疏水材质的斜臂泡沫分离塔回收红薯蛋白
2020-01-13徐艳艳舒婷胡楠李娜吴兆亮刘伟
徐艳艳,舒婷,胡楠,李娜,吴兆亮*,刘伟
河北工业大学化工学院(天津 300130)
分离纯化蛋白质是研究和应用蛋白质的基础,由于蛋白质在溶液中黏性大,易变性,易起泡等特性,分离过程技术难度大,成本高[1-3]。但是,泡沫分离作为一种以气泡为分离介质的技术,已成功实现了蛋白质的分离和回收[4-6]。在泡沫分离中,富集比和回收率是评价其分离效果指标,为了减少后续分离难度以及获得高浓度产品,提高富集比是泡沫分离的关键所在[7]。目前,提高富集比的方法有添加构件、升温和改变塔型[8-10]。不过添加构件会导致大量的蛋白质黏附于构件上,高温会导致蛋白质的变性,因此前两种方法不适用于提高泡沫分离蛋白质的富集比。殷昊等[11]改变常规直塔塔型,利用斜臂塔回收蛋白质,减小了泡沫排液的阻力,富集比是直塔的1.93倍。但是斜臂塔内下壁上积累的液体不易回流至液相,并且蛋白质依然附着在塔壁表面导致回收率大幅下降。
疏水材质表面具有减阻和抗黏附能力[12],可以有效解决上述问题,Hu等[9]将超疏水涂层喷涂于塔壁用于泡沫分离蛋白质,结果表明富集比提高了144%。但喷涂的涂层有脱落现象。所以,试验创新性的直接选用疏水材质聚四氟乙烯作为斜臂塔的原材料,克服涂层脱落的问题,延长使用寿命,从而有利于工业化应用。
红薯是世界上第七大粮食作物,大量的红薯被用来生产淀粉[13]。而红薯淀粉的生产过程会产生大量的废水,废水中的红薯蛋白能降血脂、增强免疫力、延缓衰老和抗癌等功效,是一类高价值资源,若该废水直接排放,不仅造成水体富营养化还会造成资源浪费。
以红薯淀粉工业废水中的红薯蛋白为物系,首先研究了塔壁材质和塔型对泡沫分离红薯蛋白富集比的影响,然而,富集比的升高必然会导致回收率的降低,在新型分离塔的基础上再研究操作参数泡沫分离红薯蛋白分离效果的影响,最后旨在开发一种工艺高效地富集和回收红薯淀粉废水中的红薯蛋白。
1 材料与方法
1.1 试剂与药品
红薯,市售;盐酸,氢氧化钠,亚硫酸钠购于天津市风船化学试剂有限公司,考马斯亮蓝购于北京定国生物技术有限公司,牛血清白蛋白购于天津蓝星生物技术有限公司。所有试剂均为分析纯级别。
1.2 仪器与设备
PHS-3 C型pH计,杭州奥利龙仪器有限公司;FA 1204 B型电子天平,上海精密科学仪器有限公司;VS-1500 YJ高速组织捣碎机,无锡沃信仪器制造有限公司;TDZ 5-WS型离心机,长沙湘仪离心机技术有限公司;725 N紫外可见分光光度,上海精密科学仪器有限公司;DFA 100型泡沫分析仪,德国克吕士公司。
1.3 红薯淀粉生产废水的制备
红薯经清洗、去皮、切块后按料液比1︰6(g/mL)加入破碎液(Na2SO3,0.01 mol/L),利用高速组织捣碎机充分破碎,三层纱布过滤去除大部分滤渣,静置1 h,以4 000 r×min-1离心20 min,上清液即红薯淀粉生产废水,红薯淀粉生产废水的水质情况如表1所示。
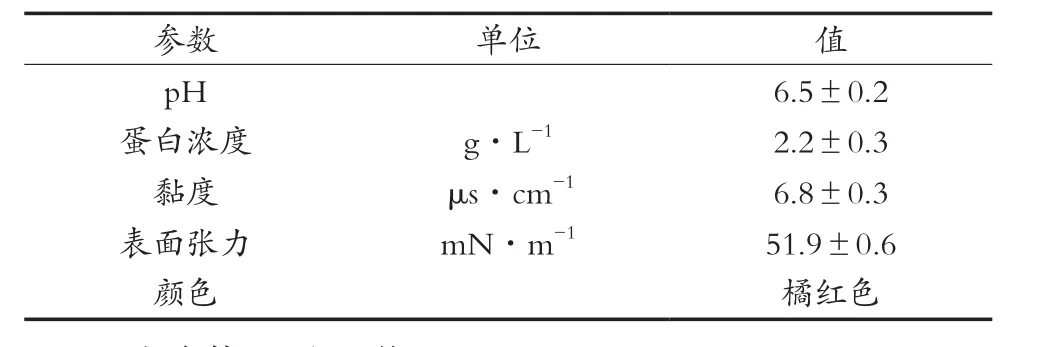
表1 红薯淀粉生产废水的水质情况
1.4 试验装置及工艺
图1为试验装置图,选用内径40 mm,竖直部分高度为500 mm的玻璃管,倾斜部分长为300 mm的聚四氟乙烯管为试验塔,而倾斜部分长为300 mm的玻璃管为对照塔。图中α为倾斜泡沫相的倾角,即倾斜泡沫相偏离竖直方向的角度。空气由空气压缩机泵入,由转子流量计调节,通过塔底安置的一个孔径为0.125 mm玻璃气体分布器鼓入泡沫分离塔内。泡沫由泡沫分离塔顶部流入到泡沫收集器中消泡得消泡液。
泡沫分离用富集比(E)和回收率(R)来评价,富集比和回收率的计算如式(1)和(2)。
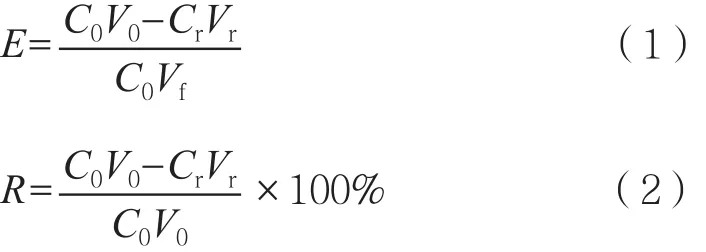
式中:C0和Cr分别为初始原料液和残留液中红薯蛋白的质量浓度,g·L-1;V0、Vf和Vr分别为初始原料液,消泡液和残留液体积,L。
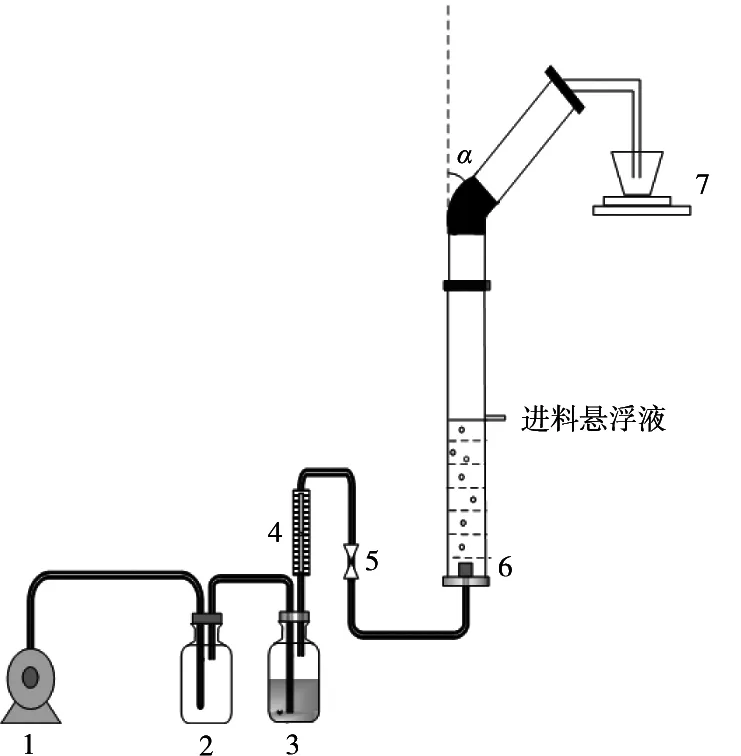
图1 试验装置示意图
1.5 红薯淀粉生产废水中蛋白含量的测定
以牛血清白蛋白(BSA)为标准蛋白,用考马斯亮蓝法测定红薯淀粉生产废水中蛋白的浓度[8]。测得BSA的标准曲线为A=0.009 95C+0.036 45,R2=0.999 5,其中A为吸光度;C为蛋白质量浓度,g·L-1;R2为线性相关系数。
1.6 上升泡沫的塔顶出口持液率测定
泡沫从塔顶溢出时记为起始时刻,每1 min收集一次消泡液,直到消泡液体积至恒定。对消泡液进行称重以及消泡后测其体积,计算1 min内的出口泡沫的持液率,计算如式(3)。

式中:ε为泡沫的持液量;Vl为1 min所接到的消泡液体积;Vg为相应时间内通入塔内气体的体积,Vg=gt,g为气体体积流量,t=1 min。
1.7 气泡直径的测量
气泡直径采用照相进行测定。用数码相机(Nikon CooLPLX P600)抓拍透明塔壁上的气泡,然后通过Scion Image软件测量气泡直径。气泡直径按公式(4)计算。

式中:n为气泡个数,其中n³200,di为第i个气泡的直径。
1.8 数据统计分析
试验的每个数据点均重复至少3次试验,最终的试验数据是多次重复试验结果的算数平均值,并且试验误差由误差棒表示。
2 结果与讨论
2.1 塔壁材料和塔型对分离效果的影响
在本节中,为了确定塔壁材料和塔型,研究了有机玻璃直塔、有机玻璃斜臂塔(倾斜角为30°)、聚四氟乙烯直塔、聚四氟乙烯斜臂塔(倾斜角为30°)对泡沫分离红薯蛋白富集比和回收率的影响。在温度25 ℃、气体体积流量200 mL·min-1、气体分布器孔径0.125 mm、装液量400 mL的条件下进行试验,结果如表2所示。
由表2可知,对于同种塔型不同塔壁材料的泡沫分离塔,疏水材质的泡沫分离塔红薯蛋白富集比更高,回收率变化不大;对于同种塔壁材料不同塔型的泡沫分离塔,斜臂塔的红薯蛋白的富集比更高,回收率有所下降,更重要的是,两者都采用时,即用聚四氟乙烯斜臂塔,泡沫分离红薯蛋白所得的富集比最高。富集比升高是疏水材质和塔型都强化了排液过程,泡沫相持液量降低,使得消泡液中红薯蛋白浓度增加,因此红薯蛋白的富集比提高。同时,在排液过程中,更多红薯蛋白会随部分间隙液一同回流到主体液中,从而从残液排出,造成消泡液中红薯蛋白总量降低,所以红薯蛋白回收率下降。考虑到红薯蛋白的高富集比,以下试验选用有机玻璃斜臂塔为对照塔,聚四氟乙烯斜臂塔为试验塔。下文对操作参数进行研究,为了得到高富集比和回收率的泡沫分离工艺。
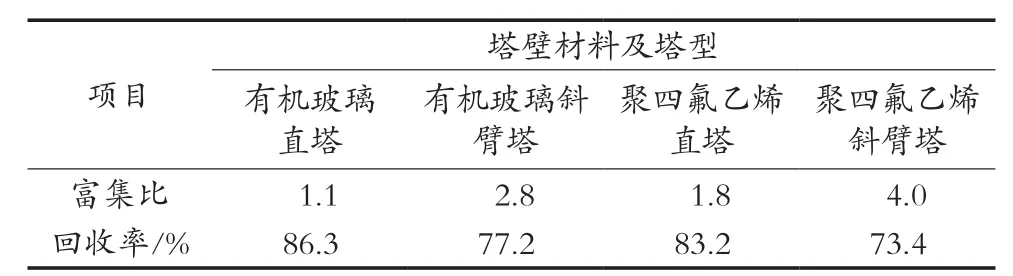
表2 塔壁材料及塔型对分离效果的影响
2.2 pH对泡沫分离效果的影响
pH是影响泡沫分离效果的重要因素之一,因为pH能影响蛋白质的—COOH、—NH2基团的去质子化和质子化从而影响蛋白质分子表面的静电荷,而影响蛋白质分子的表面活性[14]。因此,试验先研究pH 3~8的范围内红薯淀粉生产废水的起泡性(泡沫高度)和泡沫稳定性(泡沫半衰期t1/2),结果如图2所示。
由图2可知,pH在3~8这范围内,红薯淀粉生产废水的起泡性和泡沫稳定性都是先增强后变弱,pH 4时达到最大值,泡沫高度为74.7±3.7 mm,半衰期为970.6±48.5 s。文献报道红薯蛋白的等电点大约在4,在等电点时蛋白质表面静电荷为零[13],蛋白质分子之间因为缺少静电排斥作用,会使蛋白质在气-液界面形成高黏性的蛋白膜[14],阻止气泡之间发生聚并,所以在pH为4时,泡沫稳定性最好。

图2 pH对红薯淀粉生产废水的起泡性和泡沫稳定性的影响
较差的泡沫稳定性难以保证在泡沫分离过程中维持稳定的泡沫相,因此选择3~5作为合适的pH范围进行对泡沫分离红薯蛋白富集比和回收率的影响研究。在倾斜角α为30°、温度25 ℃、气体体积流量200 mL·min-1、装液量400 mL的条件下进行试验,结果如图3所示。
图3表明,随着pH得升高,泡沫分离红薯蛋白的富集比先下降再升高,而回收率先升高后下降。在等电点附近时,红薯蛋白形成的气泡具有较高的稳定性以及较低的表面张力,气泡稳定且不易聚并,消泡液体积较大,因此获得的富集比低。随着pH远离等电点,气泡的稳定性下降,进而提高富集比,然而回收率随之降低。更重要的是,试验塔的富集比明显高于对照塔的,回收率相差不大。因为试验塔斜臂聚四氟乙烯能加速气泡聚并强化内回流,所以富集比明显升高,并且聚四氟乙烯能有效减少蛋白质黏附于塔壁上,所以回收率下降不多,综合考虑富集比和回收率,选择pH 4为最适pH。

图3 pH对红薯淀粉生产废水的回收率和富集比的影响
2.3 倾斜角度(α)对持液率和气泡直径以及泡沫分离红薯分离效果的影响
斜塔中运动的泡沫所受的力可分解为竖直和水平两个分量,水平方向的分量用来推动泡沫的水平移动,竖直方向的力阻碍泡沫排液,在相同的操作条件下,倾斜角不同,水平方向和竖直方向的分力必然不同,泡沫相的排液效果就不同[11]。因此首先研究不同倾斜角度下泡沫持液率和气泡直径,结果如图4所示;接着研究倾斜角度对泡沫分离效果的影响,在倾斜角(α)为15°~75°、pH 4、温度25 ℃、气体体积流量200 mL·min-1、装液量400 mL的条件下进行试验,结果如图5所示。
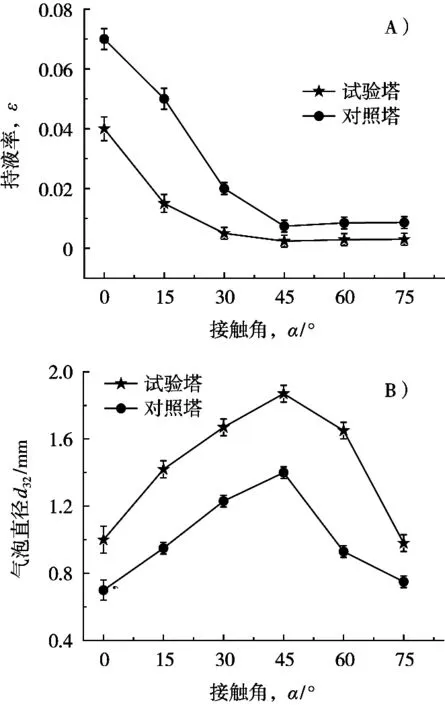
图4 不同倾斜角度下泡沫持液率(A)和气泡直径(B)

图5 倾斜角对泡沫分离红薯蛋白分离效果的影响
由图4可知,无论是试验塔还是对照塔,随着倾斜角α在15°~75°范围内增加时,e先减少后增大,当α为45°时,持液率e到达最小,最小值分别为2.4×10-3±1.2×10-4和7.4×10-5±3.7×10-4,对照塔的e是试验塔的3.0倍。这是因为在泡沫相中,两个流动速率影响着排液速率,而排液速率影响着泡沫持液率。一个是泡沫相中间隙液流动到斜臂塔下表面的速率,另一个是斜臂塔下表面所形成的液体薄膜返回到液相主体的速率。倾斜角α从15°增大到45°,由于Plateau边界通道的网络结构复杂程度减弱使得前者的速率加快,所以持液率不断减小。当倾斜角α大于45°时,由于重力作用在平行于斜臂的方向上的作用力逐渐减少,而泡沫间隙液流动到斜臂塔下表面的速率仍在增大,使得斜臂塔下表面的液体不能及时流回液相开始大量积累,从而大大减弱排液速率,持液率升高。此外,气泡直径d32先增大后减少,所以随着α增大,在当α为45°时,d32到达最大,最大值分别为1.9±0.1 mm和1.4±0.1 mm。因为在强化泡沫排液时,气泡之间的液膜厚度不断减小,加速气泡之间的聚并[15],另外在每一个倾斜角度下,试验塔的持液率都比对照塔的低,气泡直径都比对照塔的大。由于试验塔的聚四氟乙烯管壁具有疏水作用,使得夹带液与疏水管壁表面间的接触角大于90°(如图1所示),极易使得液体薄层在壁面边界出现滑移现象[12]。液体的重力作用和材料表面的疏水性能具有协同效应,有利于降低流体层黏附于壁面的剪切力,进而使得斜臂塔下表面所形成的液体薄膜能快速地回流至液相中,加快泡沫排液,加快气泡的聚并。所以试验塔的持液率比对照塔低,气泡直径比对照塔的大。
由图5可知,随着α的增大,无论是试验塔还是对照塔,红薯蛋白富集比先升高后降低,而回收率则是先降低后升高。在α为45°时,富集比达到最大值,回收率达到最小值。这与上文讨论的随着α的变化,其泡沫持液率以及气泡直径的变化规律相符。当α为45°时,在对照塔中,其富集比为3.0,回收率为75.7%±3.8%;在试验塔中,其富集比为4.6±0.2,回收率为71.4%±3.6%,在当α为45°时试验塔的富集比是对照塔的1.5±0.1倍,回收率是对照塔的94.5%±4.7%。这说明聚四氟乙烯斜臂塔能强化排液,提高了富集比,回收率下降不明显。所以最适倾斜角为45°。
2.4 气体体积流量对泡沫分离红薯蛋白分离效果的影响
气体体积流量不仅决定了气泡在液相和泡沫相的停留时间,而且能影响泡沫相排液[16],因此研究气体体积流量很有必要。在pH 4、温度25 ℃、装液量400 mL、倾斜角45°的条件下,研究气体体积流量200~400 mL·min-1对泡沫分离红薯蛋白分离效率的影响,试验结果如图6所示。
由图6可知,随着气体体积流量的增加,分离红薯蛋白的回收率呈持续上升趋势,而富集比随之下降。当气体体积流量小时,气泡在塔内停留时间长,排液时间充足,消泡液体积较低,回收率低富集比高。当气体体积流量增大,气泡停留时间变短,排液不充分,消泡液体积增加,回收率升高而富集比降低[7]。试验塔与对照塔相比,试验塔的聚四氟乙烯管壁具有疏水作用,所以泡沫中的夹带液大量减少,导致消泡液的体积减少。另外,蛋白质会附着在对照塔塔壁表面影响分离的效果。所以试验塔相比于对照塔,回收率减少不多,而富集比明显升高。但是随着气体体积流量增加,塔壁的疏水效应对泡沫排液的影响减少,所以试验塔和对照塔两者之间的富集比以及回收率之间的差距越来越小了。综合考虑,气体体积流量选择300 mL·min-1较合适。当气速为300 mL·min-1时,红薯蛋白的回收率为80.2%±4.0%,富集比为4.1±0.2,消泡液中红薯蛋白的质量浓度为9.1±0.5 g·L-1。
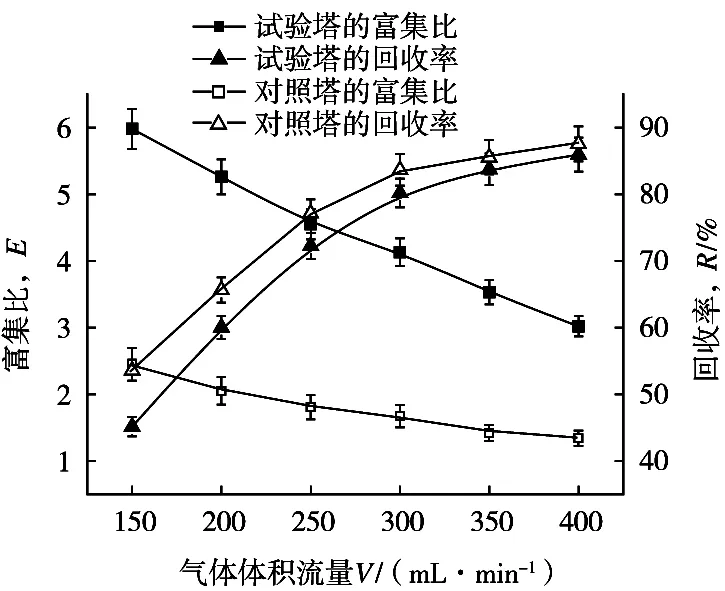
图6 气体体积流量对泡沫分离红薯蛋白分离效果的影响
3 结论
1) 聚四氟乙烯斜臂塔与传统的斜臂塔相比,由于聚四氟乙烯材质的疏水作用,使得斜臂塔下表面所形成的液体在壁面边界出现滑移,可以加快液体回流液相的速度,从而加快泡沫排液。所以聚四氟乙烯斜臂塔的持液率比对照塔的持液率下降了200.0%,并且气泡直径比对照塔的更大。
2) 在pH为4,倾斜角45°,气速300 mL·min-1时,试验塔红薯蛋白的富集比和回收率分别为4.1±0.2和80.2%±4.0%,富集比是对照塔的2.5±0.1倍,最终试验塔的消泡液中红薯蛋白的质量浓度为9.1±0.5 g·L-1。
3) 确定一条最佳的工艺路线,从而实现红薯蛋白富集和回收,对工业化处理红薯淀粉废水做出指导意义。