西门子数控系统数据通信方法
2020-01-16杨柳
文/杨柳
随着计算机技术的不断完善和发展,数控技术的应用也越来越广泛,在数控加工行业当中,计算机辅助制造CAM已经逐步成为程序编程的主流方式。程序在输入机床的过程中,往往因为软件生成的程序数据体量较大,手动输入程序已经不能满足加工的需要,采用CF卡传输其操作过程也较为繁杂,而采用网络端口DNC与计算机PC端直接通信的方式,可以减少数控程序的传输流程。
1 前言
西门子数控系统是当下应用较为广泛的数控机床系统之一,该系统的型号为802D系统,系统配置有CF卡插槽,可以使用CF数据卡进行数控加工程序的输入,但是需要CF卡反复的在机床和电脑之间进行装卸,对于频繁传输程序的场合,使用CF卡传输就显得有些复杂,其程序传输的效率也比较低,且CF卡的传输配件的指针容易损坏,传输程序的数据量受到CF卡容量的限制,直接影响到数控加工程序的传输效率。为了更快速方便的进行加工程序输入,本文采用机床电柜内置的DNC网络端口与计算机网络端口直接连接,设置一条稳定快速的通信路线,使得计算机和数控机床两者可以进行数据交换,提高数据传输的效率。
2 通信连接配置
2.1 硬件连接
数控机床RS232串口通过CAXA软件DNC601-A转换器连接,该端口可以实现网络传输,与电脑PC端的网络接口直接连接。
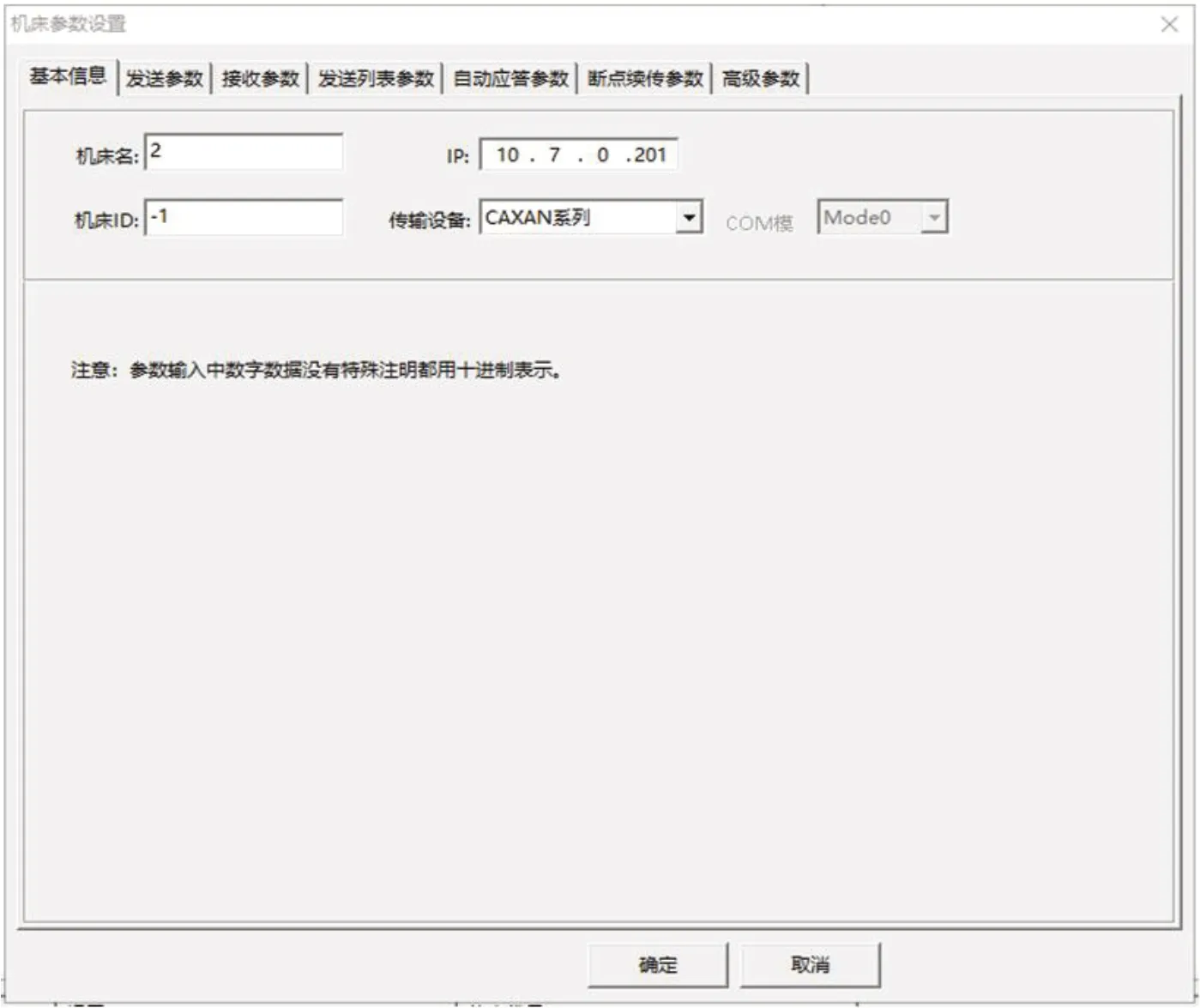
图1:机床参数设置

图2:数控加工程序
2.2 通信软件
实现PC机与数控系统之间的连接,需要安装双方都能识别的通信软件,西门子数控系统可以采用CAXADNC通信软件,CAXA网络DNC管理模块的数据存储结构和对象模型,构架在客户端/服务器体系结构上。通过电子仓库,产品数据集中放置在服务器中,在此基础上,实现数据的集中和共享。CAXADNC通过RS232串口连接线完成机床与电脑之间的数据通信。
2.3 数据传输设置
入到CAXADNC数据接线设备和电脑的接口中,保证在数控程序传输的过程中,数据通道始终在开启的状态。
(2)在电脑中安装CAXADNC数据传输软件,设置软件的通信参数“通信服务器IP为127.0.0.0”。
(3)对电脑的IP地址进行匹配,打开“网络和internet”设置,选择“更改网络配适器选项”,进入到网络连接界面,对以太网的属性进行更改,选择“internet协议版本4(TCP/IPV4)的属性”选项,更改IP地址为10.7.0.201,子网掩码为255.0.0.0,设置完毕后,
(1)将数据传输电缆的两个端口分别插保存设置。
(4)验证机床数控系统与电脑PC端之间通信是否可以连接,在电脑上运行指令“ping10.7.0.201”,如果电脑运行结果显示数据有回复,则表明电脑PC端与机床的数控系统可以正常通信,这也是数据通信的基本保证。
(5)在电脑的CAXADNC软件中设置好对应的机床参数,在基本信息的栏目中需要设置机床排号,IP地址设置要与电脑的IP地址一致,传输设备的选项中选择CAXAN系列,如图1所示。
3 加工程序传输
(1)数控机床的操作模式选为“PROGRAM MANAGER”程序操作管理模式,程序的编辑状态选为“读入”,此时,数控机床的显示屏显示“数据输入在进行中”,表明数控机床已经做好接受文件的准备。
(2)在电脑PC端的CAXADNC软件中单击发送文件,系统弹出“选择传输程序文件”的对话框,定义文件类型为TXT格式,选择需要加工的程序文件,单击确定,选定的加工程序文件传输到数控系统的存储器。
在传输程序文件的过程中,必须保证文件的格式为记事本txt格式,程序文件开头要输入西门子文件传输协议(共两行),传输协议的内容一共两行,第一行为“%_N_XXX_MPF; ”,其中的XXX代表所传输的程序名,第二行为“;$PATH=/_N_MPF_DIR; ”,程序内容如图2所示。
4 结语
通过DNC的数据传输方式,可以避免手动程序输入容易出错的缺点,提高加工程序的传输效率。常规的加工程序传输只需要几秒钟的时间,且程序不易出错,对于需要程序频繁更改的加工场合比较适用,可以提高传输速度,用户也不用增加额外的投入,且程序可以随时进行更改传输和备份。
