西门子PLC控制系统在制硝装置生产过程中的应用
2020-01-20张志国
张志国


[摘 要 ]文章主要介绍了制硝装置以西门子PLC为控制核心的控制系统。上位机控制系统软件采用WinCC操作系统,使生产过程中的参数得以实时显示及操作。文章着重介绍了控制系统的实现方式和控制策略以及设备选型,经过长期稳定运行效果显著,具有很好的借鉴意义和推广价值。
[关键词]PLC;WinCC;蒸发罐;硫酸钠
[中图分类号]TF341.4;TP273[文献标志码]A [文章编号]2095–6487(2020)08–00–03
Application of Siemens PLC Control System in the Production
Process of Nitric Oxide Plant
Zhang Zhi-guo
[Abstract]This paper mainly introduces the control system with Siemens PLC as the control core. WINCC operating system is used in the software of the upper computer control system, so that the parameters in the production process can be displayed and operated in real time. This paper introduces the long-term control strategy and control strategy, which is of great significance.
[Keywords]PLC; WinCC; evaporation tank; sodium sulfate
为解决某公司在碳酸锂生产过程中产生的副产品十水硫酸钠的问题,保护厂区生态环境,使生产资源得到科学合理的开发利用,实现公司的可持续发展。同时为了满足市场需求,决定在公司现有厂区内修建副产品无水硫酸钠工程,从而从副产品十水硫酸钠中回收无水硫酸钠,实现十水芒硝制无水硫酸钠,达到厂区生产过程中的资源综合利用。
1 工艺流程概述
项目在碳酸锂生产过程中产生十水硫酸钠(芒硝),芒硝热融后的硫酸钠溶液采用三效真空蒸发制硝工艺,即热溶后的硝水首先进行真空蒸发结晶,然后进行增稠、离心脱水干燥,干燥后的产品送至包装。同时,在三效蒸发过程中浓缩的含氧化锂母液送至氢氧化锂生产装置再利用,达到综合利用的目的。
本工程生产装置由三效蒸发、离心分离、干燥、包装部分组成,布置在生产二车间内。圖1、图2为制硝工艺流程示意图。
2 PLC控制系统
2.1 PLC技术的优点
PLC控制技术不仅具有记录数据、控制顺序、逻辑运算等功能,还能够运用模拟量或者是数字量的方式进行对外的数据的输出和输入,并且在程序中可以编制工艺过程的安全联锁,报警设定[1-2]。
2.2 PLC控制系统主要组成部分
本项目根据目前真空制硝生产工艺的监控技术要求和生产现场有硝尘易腐蚀的特点,本着运行可靠、操作简便、成本低廉的原则,制硝装置的生产自动控制采用可编程序控制器(PLC),辅以部分就地指示仪表,实现对工艺生产全过程的自动化监视和控制,比常规仪表更具有高控制精度及高可靠性、操作直观方便、控制功能完善、控制策略多样及组态灵活、系统扩展容易、调试维护方便等优点。
2.2.1 工程师站、操作员站
工程师站、操作员站配备高品质计算机,采用操作管理层与控制层双网合一的网络结构,操作员站采用全冗余的100/1000 Mbps以太网互冗余热备份,以最大限度地保证生产过程的安全可靠。
2.2.2 过程控制站
PLC控制系统设有一个制硝装置过程控制站,该控制站用于完成数据采集、I/O处理、回路控制和顺序控制等功能,电源、控制器、重要的控制回路I/O均按1:1冗余配置。
主控单元完成面向过程的全部监测、调节和顺序控制运算功能。包括温度、压力、流量、液位的检测、监视、PID调节,各种复杂调节、各种阀门开关、各种电机起停的顺序控制,以及设备运行状态的监视及连锁保护。
2.2.3 电动机控制
电动机的控制信号以硬接线方式接至过程控制系统,实现对电动机的运行进行监控;同时设计时应体现就地、电器柜、系统三地控制,主辅连锁。
2.3 硬件配置
本项目的控制系统中,PLC的硬件配置主要采用西门子S7-400和S7-300系列I/O模块。由西门子S7-400作为主机架,扩展机架由S7-300的I/O模块组成,I/O模块主要包括热电阻模拟量输入模块、常规模拟量输入模块、模拟量输出模块、数字量输入模块和数字量输出模块等。PLC控制系统硬件通过PROFIBUSDP网络连接,再经过以太网交换机,通过以太网连接至工控机。
本项目制硝装置的I/O点数分别为模拟量输入AI为71个(其中铂热电阻Pt100信号为17个);模拟量输出AO为14,开关量输入DI为121个;开关量输出DO为73个。
本工程项目中采用的西门子公司产品型号如下。
(1)中央处理器模块412-2XJ05-0AB0,1∶1在线冗余。
(2)电源模块407-0DA02-0AA0,用于给CPU及各模块供电。
(3)通讯模块443-1EX20-0XE0,用于与计算机进行网络通讯并进行2个CPU之间的冗余通讯。
(4)接口模块153-2BA02-0XB0,用于连接多层配置的机架。
(5)DI数字量输入模块321-1BL00-0AA0,用于采集现场设备的运转及故障状态。
(6)DO数字量输出模块322-1BL00-0AA0,用于控制现场设备的启停。
(7)AI模拟量输入模块331-7KF02-0AB0,用于采集现场设备的液位、流量、压力、重量信号。
(8)RTD热电阻输入模块331-7PF01-0AB0,用于采集现场设备的温度信号。
2.4 软件配置
本项目的控制系统中,采用西门子STEP7作为下位机编程软件,采用SIMATIC WinCC V6.2作为上位机组态软件。
下位机技术软件平台为SIMATICSTEP7,进行硬件组态、控制程序编制,可达到强大的工艺及操作功能的组态及管理。
上位机组态技术软件为SIMATIC WinCC V6.2系统,主要用于完成过程监控、与PLC通讯、标准接口、编程接口、报表设计、变量记录、报警存档等功能[3]。
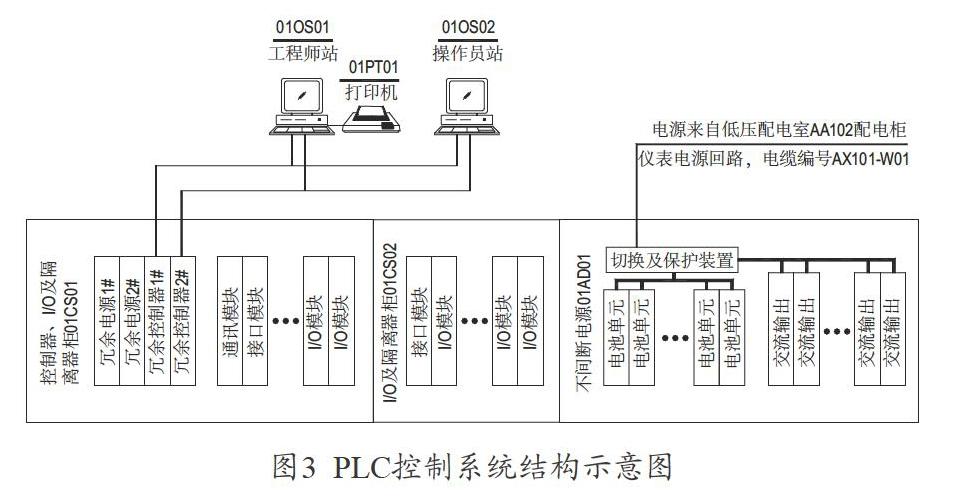
2.5 PLC控制系统结构
制硝装置过程控制站内部设置工程师站(兼操作员站)、操作员站、打印机、工业级不间断电源系统(UPS)及相应的操作台、机柜。PLC控制系统结构示意图如图3所示。
(1)控制站配置互为热备冗余控制器2台。
(2)工程师站1台,用于系统工程管理,如控制回路组态,画面生成,报表生成以及过程趋势和参数的整定等。该工程师站具有操作站所有的功能以便在日常生产时作操作员站使用。
(3)操作站1台,用于显示系统位号、流程画面,程序连锁图、系统参数报警和打印相关报表,并且能够很方便地转换为工程师站用以组态。
(4)打印机(A3纸)1台,用于打印报表及事件报警信息和屏幕拷贝。
(5)工业级不间断电源系统(UPS)1台,本项目的UPS主要有2个作用:一是应急使用,防止突然断电而影响正常生产,可以保证制硝装置安全停车;二是消除市电上的电涌、瞬间高电压、瞬间低电压、电线噪声和频率偏移等“电源污染”,改善电源质量,为控制系统提供高质量的电源。
3 PLC控制系统功能
本系统的自动控制功能主要分以下几个部分。
3.1 一效、二效、三效蒸发室的卤水液位自动控制
在真空蒸发制硝装置生产过程中,蒸发罐的液位调整对产品质量起重要作用,它的好坏直接影响盐的质量和产量[4-6]。为了保证每一效蒸发罐的卤水的液位稳定,每一效进料通过相应的液位调节阀在下循环管进行,使每一效液位在正常液位的±0.5m范围内。每一效液位和密度测量采用2个法兰远传压力变送器进行测量,但由于液位变送器测量出的数据不仅与实际液位高度有关,还与蒸发室内卤水的比重成正比,卤水的比重将直接影响液位变送器的测量精度。
3.2 一效加热室的蒸汽压力自动控制
为了保证一效加热室的蒸汽压力恒定为400 kPa,通过调节在进一效加热室的蒸汽管道上的调节阀开度实现,一般要求加热室蒸汽压力在设定值的±20 kPa范围内,蒸汽压力采用压力变送器进行测量,操作员设定一效加热室的蒸汽压力,通过PID模块自动调节饱和蒸汽调节阀的开度,从而达到控制一效加热室蒸汽压力的功能。
3.3 干燥系统空氣预热器出口热空气温度自动控制
为了保证干燥系统空气预热器出口热空气温度恒定为155 ℃,通过调节在干燥系统板式换热器热饱和蒸汽进气管道上的调节阀开度实现,一般要求加热室蒸汽压力在设定值的±10 ℃范围内,热空气温度采用热电阻Pt100进行测量,操作员设定空气预热器出口温度值,通过PID模块自动调节饱和蒸汽调节阀的开度,从而达到控制空气预热器出口热空气温度的功能。
3.4 干燥系统旋风除尘器进口空气压力自动控制
为了保证旋风除尘器进风压力恒定为-1 kPa,通过调节在旋风除尘器进口管道上的调节阀开度实现,干燥系统旋风除尘器进口空气压力要求在设定值的±0.3 kPa范围内,空气压力采用压力变送器进行测量,操作员设定旋风除尘器进口空气压力,通过PID模块自动调节进口空气调节阀的开度,从而达到控制旋风除尘器进口空气压力的功能。
3.5 现场设备的远程遥操作控制
现场设备的控制分为就地手动控制和远程遥操作控制,现场设备的电气控制系统通过硬接线连入PLC控制系统,电机启停控制通过电气控制柜的切换开关在PLC控制系统与电气控制柜上进行选择操作方式。同时,电机的运行状态和故障信号也通过硬接线连入PLC控制系统,实现电机的远程监控功能。图4、图5分别为控制回路面板图、现场设备控制图。
4 工业级不间断电源系统(UPS)
本项目有1套独立的在线一体式工业级UPS[7],采用UPAD-III智能型交直流不间断电源系统,主机采用工业级UPS,是真正在线式正弦波结构,能适应恶劣的现场工业环境,为PLC控制系统和现场仪表提供高可靠性的交直流净化电源。PLC控制系统各设备及220VAC现场仪表等电源由不间断电源柜供电,24VDC现场仪表电源由PLC控制系统内部电源供电。
5 结束语
在本项目中,采用西门子PLC与组态软件的结合应用的控制方式。PLC控制系统投用后对生产水平的提高奠定了坚实基础,使得整个项目从设计、选型、安装、调试到系统的正常投运,现场的大量信号能及时准确的采集与输出控制,各回路的控制都可以投入到自动PID控制模式,且控制效果良好。
该系统控制对象中,各效蒸发罐的卤水液位是十分重要的参数,要求有较高的控制精度和可靠性,但由于控制对象滞后时间很大,在真空制硝装置生产过程中的控制效果有待进一步提高。
参考文献
[1] 陈乐,杨光.西门子PLC在烟气脱硫脱硝系统中的应用[J].科技创新与应用,2017(24):145-148.
[2] 谭建一.PLC控制技术在煤矿生产中的应用[J].科技创新与应用,2017(1):128.
[3] 周红燕.PLC控制在膜法除硝装置中的应用[J].中国氯碱,2012(12):32-33.
[4] 郭阳光.差压式变送器测量蒸发罐液位存在的问题及解决办法[J].中国井矿盐,1995(2):48-49.
[5] 秦可.浅议真空制盐工程仪表的安装调试及保护[J].中国井矿盐,2005(3):33-35.
[6] 邹丽君.仪表控制系统的发展[J].中国井矿盐,2006,37(1):33-34.
[7] 顾志国.DCS系统中供电电源的设计及UPS的选择原则[J].新疆电力技术,2010(4):80-81.
[8] 程学稳,李豫南.DCS集散控制系统的接地保护[J].大众用电,2006(8):36-37.
[9] 王耀南.智能控制系统[M].长沙:湖南大学出版社,2006.