飞机装配中铆接结构静力失效研究进展
2020-02-03赵洪伟
赵洪伟
(1.中国飞机强度研究所,陕西 西安 710065;2.西安交通大学机械工程学院,陕西 西安 710000)
1 引 言
飞机是一个极其复杂的系统,由各种材料、形状和尺寸的结构组成。与连接过程相关的部分包括机头、后机身、尾翼和机翼等,这些组件需要在生产的最后阶段进行组装。目前,铆接仍然是主要的连接方式。在某些应用场景中,可以结合粘接和铆接技术来提高连接强度,如机身与蒙皮之间的薄板粘接铆接,面板框架蒙皮接合处的粘接铆接,以及尾翼翼板中的薄板纵梁粘接铆接[1]等。
为了深入了解铆接缺陷,本文综述了飞机工业中铆接静力失效研究的最新进展。首先分析了各种方法的特点和局限性,在此基础上,详细介绍了实际应用中的关键技术,包括理论研究、试验研究的最新进展。最后,对未来的研究提出了建议。
2 铆接接头静强度研究
2.1 传统铆接的静强度
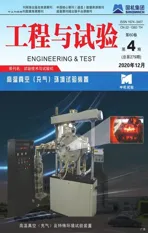
近年来,对铆接接头静强度的研究主要集中在传统铆接接头和新型铆接结构的影响因素上,包括铆接混合接头和电磁铆接结构。图1所示为铆接结构静强度影响因素之间的复杂关系。目前的研究主要集中在挤压力对铆钉安装后残余应力应变分布和二次弯曲应力的影响。Huan等[6]进行了单列埋头铆接搭接接头的试验,研究挤压力对铆接接头静态性能的影响。随着拉伸载荷逐渐增大,接头刚度逐渐变小,而挤压力对接头刚度的影响不显著,但较大的挤压力导致接头静强度减小。其原因是挤压力越大,孔周残余应力越大,孔周最大主应力由初始压应力变为拉应力,随后,静强度变弱。
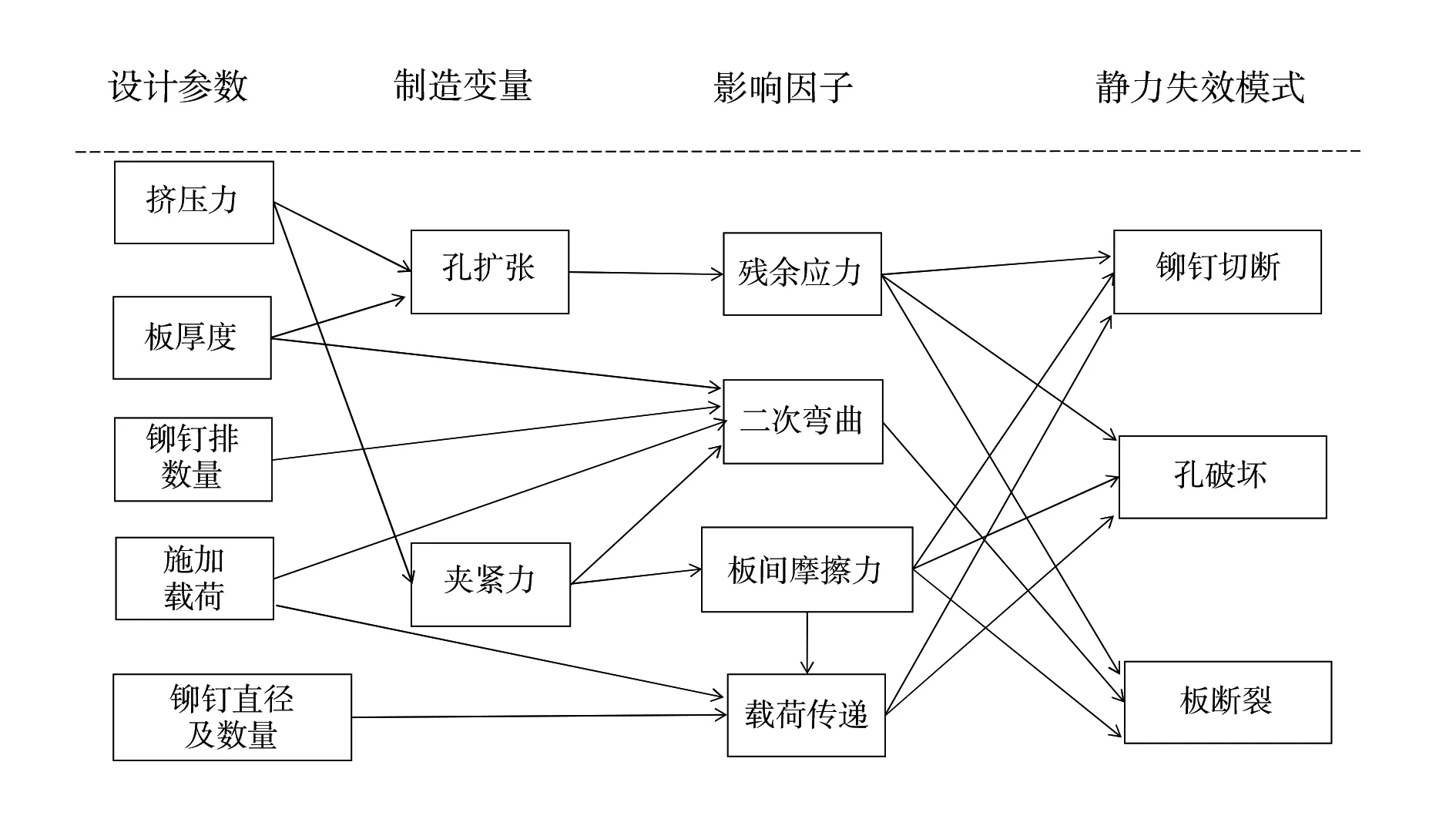
图1 铆接结构静强度影响因素之间的关系
挤压力是影响铆接接头质量的关键因素。铆接接头静力性能的一个结论是,较大的挤压力导致接头的静态性能更好[7,8]。确定挤压力值时,应综合考虑铆接接头的静强度。研究结果表明,随着挤压力增加,接头的静强度略有下降。试验结果仅给出了定性的结论,挤压力与静强度之间的定量关系尚不清楚。在静态受力状态下,受力状态下的静态性能需要控制在一定的范围内。此外,还需要研究其他影响因素,如表面接触。目前,挤压力对接头静强度、载荷传递、孔周应力场趋势以及拉伸载荷作用下二次弯曲应力的影响尚不清楚。
2.2 目前铆接结构静力失效解决办法
铆接接头静强度失效的解决办法主要从标准、预测模型、使用环境和混合接头开展。标准是考虑工程应用给出的解决方案。预测模型是基于基础理论和分析的铆接结构静力破坏预测方法。使用环境是研究铆接接头外部试验失效模式因素。混合接头是一种新的连接方式,是一种改善铆接接头静态性能的解决方案。
为解决金属铆接接头的静态失效问题,制定了相关的静强度设计标准。Manes等[5]认为,铆钉和孔上(轴向载荷)给出的最大静强度是金属材料紧固件设计过程中的指导标准。
为预测铆接接头失效,提出了接头的静强度表征技术,特别是基于工程实际应用的半解析预测方法[4]。在这些半解析模型中,残余应力、制造变量等设计参数起主导作用,应综合考虑,并通过试验获得各种经验。如:(1)铆钉固定时孔膨胀引起的板材残余应力对接头静强度有显著影响[4];(2)挤压力和公差补偿了极限强度降低;(3)在FML中,薄板在承受较大变形的情况下,极限强度降低可达25%以上;(4)在薄板厚度与铆钉直径的小比值下,铆钉在失效模式下的作用需要进一步重视。
除接头因素的影响外,外载荷也被视为影响接头静强度性能的重要因素。在某些情况下,单铆钉强度有限,无法满足强度要求,因此混合接头成为新型结构连接。Chowdhury等[1]通过一系列试验发现,混合接头的好处大于粘结接头和铆接接头的好处。此外,他们得出结论,相对较薄的结构倾向于使用混合接头连接,特别是在修复工作中。
虽然已引入了半分析预测模型等预测技术,但目前仍存在一定的局限性,总结如下:(1)目前的研究仅限于挤压力对铆钉安装后残余应力/应变分布和二次弯曲应力的影响。(2)挤压力对接头静强度、荷载传递、孔周应力场趋势和拉伸载荷作用下的二次弯曲应力的影响尚不清楚。(3)传统铆接工艺中影响静强度的其它因素,如二次弯曲应力和载荷传递,没有有效的研究。(4)新型接头,即混合接头和电磁铆接接头,其特性、影响因素、铆接材料和铆接工艺等方面的研究还不够深入。
3 新型铆接静强度研究
3.1 新结构
新结构指的是混合接头,如粘接铆接接头(如图2所示)。与铆接接头相比,混合接头优势较多,如连续密封能力、更高的强度、更高的刚度及更好的抗剥离和抗冲击性能[11]。铆接接头的破坏过程呈非线性,只有在达到最大载荷后才会发生破坏。粘接的承载能力高于铆接,与载荷呈线性关系,粘接接头在达到最大载荷后直接失效。相比之下,混合接头的承载能力高于铆接接头和粘接接头,在达到最大承载能力后不会直接失效,因此具有两种单一类型接头的优点。Chaudhari等[9]得出结论,与铆接接头和粘接相比,混合接头能够承受更高的载荷。将粘接后的混合接头引入铆接,其静强度性能优于单铆接接头。此外,在飞机结构维修中,混合连接比粘接连接更有效。类似的结论也可以在其他文献中找到[10]。
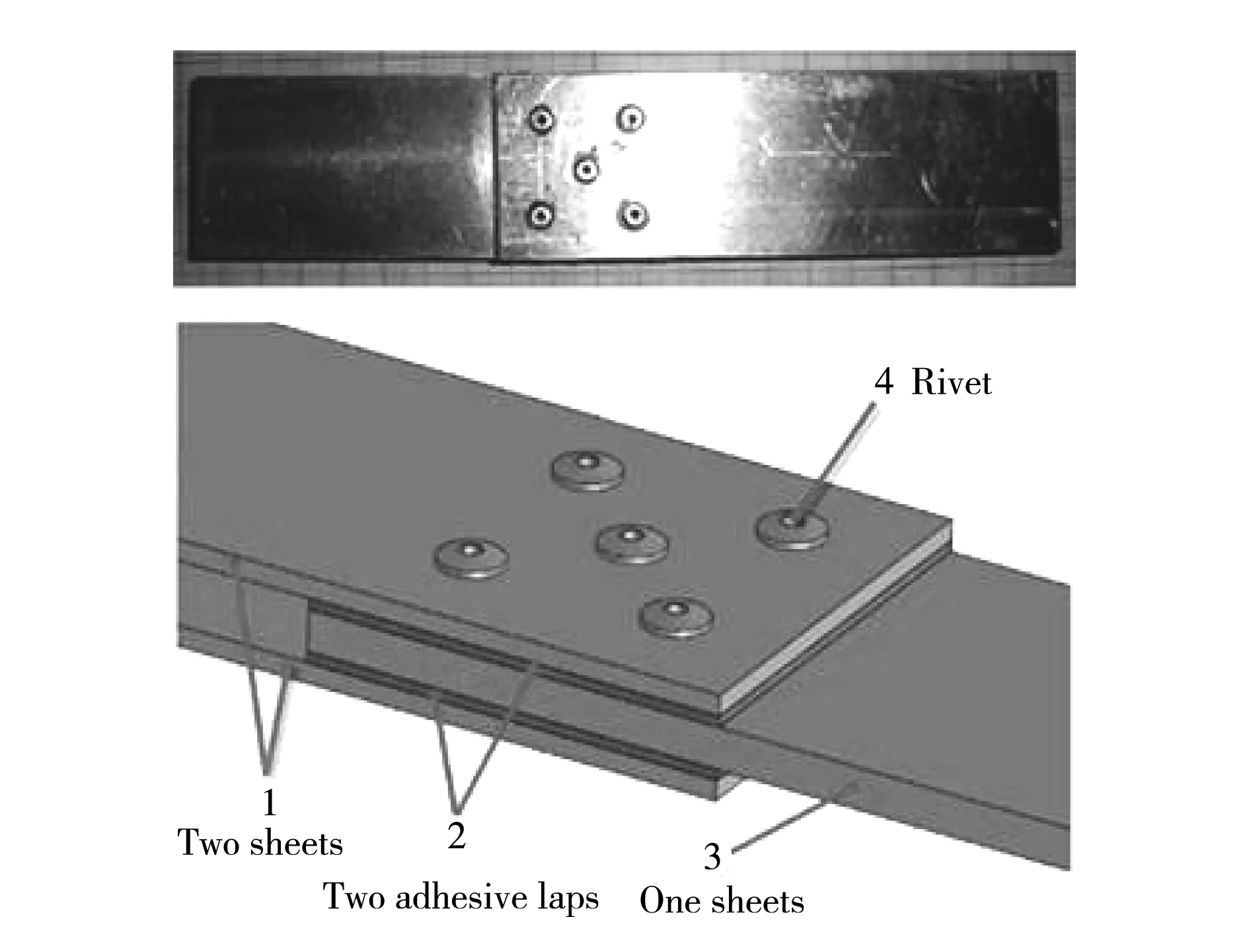
图2 混合接头实例
目前,混合接头的应用仅限于飞机结构维修,在飞机装配和制造中的应用并不多[11,12]。此外,对混合接头影响因素的研究较少,对混合接头影响因素的研究还有待进一步深入。
3.2 新工艺和新材料
由于钛合金和复合材料对强度重量比的要求很高,钛合金和复合材料在航空工业中得到了广泛的应用。新材料成形难度大,这给铆接工艺带来了挑战。电磁铆接技术,特别是低压便携式电磁铆接机发展迅速,应用广泛[3]。
钛合金能够显著提高铆接接头的静强度,考虑到钛合金铆钉难以成形,需采用电磁铆接技术来实现铆接成形[2],电磁感应也能为钛合金铆钉的成形提供足够的挤压力。图3所示为电磁铆接在钛合金及复合材料结构中的应用,传统的铆接工艺由于干涉的不均匀性,在铆钉成形过程中容易造成复合材料结构严重的分层损伤,限制了其在复合材料结构连接中的应用。为了减少损伤,目前复合材料结构主要采用螺栓连接而非铆接,这导致结构超重,成本提高。电磁铆接具有干涉均匀的优点,可以通过减少铆接损伤来实现复合材料结构的铆接,显著降低接头的重量和成本。
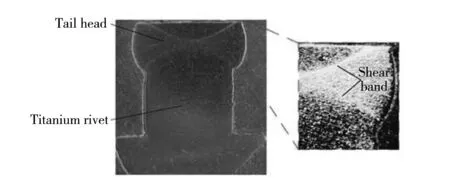
(a)钛合金铆钉
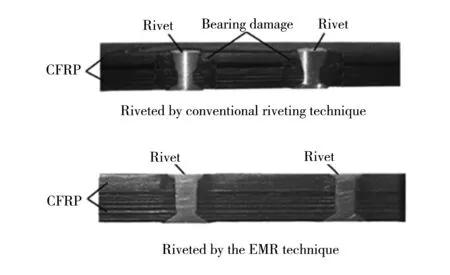
(b)复合材料铆接结构图3 电磁铆接在钛合金及复合材料结构中的应用[2]
Zhang等[13]用F6 mm钛合金铆钉进行了电磁铆接试验,并分析了接头的静强度特性。高速变形的驱动头分别能承受9.9kN的剪切载荷和12.5kN的拔出载荷,接头具有较高的过盈配合质量。电磁铆接工艺可以在环境温度下用于难变形材料铆接[13]。
相关学者对新型材料和结构接头的静强度进行了深入研究。然而,由于铆接中引入了新材料、新结构和新工艺,对影响接头静强度的因素还需要进行定量的研究。
4 总结与未来研究
4.1 小 结
与汽车工业等民用领域相比,航空铆接技术发展相对缓慢。推动铆接技术发展的因素是材料,为满足新材料的连接要求,传统的铆接技术有待改进,这使得电磁铆接技术和自动铆接技术取得了长足发展。本文在回顾铆接技术发展的基础上,对铆接技术发展中存在的问题进行了研究和探讨。
(1)对铆接的各种影响因素,如设计参数、制造变量、载荷传递、残余应力、二次弯曲应力等的研究多为定性研究,这些定性研究相对完整。然而,由于影响铆接静强度的因素较多,且影响因素的机理复杂,对相应因素和静强度的定量研究较少,定量研究大多是针对特定的材料、条件和工艺进行的。
(2)随着新材料、新铆钉结构和新铆接技术的引入,一些新的影响因素如温度等也被引入飞机制造和装配中。新因素与原铆接影响因素的耦合效应尚没有深入研究。
(3)在飞机修理中,混合连接尤其是粘接/铆接接头被引入飞机补片中。混合接头的静力特性有待进一步研究,尤其是在有粘接的情况下,铆接因素对接头静力性能的影响还没有得到充分考虑。
4.2 未来研究
未来的研究工作可能集中在:(1)铆接系数与接头静力性能的定量关系;(2)新材料和混合材料(包括钛合金、纤维增强复合材料和金属纤维层压板)在新铆接工艺下的静态性能表征;(3)混合接头的静态特性。