加氢裂化热高分控制角阀国产化技术探讨及实施
2020-02-14牛泽文
牛泽文
(福建福海创石油化工有限公司,福建 漳州 363216)
石化行业在社会经济发展中起到了举足轻重的作用,关系到人们衣食住行的方方面面,但是中国在高精尖及大型设备上高度依赖进口,一旦断供将造成不可估量损失。福海创积极响应国家号召,在关键设备中使用国产设备,不仅节约了大量成本,而且提高了中国石化装备制造业的创新能力,缩小中国石化装备制造业与世界先进水平的差距。
1 福海创220万吨/年加氢裂化装置热高分角阀的基本情况
1.1 福海创220万吨/年加氢裂化装置工艺及特点
福海创220 万吨/年加氢裂化装置采用美国CLG 公司的LC-Fining 工艺(沸腾床加氢裂化工艺)。
LC-Fining 工艺是反应器中的催化剂与重油构成流体运动的特征,重油从反应器下部送入,至下向上流动,催化剂处于运动状态,好像沸腾的液体。
LC-Fining 工艺特点是:对原料油的适应性广、反应器内温度均匀、催化剂在线加入和排出、装置运转周期长、有良好的转质和传热、催化剂利用率高、渣油转化率高,装置操作灵活。
1.2 福海创220万吨/年加氢裂化装置热高分角阀特点及工艺参数
特点:热高分角阀属于高压温中温金属类阀门(公称压力:PN10.0 ~PN80.0;温度:120℃<t <450℃)。加氢裂化热高分高压调节角阀,属于流体控制阀领域的重点和难点。
工艺参数如下:
阀门位号:21-LV-016A21-LV-016B ;流向:底进侧出。
介质:热高分油(含H2S),液态。
阀前压力:14.22MPa;阀后压力:3.5MPa;最大关闭压差:15.67MPa。
操作温度:228℃,设计温度:316℃。
操作密度:614.6kg/m3;运动粘度:0.325mm2/s。
操作流量:最大505223 kg/h;正常388633 kg/h;最小15543 kg/h。
1.3 前期购买进口阀门使用情况
腾龙芳烃(漳州)有限公司后改名福建福海创石油化工有限公司,项目建设初期采购的为日本原装进口KOSO阀门,产品名称为:气动活塞式高压多段式阀芯型角阀;产品型号:510A-6345LA-WH ANSI1500# 8″*6″带顶撞旁式手轮。
21-LV-016A21-LV-016B 两台阀门开车期间是一台使用一台备用,在2013 年开车期间是21-LV-016A 在使用不到3 天的情况下,阀门突然全部打开,定位器控制无法动作,旁式顶装手轮无法摇动也无法控制,紧急切换到备台21-LV-016B,备台阀门在使用不到3h 后也出现同样情况。为了使装置运行,不得已关小21-LV-016B 备阀后的Y 型截止阀来控制流量。
经过原因分析后,初步判定为:阀内平衡密封环破损,造成阀内腔上下压力不平衡,执行机构力矩不足以克服介质往上的力矩,而且配置的手轮力矩也偏小,在不平衡力下跟本无法操作。
通过联系KOSO 厂家售后,紧急采购2 套平衡石墨环对21-LV-016A 进行解体,解体后发现平衡密封环已不见踪迹,阀门内腔出现小颗粒焊渣,在对21-LV-016A 维修后进行投用。21-LV-016B 在进行维修中更换平衡密封环,然而在维修B 阀的过程中,A 阀又不受控制,又出现以上问题。厂家派专业售后到现场服务,在反复更换零配件,陆续花费大量人力物力后,投用中还出现阀芯脱落、阀杆断裂,闪蒸密封面破损一系列问题。因以上问题一直无法得到解决,不得已另寻其他解决方案。
经过多次分析及向同行业了解情况后得出最终结论:
1)平衡环采用柔性石墨或PTFE 平衡环,不耐冲刷、极易损坏。
2)阀芯导向部位与压圈间隙过大,平衡环损坏后,阀芯由平衡型变为非平衡型结构,导致执行机构推力不足,无法控制。
3)降压级数不足或设计缺陷导致阀芯存在局部气蚀现象,尤其是阀芯密封面部位。
4)阀杆与阀芯部位焊接部位强度降低,易弯曲甚至断裂。
5)阀芯径向支撑不足,导致机械振动大、机械噪音大,阀门设计不合理。
综上,在此阀门上维修已无价值,需要采购两台新阀。同行业工况阀门一直被其它进口品牌所垄断,阀门及备件价格高昂。为响应国家号召,节约成本,由此开启了此阀门的国产化道路。
2 国产化准备风险分析
2.1 装置现状
21-LV-016A21-LV-016B 两台阀门装置运行时都无法投入使用,控制液位主要靠21-LV-016A 阀后Y 型截止阀人工控制,21-LV-016B 处于隔离状态,在线更换不存在装置停车风险。
2.2 国产化资金风险
本次准备为21-LV-016A21-LV-016B 两台阀门进行国产化,国内知名品牌阀门生产商无锡智能自控股份有限公司受邀提供的测试产品,测试合格后再付款,无直接经济损失风险。
3 国产化准备
3.1 国产化阀门要达到的标准
1)平衡密封环要耐用,即使损坏时执行机构推力能够克服阀芯的不平衡力,阀门开度可控。
2)平衡密封环损坏、执行机构气缸串气时,配套手轮机构可以使用,阀门开度可控。
3)阀门结构要降噪减压,防止产生闪蒸对阀芯及密封面的损伤。
4)阀芯阀杆要防断裂、防脱落。
5)法兰距尺寸要与原阀门相同,安装空间满足现场要求。
3.2 国产化方案
经过双方多次交流和分析探讨,最终方案如下:
1)平衡环采用PTFE+Inconel X750(高压特制),双平衡冗余密封结构。一台阀门上设计安装两个平衡密封环,以提高工作使用寿命。重新计算不平衡力,加大执行机构推力,执行机构按最高压降选配,实现双层保护,确保平衡密封环损坏时执行机构有足够的推力控制阀位。
2)阀芯导向采用弹性金属(Inconel X750)导向,同时加粗阀杆直径,增加阀杆强度,显著提高抗振动能力;阀芯和阀杆连接方式改为螺纹加销的定位,可以有效防止阀杆断裂和阀芯脱落。
3)同时,配置双作用油压缸手轮,确保在平衡密封环损坏和气缸串气同时出现时可用。
4)在确保流量满足的前提下,加大阀内件直径,改进降压结构,采用多级串式加孔板再加节流槽设计,降低阀芯整体承受的压差,减小振动。降噪减压采用高压多段式结构,同时阀座底部加两层多孔降压板。为防止小颗粒进入平衡腔内或者堵住阀芯的导压孔,加大导压孔,同时在阀芯底部设计一层细孔板,有效地把小颗粒挡在导压孔之外。另外,吸收Masoneilan 技术,阀芯和阀杆留有15%的空行程,对于介质到第一个降压腔内起到缓冲作用,有效地减少介质闪蒸对阀内件密封面的破坏。
5)为确保满足现场安装要求,法兰距(ISS S75.03)及标准(ANSI B16.5 RJ)尺寸严格按照原阀门尺寸定做毛呸加工,并到现场测绘安装空间,确保留足安装和维护空间。
4 国产化进程与实施
无锡智能自控股份有限公司积极参与,并受邀于福海创,为其免费提供测试产品。经努力,成功开发出此款国产化产品。国产化角阀参数及测试情况如下:
4.1 阀体参数对比
1)原进口KOSO 角阀口径为DN200×150,法兰间距为421mm×421mm,铸件阀体材质为A217-WC6,结构为多段式,阀内件材质为440C,阀杆材质为316,阀杆直径为Φ25,平衡密封环材质及数量为柔性石墨1 只。
2)无锡智能角阀口径为DN200×125,法兰间距为421mm×421mm,铸件阀体材质为WC9,结构为多段式,阀内件材质为440C,阀杆材质为17-4HP,阀杆直径为Φ45,平衡密封环材质及数量为Inconel+PTFE X750 填充物2 只。
4.2 执行机构参数对比
1)原进口KOSO 角阀执行机构形式为气动活塞,安全系数1.1,驱动气源压力为0.4MPa,手轮形式为顶装伞齿,配气源储气罐,故障位置FC。
2)无锡智能角阀执行机构形式为气动活塞,安全系数>1.8 可调,驱动气源压力为0.45MPa,手轮形式为顶装液压,配气源储气罐,故障位置FC。
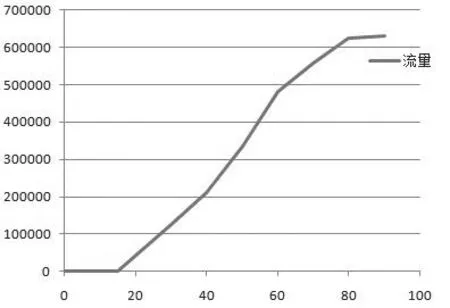
图1 流量与行程线性实测图Fig.1 Linear measurement of flow and stroke
4.3 控制定位器选择对比
1)原进口KOSO 阀门定位器选择为西门子定位器,西门子定位器气源控制为压电模块式,对气路连接及其它附件漏气量要求较高,一旦达不到要求,定位器会不定期的补气,就会阀门喘动。
2)无锡智能角阀阀门定位器选择为Fisher DVC 6200系列定位器,Fisher 定位器气源控制为碰嘴挡板式,其特点就是控制平稳,能够连续对气缸压力进行补充,不会因气路附件正常漏气量对阀门造成影响(气缸串气除外)。
4.4 阀门测试
1)阀门常规测试合格
阀体强度耐压测试使用30MPa 的洁净水,外观无明显外漏,填料密封测试22MPa 的洁净水,填料处无明显外漏。泄漏量测试使用17MPa 的洁净水,实测漏量为0ml/min,气缸气密测试使用0.45MPa 的压缩空气,在5min 内压力下降远低于标准5.0KPa,各项指标测试合格。
2)阀门行程测试与流量测试
行程测试:在安装完气路附件后,接通电源气源等必要条件后进行行程整体测试,分别给定0%、25%、50%、75%、100%控制信号,阀门响应及时、运行平稳,无卡涩、超调等现象,行程测试合格。
流量测试:经过现场安装测试, 阀门行程在15%~85%之间,流量可控,达到设计院最大流量要求(见图1)。
5 结论
热高分高压角阀国产化替代方案基础准备工作及线下线上测试基本完成并符合预期,从2013 年6 月运行至2014 年3 月运行情况正常,为保险起见,停车后特对21-LV-016A21-LV-016B 两台阀下线解体检查,检查结果各项指标正常。后由于装置停车,2018 年12 月开车至今,未出现任何问题。热高分高压角阀国产化取得了成功,开创了国内同类装置的先例,促进了进口设备国产化推进工作,其响应国家长远规划,顺应国家自主知识产权发展趋势,符合集团公司降本增效管理目标,对团队技术水平提升及公司技术实力积累等方面均起到极其正向与积极的意义。
