头”了。像我们在第一讲中提到的中华人民共和国机械工业部标准JB/DQ 5074—1982《工频无心感应炉感应器工艺守则》和JB/DQ 5072—1982《中频无心感应炉感应器工艺守则》里边提到无心炉就都是不带“草字头”的。直到近年来,新颁布的电热和电磁处理装置的国标,如基本技术条件类GB/T 10067的第1、3、31、32、33、35部分;安全类GB5959的第1、3部分;试验方法类GB/T 10066的第1、3部分;能耗分等类GB/T 30839的第1、31、32、33、34部分,全部是不带“草字头”的“有心炉”“无心炉”。
6)同一种电热装置,铸造行业和电热行业的国家标准竟然有两种不同的术语表示,这势必会引起混乱。有资料介绍,通过互联网检索关键词“有心炉”与“有芯炉”,发现“有心炉”词条只有3240条,而“有芯炉”词条多达30900条,可见问题之严重。
因此,笔者建议:
1)“铁心”作为电工词汇,商务印书馆《现代汉语词典》2016年9月第7版“铁芯”条,应按GB/T 2900.1—2008《电工术语 基本术语》及相关国标改为“铁心”。词的释义也应按GB/T 2900.95—2015《电工术语 变压器、调压器和电抗器》第4.2.1条做出适当的修改。
2)新修订的、2018年1月1日起施行的《中华人民共和国标准化法》明确规定:各个领域要有统一的技术要求,都应制定标准。所谓标准就是在某个范围内有统一的技术要求。所谓标准化是指在经济、技术、科学及管理等社会实验中,对重复性事物和概念通过制定实施标准,达到统一,以获得最佳秩序和社会效益的过程。对同一种电热产品,不同行业制定的国家标准,竟有不同的表述,必须加以纠正。GB/T 5611—2017《铸造术语》中几处出现“有芯炉”“无芯炉”的地方,都应该按照GB/T 2900系列标准及电热行业的相关国家标准,改为“有心炉”“无心炉”。铸造行业的出版物也应按GB/T 2900系列标准及电热行业的相关国标写作“有心炉”、“无心炉”。
