触变剂加入温度及含量对焊锡膏印刷性能的影响
2020-02-06武信卢梦迪秦俊虎何欢王艳南熊晓娇
武信,卢梦迪,秦俊虎,何欢,王艳南,熊晓娇
(云南锡业锡材有限公司,昆明 650217)
0 前言
随着全球信息化进程的加剧,对电子产品提出了新的要求,从某种程度上讲,片式化、小型化已成为衡量电子元件技术发展水平的重要标志之一。近几年,随着电子终端产品特别是智能手机、智能手表等便携式产品的小型化,高集成化,以及原材料成本的增加,贴片陶瓷电容器一直在往小尺寸方向发展[1]。在智能手机市场,主流的MLCC尺寸已经过渡到0201(0.6 mm×0.3 mm)尺寸、01005(0.4 mm×0.2 mm)尺寸,甚至更小尺寸的008004(0.2 mm×0.1 mm)。随着小型元件发展电子产品的缺陷越来越多,其中包括了焊锡膏印刷失效,少锡、连锡、拉尖导致的焊接不良。焊锡膏的性能直接影响着电子产品的质量,据统计,电子产品 70% 的缺陷是由焊锡膏的质量缺陷引起的[2]。焊锡膏良好的印刷性能可以减少焊点缺陷,包括短路、桥连、焊接不良等,因此提高焊锡膏的印刷性能对提高电子产品的质量至关重要。国内外的研究主要集中于焊料合金成分开发[3]、焊粉的开发,助焊剂体系的开发,陈龙春等人[4]从焊粉的形貌方面研究了焊锡粉对焊锡膏储存稳定性的影响,金霞等人[5]研究了焊锡膏用助焊剂在钎焊过程中作用机理,喻雪燕等人[6]研究溶剂对 SnAgCu 系焊锡膏储存稳定性的影响,白融[7]通过调整助焊剂成分,研究焊锡膏在室温环境下放置的稳定性,李海普等人[8]探究焊剂配方设计的机理。而目前国内外关于助焊剂制备工艺对焊锡膏性能的影响研究还鲜见报道。针对该问题,笔者主要从助焊剂制备工艺出发,研究了助焊剂制备工艺中触变剂的加入温度及质量分数对焊锡膏印刷性的影响,而焊锡膏的印刷性取决于锡膏粘度、触变指数、抗塌落性能及焊锡膏内黏着力。因此,对以上性能进行了测试分析。经过分析选择出最佳制备工艺,进一步提升了焊锡膏的印刷性能,为细间距用焊锡膏制备工艺奠定了基础。
1 试验
1.1 试验材料
该试验所用的原材料为Sn96.5Ag3.0Cu0.5合金Type4(20~38 μm)焊锡粉、触变剂S(熔点168 ℃)、有机酸、有机胺、有机溶剂、松香树脂等。
1.2 试验仪器及设备
Malcom PCU205粘度测试仪,Malcom内黏着力测试仪,Stemi-508型体式显微镜,日东回流焊机,PANASONIC NM-EJP6A全自动印刷机,数显恒温磁力搅拌器,DPM-0.5C ROSS搅拌机,电磁加热搅拌炉,烘箱,烧杯,OSP测试板,磨砂玻璃片,氧化铝陶瓷片等。
1.3 样品制备
1.3.1助焊剂制备
助焊剂各组分原料分别为松香、有机酸、有机胺、溶剂及触变剂,按照特定的配方各制备500 g助焊剂。首先准备好15个烧杯,并标明触变剂的加入温度及含量,接着在烧杯内盛入称好的松香、有机胺与溶剂。再将烧杯放置在磁力搅拌电炉上加热,以70 r/min的速度搅拌,加热至180 ℃后停止加热,自然降温。并分别在180 ℃,170 ℃,160 ℃加入触变剂S,触变剂的含量(质量分数)分别为2%,4%,6%,8%,10%,当温度降至140 ℃时加入有机酸,搅拌5 min后完成制备,将助焊剂装入对应的高温塑料袋中置于0~10 ℃环境下冷却4 h,即可得到15种助焊剂。
1.3.2焊锡膏制备
将上述15个助焊剂回温2 h后,配制焊锡膏,其中助焊膏含量均为11.5%,焊锡粉含量88.5%,焊锡膏总量1 kg。锡膏制备工艺见表1。

表1 锡膏制备搅拌工艺
1.4测试方法
1.4.1焊锡膏粘度
粘度:室温下(25 ℃±0.5 ℃)使用日本 Malcom 的 PCU205 粘度测试仪测定锡膏的粘度,测试标准:JIS Z 3284-3 2014《Solder paste—part 3: test methods for printability, viscosity, slump and tackiness》。在没有特别指出测量参数时,其粘度值读数为回转数为10 r/min时的粘度值。
1.4.2焊锡膏触变指数
触变指数测试根据JIS Z 3284-3:2014标准执行。测试方法:由自然对数之粘度-剪应变速率曲线中的梯度获得。
(1)
式中:η1为剪应变速率D1时的粘度;η2为剪应变速率D2时的粘度;D1为剪应变速率;D2为剪应变速率。
1.4.3内黏着力
使用Malcom内黏着力测试仪,将锡膏印刷在设备配置的标准陶瓷片上,每次测试5个点,使用内黏着力仪进行测试,取平均值作为该次测试结果。
1.4.4印刷性能
使用PANASONIC NM-EJP6A全自动印刷机,其中钢网厚度0.12 mm,前刮刀与后刮刀印刷压力均为2 kg,印刷速度为60 mm/s,脱模长度为2 mm,脱模速度为0.35 mm/s。按照以上印刷参数印刷锡膏在PCB测试板上,所选PCB测试板含有0.65 pitch,0.5 pitch及0.4 pitch的QFN焊盘。使用Stemi-508型体式显微镜观察PCB板上0.65 pitch,0.5 pitch,0.4 pitch的焊盘锡膏的印刷情况。
2 结果与分析
2.1 焊锡膏粘度
图1为3种温度下加入触变剂的助焊剂对应焊锡膏的粘度值,从图1焊锡膏粘度变化示意图可以看出,在同一温度条件下,随着触变剂含量的增加,焊锡膏粘度呈非线性升高。在触变剂含量相同的条件下,焊锡膏粘度受加入温度影响较大,熔解温度为170 ℃时,焊锡膏粘度值最高,熔解温度为180 ℃时,焊锡膏粘度值最低,熔解温度为160 ℃时,焊锡膏粘度值居中。助焊剂含量为2%~4%时3种温度的焊锡膏粘度值较低,助焊剂含量为10%时3种温度的锡膏粘度值较高,助焊剂含量为6%~8%时,锡膏粘度较适合SMT线生产。

图1 触变剂熔解温度及含量对焊锡膏粘度的影响
2.2 焊锡膏触变指数
触变指数是影响焊锡膏印刷性能的重要因素,触变指数过低焊锡膏成形性能差,印刷后容易连锡;反之触变指数过高焊锡膏过硬,容易引起少锡漏印等。一般来讲,触变指数在0.45~0.55之间较为适合。图2为触变剂加入温度及含量对焊锡膏触变指数的影响趋势示意图,由图2可以看出,在同一加入温度条件下,随着触变剂含量的增加,焊锡膏触变指数逐渐升高。但在触变剂含量相同的条件下,添加温度为170 ℃时,焊锡膏触变指数最高,即触变性能最好。添加温度为180 ℃时,焊锡膏触变指数最低。触变剂含量2%~4%是焊锡膏的触变指数低于0.4,触变剂含量6%~10%触变指数在0.4~0.55之间。

图2 触变剂加入温度及含量对焊锡膏触变指数的影响
触变剂的主要作用是赋予焊锡膏一定的触变性能,即在不受力状态下,其粘度增大以保持固有形状防止锡膏塌陷。焊锡膏在受力状态下,粘度变小以便于锡膏印刷,并且随剪切力的增大而降低。当触变剂加入树脂体系中,由于氢键等作用力的存在,形成三维网络结构,触变剂含量越高,三维网络结构强度越高,使树脂粘度增加数倍,甚至失去流动性。因此,在其他条件不变的情况下,触变剂含量越高,焊锡膏粘度越高[9-10]。而触变剂的氢键在高温作用下易被永久性破坏,无法恢复,导致其触变性降低,因此加入温度高于其熔点时,制备出的焊锡膏粘度与触变指数均明显降低。而加入温度低于其熔点时,触变剂无法完全融入助焊剂内,因此制备出的焊锡膏粘度与触变指数均较低[11]。
2.3 焊锡膏内黏着力
图3为触变剂不同加入温度及含量下焊锡膏的内黏着力值。如图3所示,在触变剂加入温度为160 ℃与180 ℃时,随着触变剂添加量的增加,焊锡膏内黏着力逐渐升高。触变剂加入温度为170 ℃时,触变剂含量在2%~8%之间时,焊锡膏的内黏着力随着触变剂含量的增加而升高,而触变剂含量为10%时,焊锡膏内黏着力降低,这是由于该含量下焊锡膏粘度过高,造成焊锡膏呈现发干的情况,因此内黏着力降低。触变剂含量相同时,触变剂加入温度为170 ℃时,焊锡膏内黏着力最高,180 ℃时焊锡膏内黏着力最低,这同样与高温下触变剂的氢键及网状结构被破坏有关。但焊锡膏内黏着力过高时会导致焊锡膏脱模性较差,内黏着力过低时会出现掉件的情况,因此应根据实际客户生产需求确定。
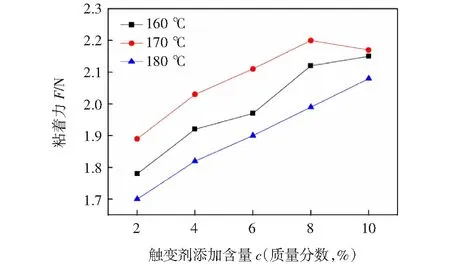
图3 触变剂加入温度及含量对焊锡膏内黏着力的影响
2.4 印刷性能测试
焊锡膏作为印刷的对象,其质量直接关乎产品的印刷品质,一款焊膏对印刷品质影响最大的就是粘度,粘度大小直接影响着焊锡膏的转移率,为满足SMT工艺印刷要求,焊锡膏粘度一般控制在(200±30) Pa·s,根据2.1的粘度测试结果,选用触变剂含量为8%的焊锡膏做印刷性能测试。测试结果如图4所示,图4中a~c,d~f,g~i分别为160 ℃,170 ℃,180 ℃加入触变剂对应焊锡膏在0.65 pitch,0.5 pitch,0.4 pitch焊盘的印刷图片。
从图4中可以看出,160 ℃加入触变剂时,印刷焊锡膏后PCB板上0.65 pitch,0.5 pitch的焊盘之间无桥连,0.4 pitch的焊盘出现桥连,有少量焊锡膏连接在两个焊盘之间;170 ℃加入触变剂时,PCB板上0.65 pitch,0.5 pitch,0.4 pitch的焊盘之间均无桥连;180 ℃加入触变剂时,印刷焊锡膏后PCB板上0.65 pitch,0.5 pitch的焊盘之间无桥连,0.4 pitch的焊盘桥连严重,大部分焊盘之间产生连锡。由此可以看出,触变剂加入温度为170 ℃时焊锡膏的印刷性能最好,印刷后0.65 pitch,0.5 pitch,0.4 pitch的细间距焊盘之间均无桥连,这是由于加入温度为170 ℃时,焊锡膏的粘度最高,触变指数最高,触变性能最好。在焊锡膏的整个印刷过程中,受到刮刀的推力作用后粘度下降,可以顺利的实现填充和转移,达到网孔内时粘度最低,此时的焊锡膏更容易从网孔内脱离沉积到PCB板上,随着外力的消失,焊锡膏的粘度又迅速回升,故而脱模后焊锡膏能保持原有形状不塌落,因此其印刷性能最好。
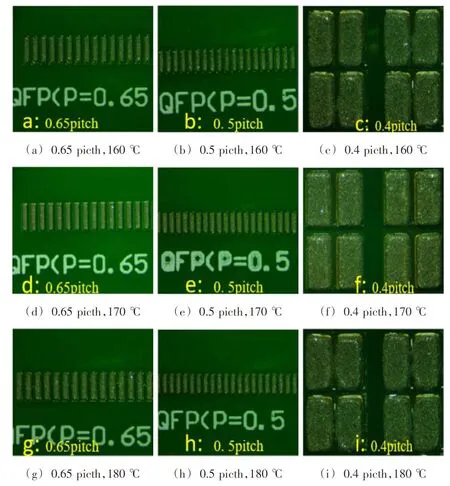
图4 不同温度条件加入触变剂对应焊锡膏的印刷性
3 结论
(1)制备助焊剂时,在触变剂完全熔化合成的条件下,触变剂在熔点温度附近加入且含量为6%~8%时,对应的焊锡膏印刷性能最好,能满足细间距焊盘的印刷。
(2)在高于触变剂的熔点温度下,触变剂的氢键及网状结构被破坏,触变性能较差,焊锡膏印刷时细间距的焊盘容易连锡。
(3)随着触变剂含量的增加,焊锡膏的粘度及触变指数逐渐升高,在一定含量范围内,焊锡膏的内黏着力随触变剂含量的增加逐渐升高。但触变剂含量过高时,会导致焊锡膏硬化,反而导致焊锡膏内黏着力降低,不利于印刷和贴片。