某调距桨螺距振荡控制分析
2012-01-22,,
,,
(1.武汉船用机械有限责任公司,武汉 430084;2.福建省东南造船厂,茂名 350015)
调距桨作为做为船舶航行过程中的重要推进设备,具有安全性高、原理复杂以及制造精密等特点,其安全运行直接关系到船舶安全。本文讨论调距桨调试过程中最常见的螺距振荡现象,分析螺距振荡产生的原因以及解决方法。
1 螺距控制原理分析
螺距振荡现象的主要表现为:螺距围绕在命令螺距附近抖动,当减小电控系统螺距控制允许精度时,振荡加剧;增大电控系统螺距控制允许精度时,振荡减弱,但螺距控制不理想,离给定螺距有较大误差。
调距桨往往通过液压系统推动油缸从而调整螺距,而螺距调整的方式多样。本文主要以目前较为常见的电液比例控制调整螺距的方式为例。舟山名龙78 m三用工作船调距桨设计采用了这种控制方法,即电气+电磁液压比例阀。
1.1 液压系统螺距调整原理
调距桨螺距控制电液比例控制的基本液压原理见图1。
该型调距桨液压系统中,P1为液压泵组,提供螺距控制过程中所需的液压油;DT1为电磁比例阀;V1为液压油缸。控制系统通过发出控制信号调节比例阀开口来调节液压油的流量和方向,从而驱动油缸实现螺距调整。
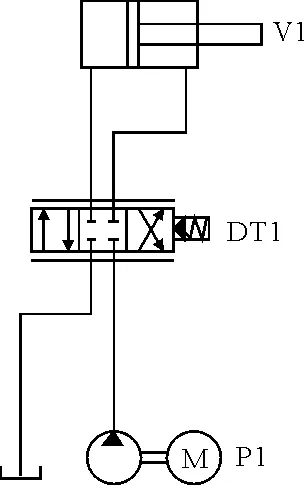
图1 电液比例控制螺距基本原理
液压系统中,电磁比例阀DT1特性见图2。
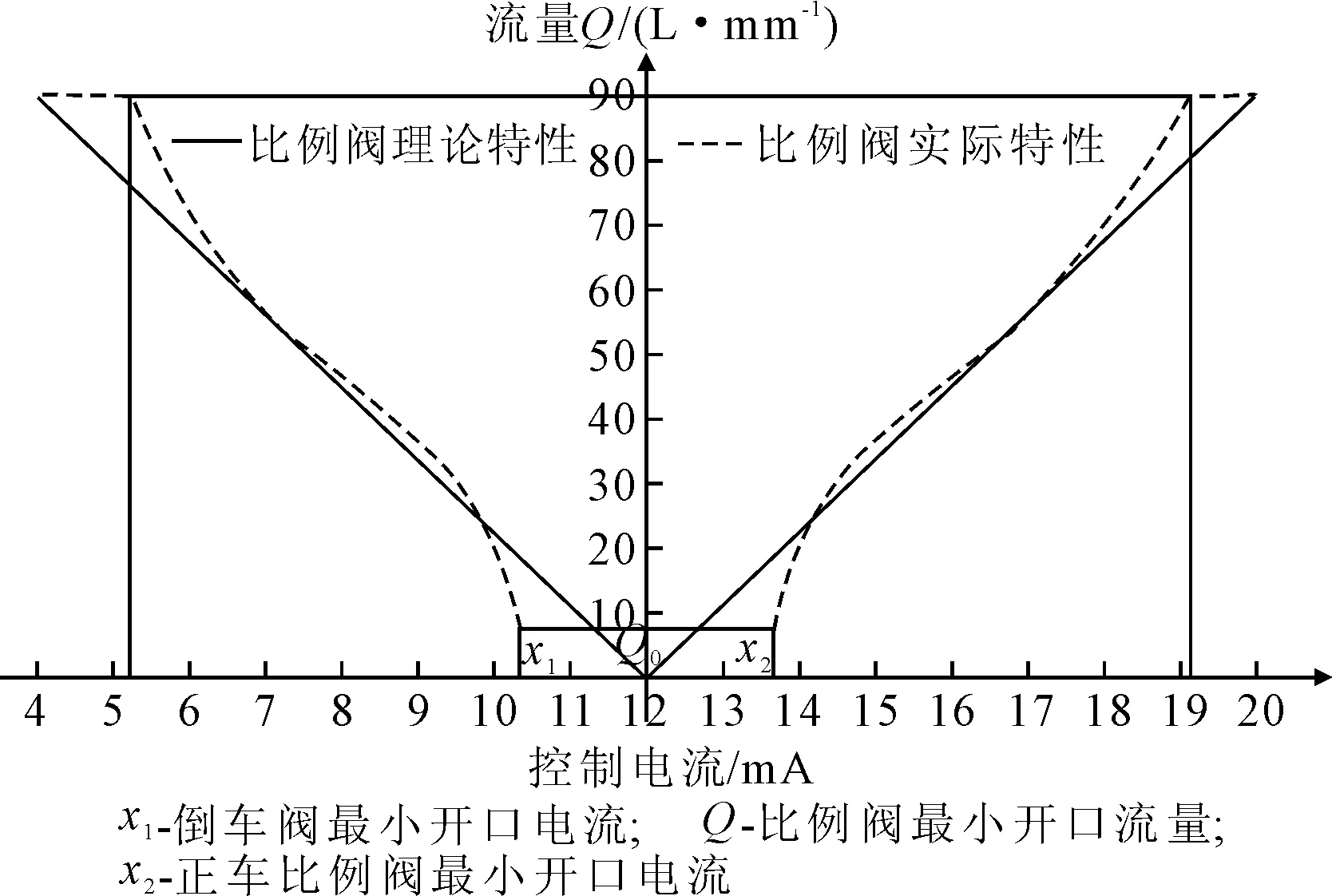
图2 电磁比例阀特性
该阀为双线圈电磁阀,接收4~20 mA电流控制信号。理论上,比例阀为线性比例阀,即比例阀开口随着控制信号的增加线性增大。
12 mA对应中位信号,此时比例阀阀芯位于中位。
4~12 mA对应倒车螺距信号,控制电磁阀的倒车线圈,控制指令越小,比例阀开口越大,流量越大,螺距调整越快。
12~20 mA对应正车螺距信号,控制电磁阀的正车线圈,控制指令越大,比例阀开口越大,流量越大,螺距调整越快。
实际应用过程中,比例阀中位信号往往存在一定死区,比例阀控制信号只有不在死区范围内时,比例阀才会发生动作。且比例阀的线性特性并不是严格意义上的线性。同时,比例阀在刚开启时,其流量往往不为零,有一个最小开启流量[1]。
1.2 电控系统螺距控制原理
而电气控制系统则采取闭环的控制方案,如程序控制逻辑,见图3。
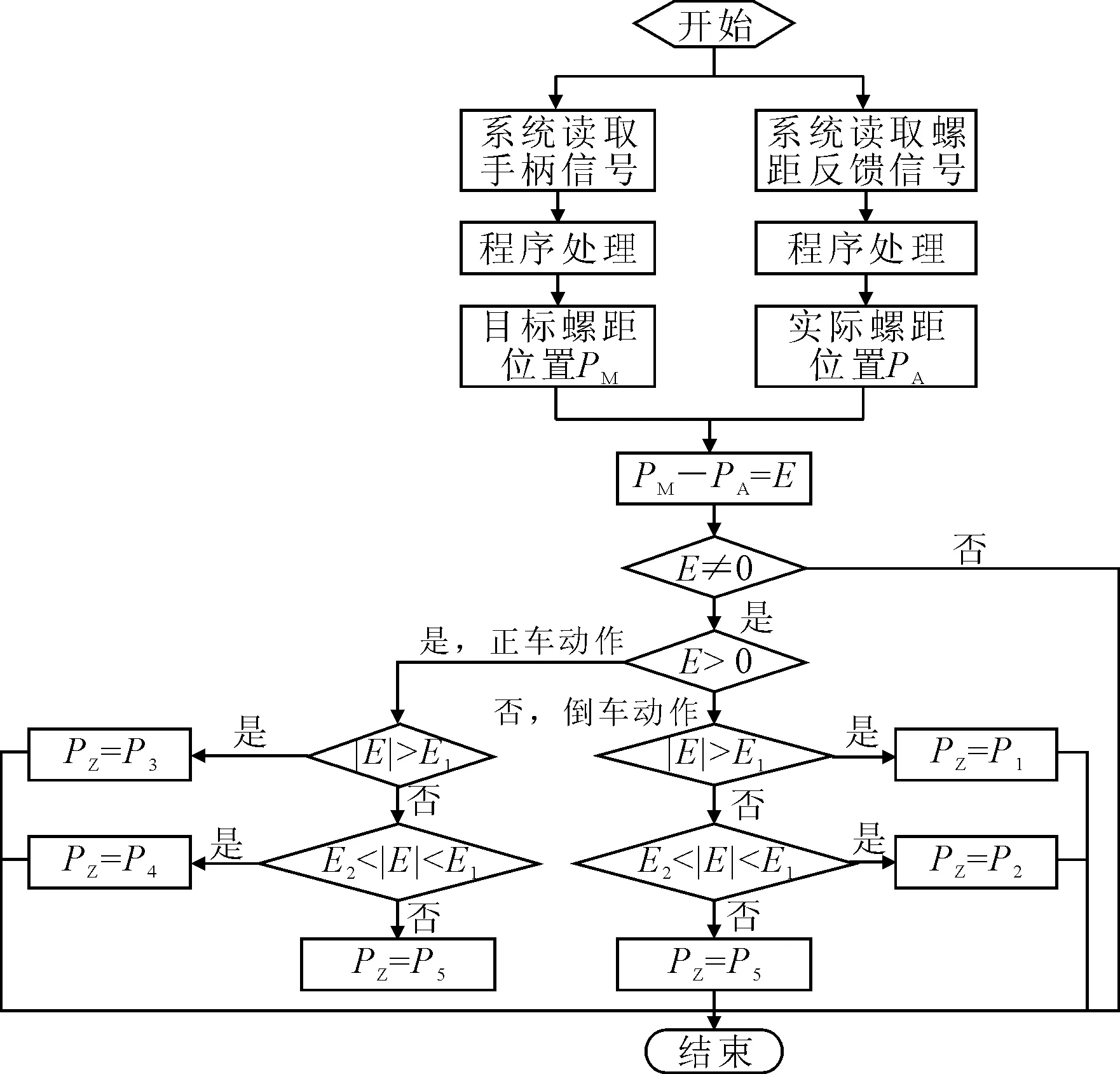
E-目标螺距与实际螺距之间的误差;E1-大误差;E2-螺距允许控制误差;PZ-螺距控制指令;P1-螺距快速倒车指令;P2-螺距慢速倒车指令;P3-螺距快速正车指令;P4-螺距慢速正车指令;P5-阀芯中位控制信号。
图3螺距控制逻辑
该控制逻辑仅考虑螺距调整过程,没有考虑螺距控制中的其它限制条件。
螺距控制过程为,系统程序在每一个运行周期开始时,实时读取手柄位置和螺距反馈信号,并进行相应程序处理后得到螺距目标位置PM和螺距实际位置PA,并得出目标螺距和实际螺距之间的误差E。
E=PM-PA
1)当E=0时,说明此时螺距实际位置与目标位置一致,系统不需要进行调整。
2)当E>0时,说明螺距实际位置小于目标位置,需要进行正车动作。
3)当E<0时,说明螺距实际位置大于目标位置,需要进行倒车动作。
即E≠0时,说明螺距需要调整。
1.3 螺距调整过程
在E>0的情况下,需要进行正车操作。
1)|E|>E1,说明误差较大,此时发出快速调整指令P3,即发出较大的控制信号使得螺距快速调整到给定螺距附近。
2)E2<|E| 3)|E| E<0,需要进行倒车动作,调整过程同上述过程,不再进行说明。 在螺距调整过程中,系统仅用到了比例阀的4个开口位置,即两个快速调整螺距时的比例阀开口位置以及两个慢速调整螺距时的比例阀开口位置。 设开始时,E>0且E2<|E| 若ΔP1足够大,大到本次调整后ΔP1>ΔP+E2,则会出现E<0且|E|>E2。此时,需要进行倒车动作。慢速倒车过程中,系统接收慢速倒车动作指令P2。 如若调整后的螺距调整量为ΔP2,且ΔP2大到满足E>0且E2<|E| 由上分析可知,螺距振荡产生的原因为:比例阀精度与电气控制系统允许精度之间的关系没有匹配正确,导致系统每次慢速调整时的螺距调整量过大,系统需要回调,从而出现振荡。 1)减小慢速调整时的控制指令P2和P4,使得每次调整的螺距足够小,小到每次调整时仅向一个方向(即正车或者倒车方向)进行调整,直到|E| 2)增大系统允许误差E2,使得ΔP1<ΔP+E2,当E2足够大时,系统不会出现振荡。但E2过大的后果是系统误差增大,螺距无法控制在系统运行误差范围内。 因此,解决螺距振荡问题,需要比例阀慢速控制信号与系统允许误差之间的关系匹配,方法如下。 1)通过试验方法检测电磁比例阀最小开口时的正车起动电流I1、最小开口时的倒车起动电流I2以及阀芯中位电流I3。 2)修改程序,使得慢速正车控制信号和慢速倒车控制信号P4和P2对应I1和I2,阀芯中位控制信号P5对应I3。 3)将程序中的控制允许误差E2调整至系统允许最大值。 以上措施能够保证系统调整螺距过程中,在满足螺距控制精度的前提下以最小的调整量慢慢逼近目标螺距。试验过程中,如效果理想,则可适当提高系统允许精度;如发现系统调整时间过慢,则适当加大P2和P4指令值。 采用上述方法使舟山民龙78 m三用工作船调距桨项目的调试过程中所出现的螺距振荡问题得到有效解决。 以上仅仅从电气控制角度提出了螺距振荡现象产生的原因以及解决方法。如上述方法仍然不能解决问题,则需要从其它方面寻找原因。如液压油存在大量空气;液压比例阀开口流量过大,不足以满足系统精度要求;系统存在漏油现象,导致系统压力无法保持等[2]。而这些问题属于机械或者液压方面的制造精度问题,是不能依靠电气控制系统解决的。 [1] 刘 江.PLC在电液比例控制系统中的应用[J].机电一体化.2008(1):75-77. [2] 郑士君.船舶液压系统故障诊断与维修技术[M].北京:人民交通出版社,1996.2 螺距振荡起因及解决方案
2.1 螺距振荡产生的原因
2.2 螺距振荡的解决方法
3 结论
