机车车架钢结构放量工艺分析
2020-02-14王会清邱友胜梁浩
王会清 邱友胜 梁浩

摘 要:车架钢结构是组成机车钢结构的重要部件,车架制造过程中,影响车架长度的主要因素是焊接收缩。因此,为保证车架长度这个关键尺寸,必须在下料工艺中进行工艺放量。文章通过对焊接收缩进行分析,并结合工艺实验,探索车架放量工艺。
关键词:焊接;放量;收缩
中图分类号:TG404 文献标志码:A 文章编号:2095-2945(2020)02-0093-03
Abstract: The frame steel structure is an important component that constitutes the steel structure of the locomotive body. During the manufacturing process of the frame, the main factor affecting the length of the frame is the welding shrinkage. Therefore, in order to ensure the critical size of the frame length, the process volume must be performed in the blanking process. This paper analyzes the welding shrinkage and combines the process experiments to explore the frame loading process.
Keywords: welding; volume; shrinkage
1 概述
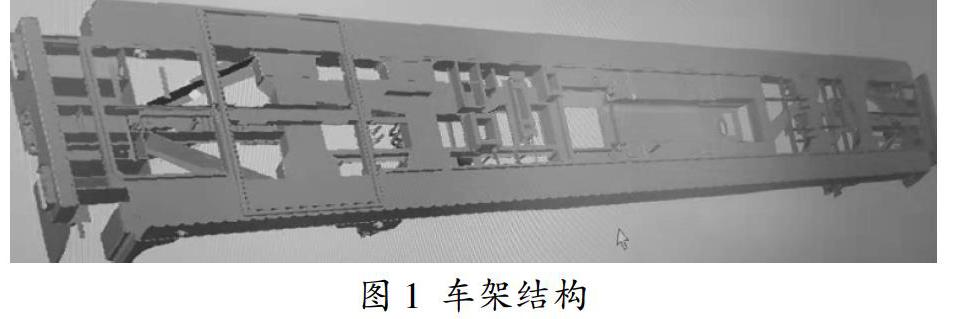
車架是机车钢结构的重要组成部分,其结构如图1所示,主要由左右两边梁和中间横梁组成,车架总长度19030mm。它既是各种设备如柴油机等的安装基础,又要承受由各种设备重量产生的垂直载荷,传递转向架牵引、制动等传来的横向力。因此,在机车钢结构的制造中,保证车架的尺寸准确度十分重要。
2 车架放量工艺分析
2.1 焊接变形分析
2.1.1 焊接纵向收缩变形
纵向收缩变形即沿焊缝轴线方向尺寸的收缩,设焊前长度为L,焊后长度为L-△x,则△x为焊后纵向收缩量,△x大小取决于焊缝长度、焊件的截面积、材料的弹性模量、压缩塑性变形区的面积及压缩塑性变形率等。其中纵向收缩量与焊缝的截面积成反比,与长度成正比关系。对结构无密封性要求或结构强度满足要求的情况下,可将连续焊缝改为间断焊缝,对减小焊缝的纵向收缩能起到一定的作用[2](图2)。
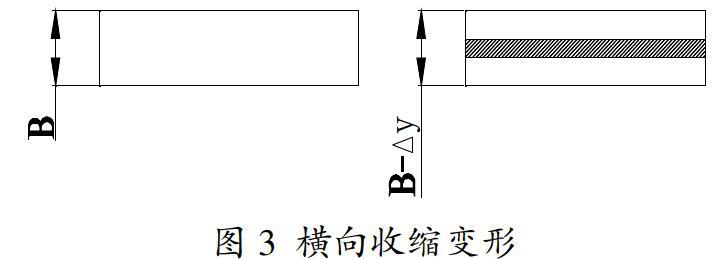
2.1.2 焊接横向收缩变形
横向收缩变形是指沿垂直于焊缝轴线方向尺寸的缩短。设焊前宽度为B,焊后宽度为B-△y,则△y为焊后横向收缩量。△y与热输入、装配间隙、热导率及热膨胀系数成正比,与焊件的刚性成反比关系。当焊接时采用的线能量较大时,焊接区受热面积增大,产生的横向收缩量也较大[3],当工件坡口间隙增大时,焊缝填充金属量增加,横向收缩量也随之增加(图3)。
2.1.3 收缩变形的经验计算
在焊接生产中,为了能估算焊接收缩量的大小,避免复杂的计算,单层对接焊缝的焊接收缩量,采用以下的经验公式[1]。
纵向收缩量:
△x=k1AHL/A
k1系数,低碳钢焊接中,手工电弧焊为0.5,CO2气体保护焊为0.43;AH焊缝的横截面积;L焊缝长度;A焊件的横截面积。
横向收缩量:
△y=0.18AH/δ
δ板厚;AH焊缝的横截面积。
2.2 减少焊缝收缩措施
焊接收缩的影响因素主要包括设计和工艺两个方面。
在设计方面,材料的成分、厚度、焊接结构形式是根据焊件的使用和强度要求、材料的供应情况等不可改变的因素决定,不可修改。因此,在焊缝形状、尺寸和数量上考虑。首先是选择合理的焊缝形状和尺寸,在保证结构有足够承载能力的前提下,选择最小的焊缝尺寸和合理的坡口形式,如用U型坡口替代V型坡口;其次是减少焊缝的数量,多采用型材、冲压件;最后是合理布置焊缝,焊缝离结构截面的中性轴越远,变形量越大,要把焊缝设计在结构截面的中性轴或者靠近中性轴[4]。
在生产工艺方面,主要措施包括:(1)放量法,下料时在设计尺寸基础上适当加大长度或宽度尺寸,放量多少,通过经验技术或放量尺寸的数据化获得;(2)反变形法,根据焊件的变形规律,在工件焊接前预先将其向与产生焊接变形方向相反的方向,进行一个人为的变形;(3)刚性固定
法,增加工件的刚性,把工件固定在刚性平台上或由几个工件组成刚性更大或者对称的结构,提高对焊缝边缘的拘束,利用夹具或临时支撑,将工件固定住,特别是焊缝边缘产生变形最大的位置;(4)采用合理的装配焊接顺序,“以
小拼大、化整为零、集零为整”,尽可能采用对称施焊;(5)采用合理的焊接方法及焊接工艺参数,利用热效能高、能量集中和热输入较低的焊接方法,减少焊接变形。
2.3 车架放量工艺分析
2.3.1 车架放量不合理分析
总结以往的工艺经验,车架放量的不合理主要体现在三个方面:一是车架放量采用“经验法”,按照千分之二进行放量,同时在两端长度增加20mm,放量不准确;二是在工艺方案设计中,车架一次组装时进行“配割”,配割后坡口形式、光洁度等得不到有效的保证,焊后存在质量隐患;三是车架进行配割后,造成误差累积,对车架总长度的影响较大。
2.3.2 车架放量分析及改进
通过“人、机、料、法、环、测”等要素进行分析,车架放量不合理总结出三个主要因素:(1)工艺放量不合理,在工艺方案设计过程中,改变车架一次配割的工艺思路;(2)工艺放量未按照工序依次进行,工艺放量应按照产品的生产流程进行,单梁和车架组焊按照焊接量的大小分别放量;(3)对于工艺放量未进行数据统计,在生产过程中对工艺放量按照工序依次进行统计,分析是否合理,并修正放量数据,为后续工艺积累经验。
在工艺方案设计阶段,对工艺放量按照工序进行详细分解,结合原生产工艺,对车架长度进行放量。改进前的放量是(Ⅰ端)20mm+总长*2‰+(Ⅱ端)20mm,表1表示了改进后的放量。
原生产工艺没有在部件的组装和焊接过程中分阶段进行放量,放量粗狂,不准确。在车架一次大组装的时候进行统一配割。通过对部件进行分析,对工艺放量进行改进,按照部件组装和大组装分阶段进行放量。结合现场生产过程中配割长度,先对长度放量为部件1‰,总成0.5‰。
从部件边梁组装工位开始,对放量尺寸进行数据统计,具体数据参见表2车架放量工艺实验数据统计。
通过对放量数据的统计、分析:(1)边梁部件焊接收缩量1‰满足要求,部件组焊完成后交出满足工艺要求,能保证设计尺寸。(2)车架总成按照0.5‰放量,经过车架二次焊接后,总长度不能满足工艺要求,收缩量较大,需要对车架长度放量再次进行修正。根据统计的数据,将车架放量确定为0.8‰,表3是修正后的工艺放量。
3 结束语
通过工艺试验,并对数据进行统计分析,机车车架钢结构长度按照1.8‰放量,焊接后满足设计要求。本论文为车架工艺放量提供了依据,积累了工艺经验。同时,在其它外形轮廓尺寸较大的钢结构焊接放量中有一定指导意义。
参考文献:
[1]鲁俊.浅谈焊接收缩变形[J].辽宁机电工程大学,2007(2):11-15.
[2]吴兴欢,尹志红,胡炼钢.焊接结构产生收缩变形的原因分析[J].中国信息化综合期刊,2013(10):482-485.
[3]王运炎,叶尚川.机械工程材料(第二版)[M].北京:机械工业出版社,2007:11-13.
[4]邱葭菲.焊工工艺学[M].北京:职工劳动社会保障出版社,2009:16-19.
