核电站常规岛主蒸汽管道焊接施工管理
2020-02-22李学华
摘 要:AP1000核电站主蒸汽管线是连接蒸汽发生器与汽轮机的主干线,分为3个部分:核岛内的主蒸汽管道、超级管道、常规岛内的主蒸汽管道。核岛主蒸汽隔离阀之后的超级管道为核三级管道;质保级别为QA1;超级管道末端为一段约3800mm长的直管段,材质为ASME A335-P11、规格为965×44.2mm,与常规岛主蒸汽管道的大小头进行焊接连接。常规岛主蒸汽管道不执行核安全功能,属于非核级管道;质保等级为常规岛质保等级的最高级QR1级,执行GB/T 19001-2008标准。
关键词:主蒸汽管道 焊接 热处理 无损检测
中图分类号:G252 文献标识码:A 文章编号:1674-098X(2020)10(b)-0128-03
Abstract: AP1000 main steam pipeline of nuclear power plant is the main line connecting steam generator and steam turbine, which is divided into three parts: main steam pipeline in nuclear island, super pipeline and main steam pipeline in conventional island. The super pipe after the main steam isolation valve of nuclear island is the nuclear three-stage pipeline; the quality assurance grade is QA1; the end of the super pipe is a section of about 3800 mm long straight pipe section, the material is ASME A335-P11, specification is 965×44.2 mm, welding connection with the size head of the conventional island main steam pipe. Conventional island main steam pipeline does not perform nuclear safety function, belongs to non-nuclear class pipeline; The insurance grade is the highest level of the regular island quality assurance grade QR1, the implementation GB/T 19001-2008 standard.
Key Words: Main steam piping; Welding; Heat treatment; Non-destructive testing
1 常规岛主蒸汽管道现场焊接过程控制
常规岛主蒸汽管道通往汽轮机高压缸、汽水分离再热器、凝汽器共有32条管线,分为174个管段,其中现场焊接位置有2G、5GT与6GT、焊口数量有203道,采用抛线施工优先安装。
2 焊接工艺评定管理
根据焊接工艺评定是指在新产品、新材料投产前,为制定焊接工艺规程,通过对焊接方法、焊接材料、焊接参数等进行选择和调整的一系列工艺性试验,以确定获得标准规定焊接质量的正确工艺[1]。
在企业具有同一标准体系核电项目的焊接施工管理经验之后,对焊接工艺评定可以进行转移。焊接工艺评定转移是在符合焊接技术规格书和图纸要求的情况下,焊接工艺评定由承包商的一个车间或现场转移到另一个车间或现场的活动[2]。焊接工艺评定的转移必须是同一企业,同一个质保体系内。
3 焊工资格管理
焊接人员资格考核作為一项职业资格行政许可,要充分发挥资格许可的杠杆作用,立足资格管理的基本定位,以考核推动焊接人员技能水平和核安全文化素养的提高。企业作为焊接人员管理的责任主体,承担焊接人员选拔、培养、使用和管理的主体责任,具体负责与产品需求相适应的技能评定和岗位授权,确保焊接人员技能满足产品焊接工作的需要[3]。在核电常规岛项目管理中,焊接施工不允许外包的范围包括主蒸汽、热再热蒸汽、凝结水、疏水、主给水管道。
4 焊接材料管理
采购管理。根据相应的国家标准、ASME标准,以及技术规范编制焊接材料的采购技术说明书,由合格供应商按要求进行提供。
现场验收。正式工程用焊接材料的质保等级QR1级,进入施工现场的设备、管道、风管及其支架的焊接材料,按采购技术说明书的要求进行现场验收与复验。
5 焊接设备管理
焊接设备(Welding Equipment)实现焊接工艺所需要的装备,包括焊机、焊接工艺装备和焊接辅助器具。
焊接电缆的长度通常不宜超过30m。当焊接电缆长度小于20m时,焊接电缆截面积以4-10A/mm2进行计算选择为宜[4]。
焊接线能量(Weld Heat Input)的选择不仅与焊接电流的大小有关,更重要的是有利于焊接操作。
6 焊接作业重点
常规岛主蒸汽管道焊接作业的难点在于与超级管道之间对接焊缝的焊接,确保熔敷金属的冲击韧性符合要求。焊接工艺为焊前预热,钨极氩弧焊打底填充至少5mm,焊接完成后进行焊后热处理。
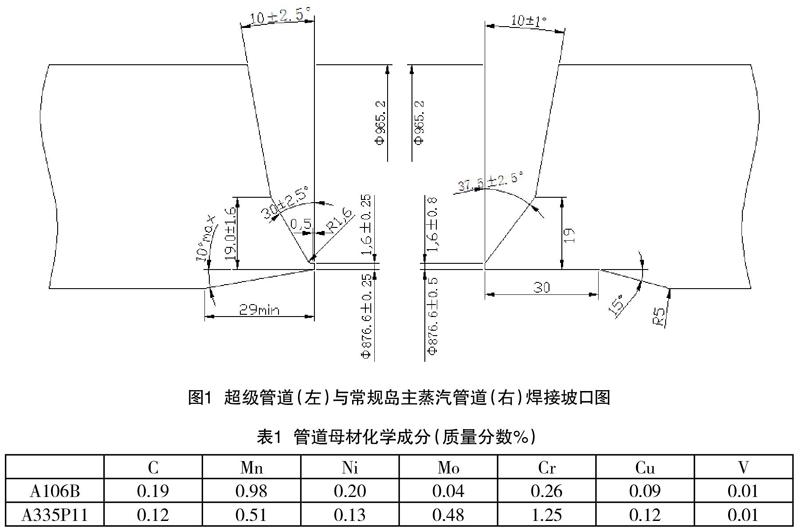
6.1 坡口制作
超级管道为双U型复合坡口,有长度为0.5mm的平台与半径为1.6mm的圆弧,为了达到达到加工精度要求,常规岛主蒸汽管道为双V型复合坡口(见图1)。
6.2 坡口组对
为避免在母材原始表面进行引弧定位焊,可以采用直径为Φ40mm的点固棒,将管道坡口分为四等分进行组对定位焊接。
6.3 焊接材料的选择
超级管道材质为ASME A335-P11,焊接尺寸为Φ965×44.2mm;P4類钢,公称成分1.25Cr-0.5Mo-Si。在DL/T1117-2009中属于P1类。
常规岛主蒸汽管道材质为ASME A106B,焊接尺寸为Φ965×44.2mm;P1类钢,公称成分为C-Mn-Si。在DL/T1117-2009中属于F1类。
按照ASME QW-424工艺评定试件对母材的要求,同一类别钢的焊接工艺评定可以用于相同类别钢的焊接,即按照ASME的规定,超级管道的焊接工艺评定可以直接用于超级管道与常规岛主蒸汽管道的焊接。而常规岛主蒸汽管道的焊接工艺评定不可以直接用于超级管道与常规岛主蒸汽管道的焊接[5]。同时按照DL/T1117-2009工艺评定母材由不同类别钢材组成的焊接接头需进行组合评定。
6.4 热处理工艺
6.4.1 预热温度的确定
美国金属学会提出的计算预热温度的碳当量CE经验公式,当CE<0.45%时,可不预热;当CE在0.45~0.60%之间时,预热100℃~200℃;当CE>0.60%时,预热200℃~370℃。
CE=C+Mn/6+Ni/15+(Mo+Cr)/4+Cu/13(%)
根据焊口两侧母材的化学成分(见表1)进行计算,CEA106B=0.448、CEA335P11=0.655,则焊接前预热温度范围为200℃~370℃。
6.4.2 焊后热处理规范的确定
焊后热处理的恒温温度不超过钢材的原来的回火温度(最高710℃),具体的温度由钢材在不同温度下的屈服强度确定与焊接应力大小确定[7]。当温度在600℃~650℃范围内时,发生塑性变形,应力得以消除或降低。
7 焊接施工的难点
7.1 焊接收缩量控制
在主蒸汽管道焊接过程中,熔敷金属与母材热影响区的膨胀与收缩,在焊接工艺评定、以往施工经验确定焊接收缩量,或按管段顺序施工,待上道焊口自由收缩定位后,进行下道焊口的坡口尺寸加工。
焊接收缩量随坡口组对间隙、坡口角度、拘束程度的增大而增加,随着焊条直径的增加而减少;焊接收缩量通常在0.3mm左右[8]。
7.2 接管焊接
主蒸汽管道上的积液罐是在主蒸汽管道上开孔,采用马鞍形坡口进行现场组对焊接。主蒸汽管道(Φ1067×54mm)接管管线的疏水罐材质为20(控Cr)、规格为Φ285×49mm的焊口,在现场四周为钢结构的条件下,进行仰焊位置的焊接,容易产生未焊透、未熔合等焊接缺陷。
采取措施如下:
(1)坡口加工与组对。
接管的马鞍形坡口加工时,坡口角度在40°~50°范围内逐渐变化,使母管表面与接管坡口加工面之间的夹角保持在50°左右。母材表面进行打磨,去除对焊接质量有害的杂质。组对间隙为0~4mm。
(2)焊接过程控制。
母管待焊表面呈圆弧形,焊接操作时避免电弧保护罩在上部破裂,产生气孔、夹渣和侧壁未熔合等焊接缺欠。优先排列仰焊位置的焊道;在母管直径周向两侧的焊道,对称同时施焊。道间温度接近预热温度后,再进行下一焊道的焊接,最终焊缝成略微凸起的饱满形态。
7.3 异种钢焊接管理
主蒸汽管线中,各有一个不锈钢孔板流量计,在主蒸汽管道吹扫工作完成后进行异种钢对接焊。异种钢焊接规格为φ219.1×12.7mm,焊接位置为5GT,焊材为异种钢焊丝ER309L与异种钢焊条E309L;异种钢接头焊接焊缝内面充氩保护;熔敷金属厚度超过5mm后才允许背面停止充氩。异种钢打底焊接时,从碳钢一侧起弧;多层多道焊接时,优先焊接碳钢一侧的焊道,控制减少不锈钢侧的温度在敏化温度带停留的时间;相邻焊道的接头相互错开15~20mm。
7.4 困难位置
主蒸汽管道与主汽阀接管之间的焊缝,在混凝土构筑物墙体侧下方约200mm,离7.5m层楼板面约5.3m。高空焊接作业时,采用脚手架搭设焊接操作平台,利于焊工进行操作。
8 结语
AP1000常规岛主蒸汽管道采用抛线施工法,使管道在安装过程中处于自由低应力状态,对焊接过程控制严格,有针对性地处理现场施工中的难点与重点,同时区别对待不同工况下焊接接头的热处理工艺,达到母材与熔敷金属的最佳使用状态。
参考文献
[1] 韩政.基于PDCA循环的H核电站除盐水系统调试质量控制研究[D].济南:山东大学,2020.
[2] 唐识.总承包模式下的核电工程焊接工艺评定转移管理[J].电焊机,2016,46(4):92-97.
[3] 吴东球,王绍国.我国核电焊接人员评定标准[J].电焊机,2019,49(8):123-126,134.
[4] 陶新磊,杨晓巳,梁振新.ASME标准核级设备用焊接材料验收冲击试验要求探讨[J].电焊机,2020,50(5):128-132,139-140.
[5] 杨青云,吴勇,李学华,等.AP1000型核电站主管道焊接过程控制研究[J].焊接技术,2016,45(9):17-23.
[6] 马小明,贾明辉.蒸汽发生器管子管板内角环焊残余应力数值模拟研究[J].机械制造,2020,58(5):51-55.
[7] 张大船.加氢装置碳钢管道焊后热处理分析[J].山东化工,2016,46(11):108-110,112.
[8] 闫灿灿,李竹渊,孙秋阳,吴晔华. 核电站主管道焊接变形量控制研究.核能行业焊接技术经验交流会论文集.2019:38-40.
