大螺距螺纹及多头螺纹的检测方法探讨
2020-01-17林士腾
林士腾
深圳市计量质量检测研究院 广东 深圳 518000
各行业应用技术与设备的革新与进步,有效促进了社会生产力的发展,也使人们对机械生产中各项细微环节更加重视,而螺纹作为机械制造构建中的重要影响因素,对螺纹检测方法的革新与优化已经成为一种必然趋势。在研究与生产实践中,如何对螺纹的各项参数形成有效检测,通过技术改进提高其应用性能,值得我们更为深入的探索。
1 螺纹的几何参数
所谓螺纹,指的是在圆锥或者圆形构件之上,沿着所设置的螺旋线而形成,且具备完全相同剖面的一种连续性沟槽或者凸起。依据螺纹的主要用途,可以将其分成连接型、密封型以及传动型三个大类,在实际工程应用中起到不同的作用。而从螺纹外观方面来说,可以将螺纹划分为标准螺纹以及特殊螺纹两大类。其中,标准螺纹主要有普通螺纹、梯形螺纹以及管螺纹等,有着良好的通用性与互换性特征,被广泛应用在各类工业用途。相比之下,特殊螺纹的外部形态更加特殊,主要有矩形螺纹以及端面螺纹等,通常用在具有特殊需求的机械结构当中。就目前各行业机械制造的整体需求来说,对特殊螺纹的应用技术要求相对更高,给相关生产与测量工作都带来了更大的难度。标准螺纹的应用范围更加广泛,而其中普通螺纹所具备的基本牙型对其基本尺寸进行反映的主要依据,其它类型螺纹的基本牙型可以看作为以普通螺纹为基础做出一定适应性调整,因此与普通螺纹之间具有较强的相似性。将螺纹原始三角形顶部位置截除其高度的1/8,将底部截除1/4,所获得螺纹理论牙型便称之为基本牙型。螺纹的几何参数主要包括大径、中径、小径、螺距、单一中径、牙型角以及旋合长度等。
螺纹的连接需要体现出良好的互换性,同时具备优质的旋合性与连接强度。因为在螺纹工作过程中,经过旋合后其实际作用发挥主要依赖螺纹牙型角的侧面位置,受力点较为单一,倘若出现内外螺纹牙侧相互接触均匀度较差的问题,会导致螺纹各部负荷分布失衡,从而影响到螺纹配合连接强度。对螺纹所呈现互换性最为重要的决定因素主要包括其中径、螺距以及牙型角。
2 大螺距螺纹及多头螺纹检测方法
经上文的分析可以发现,螺纹中径属于影响螺纹几何参数的重要因素,因此对其加以科学而精准的检测能够为其研发与生产过程提供良好的理论依据。只有在检测工作中选择更具科学性特征的检测方法,才能提高螺纹中径的检测精度与检测效率,对其研究与推广应用起到良好的促进作用。常用检测方法主要包括:①利用螺纹千分尺进行测量。②将三个具备同等直径的圆柱体,即三针,放置于螺纹牙槽当中,随后依据实际精度需求通过千分尺、测长仪以及比较仪等获得M 值,经过分析计算之后最终获得所需螺纹中径的具体数值。③利用工具显微镜以影像法进行测量。④利用工具显微镜采取周切法进行测量。其中,三针法的实际测量精度与测量效果更佳优质,实际检测过程较为便捷,且成本投入相对较低。接下来我们以三针法与单针法为例,探讨对螺纹检测的主要原理。
2.1 三针法 三针法是对外螺纹中径进行精密测量的一种常用方法,因为检测过程所使用的设备和工具较为简单,测量过程具有较强的简便性,而且实际测量精度较高,使其得到大范围推广应用。在实际测量过程中,需要依据螺纹的螺距与牙型角选择三根具有良好精准程度的量针(保证三者直径相等),将它们放进牙槽当中,让量针处于螺纹中径的位置,并与螺纹保持相切的位置关系,如图一所示。随后利用卧式测长仪、外径千分尺等对M 值进行测量,经计算分析间接获得被测螺纹中径。

图一
图一当中的M 表示仪器所给出测量值(单位为毫米),d2表示螺纹中径(毫米),P表示公称螺距,α/2表示牙型半角(°),d0表示最佳三针直径(毫米)。可得式一。对于d0,我们在忽略牙型角偏差给中径数值所形成影响的前提之下,能够得到式二:。将式二代入到式一当中,便能间接获得螺纹中径数值。
而在工作实际中,被测螺纹相应螺距会无法避免的出现一定误差,很难针对其实际需求找到适合的最优三针直径,所以只能选择近似最佳三针。如图二所示。
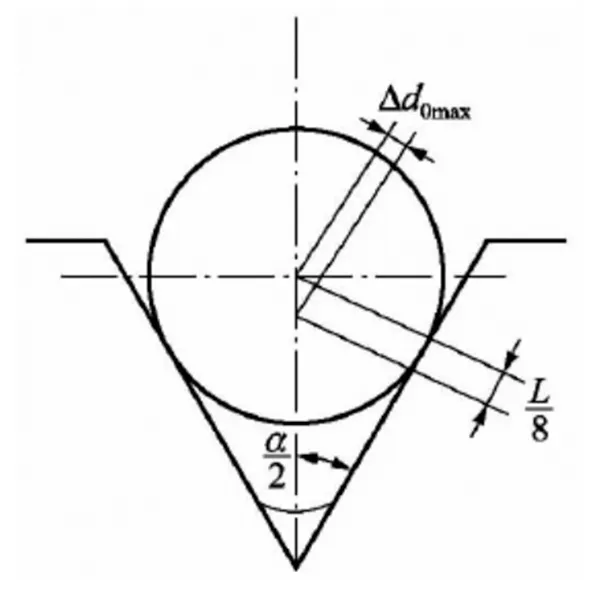
图二
如此一来,便可得出最大变动量。经过分析计算获得普通螺纹(即60°)Δd0max=0.1022P ,其中螺距P易得,将P代入便可求得其最大变动量。如果实际测量过程所使用的量针在直径方面超过最佳直径所设定的变动范围,在(0.505181-1.010363)P之间进行测量具有较强的可行性,但不可避免的导致测量误差问题的出现。式三:Δd0max=0.25·L·tan,使(式四),可以将式一写成d2=M-A(式五)。
大螺距螺纹指的是螺距相对较大螺纹,其螺距大于5毫米,多头螺纹(也称多线螺杆)指的是沿多条处于轴向等距离螺旋线所得到的螺纹。经实证研究可知,放置了两根量针的一侧,其测冒和量针之间会呈现部分接触。在螺距过大的情况下,非常可能出现基体不能同时跟两根量针实现同时接触的问题。而这种情况所造成的后果便是实际测量过程非常有可能出现量针掉落失误而无法进行检测。对这种现象,在检测实践中可以采取单针法针对以上情况螺纹作测量处理。
2.2 单针法 如果在实际检测工作中遇到螺距较大,亦或是多线螺纹等情况,可以将大径作为主要的测量基准,如图三所示。利用单针法,将单根量针放进沟槽当中,通过测量分析获得M1值。为了在检测过程中避免大径、中径形状以及位置误差等相关因素给实际检测精度带来的影响,需要在同一个横向界面的两个相互垂直的位置分别进行一次测量处理,从
在采用单针法针对多线螺纹进行检测处理的过程中,需要将量针依次放在各个沟槽当中以实现对M1值的测量,继而逐个得出每个线相应的螺纹中径。此种检测方法与三针法相比更具其实用性,能够有效避免量针掉落等相关问题出现,因此在实际检测工作中的应用范围较广。
结束语
总而言之,对螺纹各相关参数检测方法的优化与革新具有非常重要的现实意义,值得我们投入更多的时间和精力对其做出更为深入的研究。在日常工作中应该积极探索,对国外的一些先进检测理念与技术加以借鉴,继而与我国各行业生产应用的实际需求进行有机融合,优化螺纹的整体设计与生产效果,通过技术发展与进步为国家经济建设注入源源不断的活力。
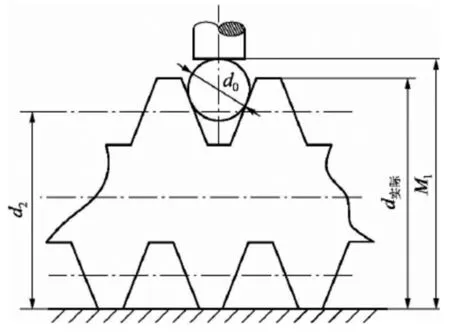
图三