去除纱疵的在线剪毛纺纱机理分析和实践
2020-01-07姜亚飞王凯付驰宇
姜亚飞 王凯 付驰宇

【摘 要】针对难纺纱线存在纱疵过多、毛羽较长、条干不匀等一系列问题,在纺纱段加装静态刀片、动态旋转刀片,设计在线被动式、主动式剪毛纺纱方法。通过物理受力分析,剖析剪毛纺纱去除纱疵的关键因子,预测纺纱效果。基于理论分析,制备原纱、被动剪毛纺纱、主动剪毛纺纱,对比研究各纱线的表观结构、断裂强力、毛羽指数以及条干均匀度等指标。研究结果表明:与未经处理的原纱相比,被动式剪毛纺纱制备的纱线280%/km的棉结增加了16.35%、1-3mm的短毛羽去除率达2.43%、较长的有害毛羽减少程度达26.27%;主动式剪毛纺纱制备的纱线280%/km的棉结减少42.34%、1-3mm的短毛羽数量降低24.99%、较长的有害毛羽减少程度达17.29%。因此,主动式剪毛纺纱能够有效降低难纺纱线纱疵。
【关键词】纱疵;在线主动式剪毛;在线被动式剪毛;毛羽;不均匀度
【中图分类号】TS 104 【文献标志码】A
Abstract To solve the problems such as excessive yarn defects,long hairiness and high regularity,online passive and active shearing spinning methods were developed by installing static blade and dynamic rotating blade onto the ring spun yarn formation zone respectively. The key factor influencing spun yarn imperfection reduction was analyzed and the effect was predicted by the mechanical force analysis. Based on theoretical analysis,the original spun,passive shearing and active shearing spun yarns were produced and tested for quality items including surface appearance,tensile force,hairiness and irregularities. Experimental results showed that:compared with the untreated yarn,the neps of 280% / km of the yarn prepared by passive shearing spinning were increased by 16.35%,the short hairiness removal rate of 1-3mm was 2.43%,and the longer harmful hairiness was reduced by 26.27%;the neps of 280% / km of the yarn prepared by active shearing spinning were reduced by 42.34%,the number of short hairiness was reduced by 24.99%,and the longer harmful hairiness was reduced by 17.29%,respectively. Therefore,active shearing spinning can effectively reduce the defects of difficult spinning fiber yarn.
Keywords imperfection;online active shearing;online passive shearing;hairiness;unevenness
眾所周知,纱线的疵点以及过长的毛羽对纺织品有极大的危害。首先,纱线的疵点包括:细节、粗节以及棉结[1],其中针对如何减少棉结一直是纺纱过程中有待解决的一个技术难题,棉结不仅直接影响纱线的成纱质量和表观特征,而且对纺纱、染整加工也有负面影响,导致织造的不连续性,特别是在后整理过程中棉结常会引发染色不匀等问题,并最终影响织物的外观[2-3];其次,过多的有害毛羽,不但会因受摩擦脱离纱体,形成飞花,造成环境的污染,并且还会影响织物的外观形态,造成布面降级、降等,工厂和企业的经济效益下降等[4]。然而,对于一些难纺纤维来说,纺纱过程中纱疵过多和毛羽过长是目前很难避免的问题,如:苎麻纤维纺纱[5-6]、低品质纤维纺纱[7]、短绒过多弯钩过多的粗纱原料纺纱[8-9]等。
因此,很多研究者在如何去除纱疵,减少毛羽,提高纱线品质等方面做了广泛的研究:
1)加强梳理,去除短绒和杂质,提高纤维顺直度、均匀度和主体长度[10-12]。如纪洪强[13]认为应强化清梳精三道工序的开松、混和、梳理作用,尤其是提高纤维条的梳理质量,提升生条纤维的分离度、伸直度以及平行度,是降低成纱细小纱疵的基础;但是这种方法对本身就是短绒的纤维或者抗菌纤维以短绒形态存在于纱条中的纤维纺纱并不适用。2)采用新的纺纱方法,如负压集聚原理的紧密纺技术[14-15]。该技术通过减小加捻三角区,使纱条紧密、毛羽减少;但是对于粗特纱、刚度大的纤维纺纱,难以有效集聚纤维须条,细节和粗节减少的程度不大,成纱改善效果差,纺纱应用范围受限。综上所述,在中、粗特纱疵,特别是对一些自身疵点较多的特殊原料纺纱时,纱疵去除难度很大。
针对这一状况,本文建立了在线被动式剪毛和在线主动式剪毛纺纱方法,即在纺纱段根据纱线的加捻情况,设置静态刀片、动态旋转刀片,分别对纺纱段纤维须条表层的纱疵、毛羽进行处理;同时进行对照纺纱实验,对比分析不同实验样本的成纱性能指标;本研究对于改善难纺纤维的成纱质量,提高工厂经济效益,提供了新的思路和借鉴方法,具有一定的参考价值。
1去除纱疵方法的建立和成纱预测
1.1 建立新型去除纱疵系统模型
在线被动式剪毛是利用静态刀片切除纱疵的方法。即纱线受纺纱锭的牵引力向下运动,将单叶刀片固定在纺纱段的某点上,纱线受刀片的摩擦力、支撑力以及最主要的剪切力的作用,使纱体上的毛羽及疵点被动受力,达到切除的目的。
在线主动式剪毛是使用动态旋转刀片切除纱疵的方法。即纱线受纺纱锭牵引力向下运动的同时,高速旋转的锋利刀片利用自身的切割力,将纱体上的毛羽及疵点主动切除。
如图1所示,将静态刀片、动态旋转刀片紧贴纱线,置入纺纱工序后期,即纺纱机前罗拉至导纱钩之间,根据纱线的加捻情况,调节静态刀片、动态旋转刀片的角度和位置。
图1中,1为前罗拉,2为前胶辊,3为纱线,4为导纱钩,5为纱疵,6为静态刀片,7为动态旋转刀片,8为铁网。由图可知在线主动式剪毛纱线的受力段长于在线被动式剪毛纱线的受力段。
1.2纱线受力模型及分析
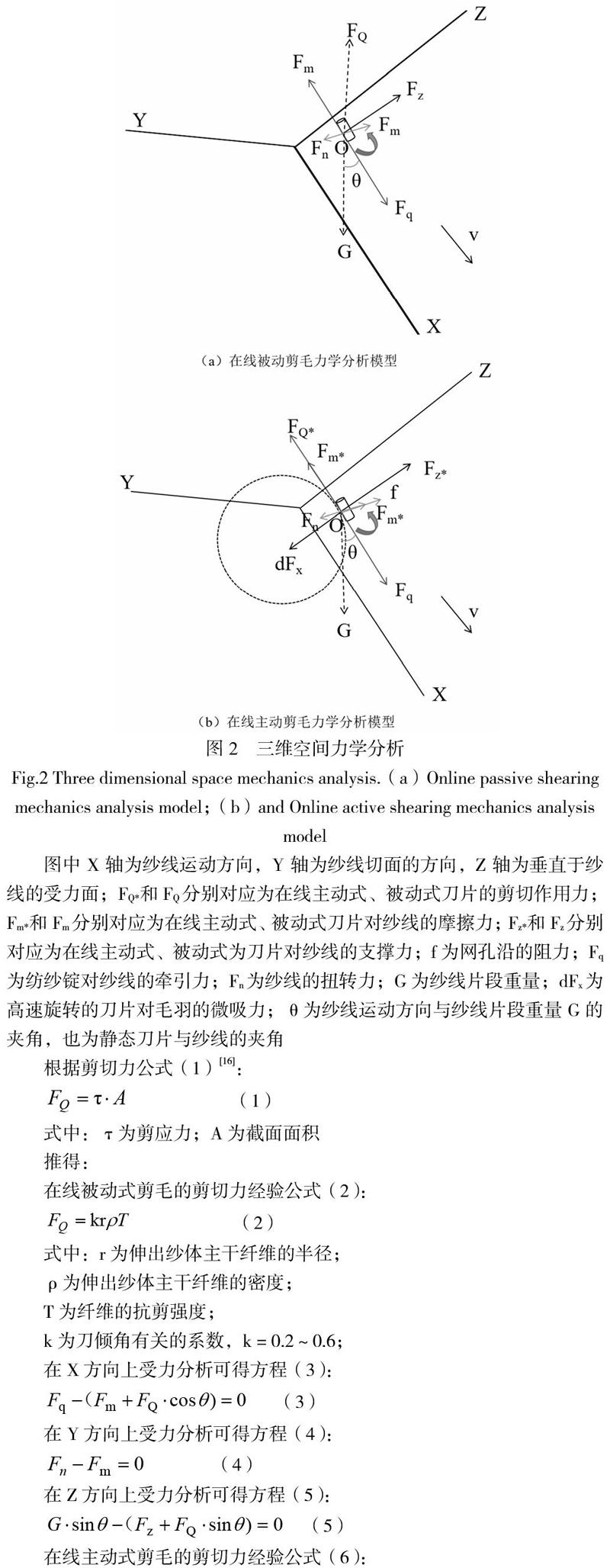
清除纱疵,改善成纱质量,不仅与采用的切除方法有关,还与伸出纱体主干的纤维长度,纺纱锭的转速等密切相关。为给实验提供理论支撑,我们建立了纱线片段的受力模型,比较静态刀片、动态旋转刀片对纱线疵点以及毛羽的受力大小和切除能力,预测其结果,纱线受力分析如图2所示。
图中X轴为纱线运动方向,Y轴为纱线切面的方向,Z轴为垂直于纱线的受力面;FQ*和FQ分别对应为在线主动式、被动式刀片的剪切作用力;Fm*和Fm分别对应为在线主动式、被动式刀片对纱线的摩擦力;Fz*和Fz分别对应为在线主动式、被动式为刀片对纱线的支撑力;f为网孔沿的阻力;Fq为纺纱锭对纱线的牵引力;Fn为纱线的扭转力;G为纱线片段重量;dFx为高速旋转的刀片对毛羽的微吸力;θ为纱线运动方向与纱线片段重量G的夹角,也为静态刀片与纱线的夹角
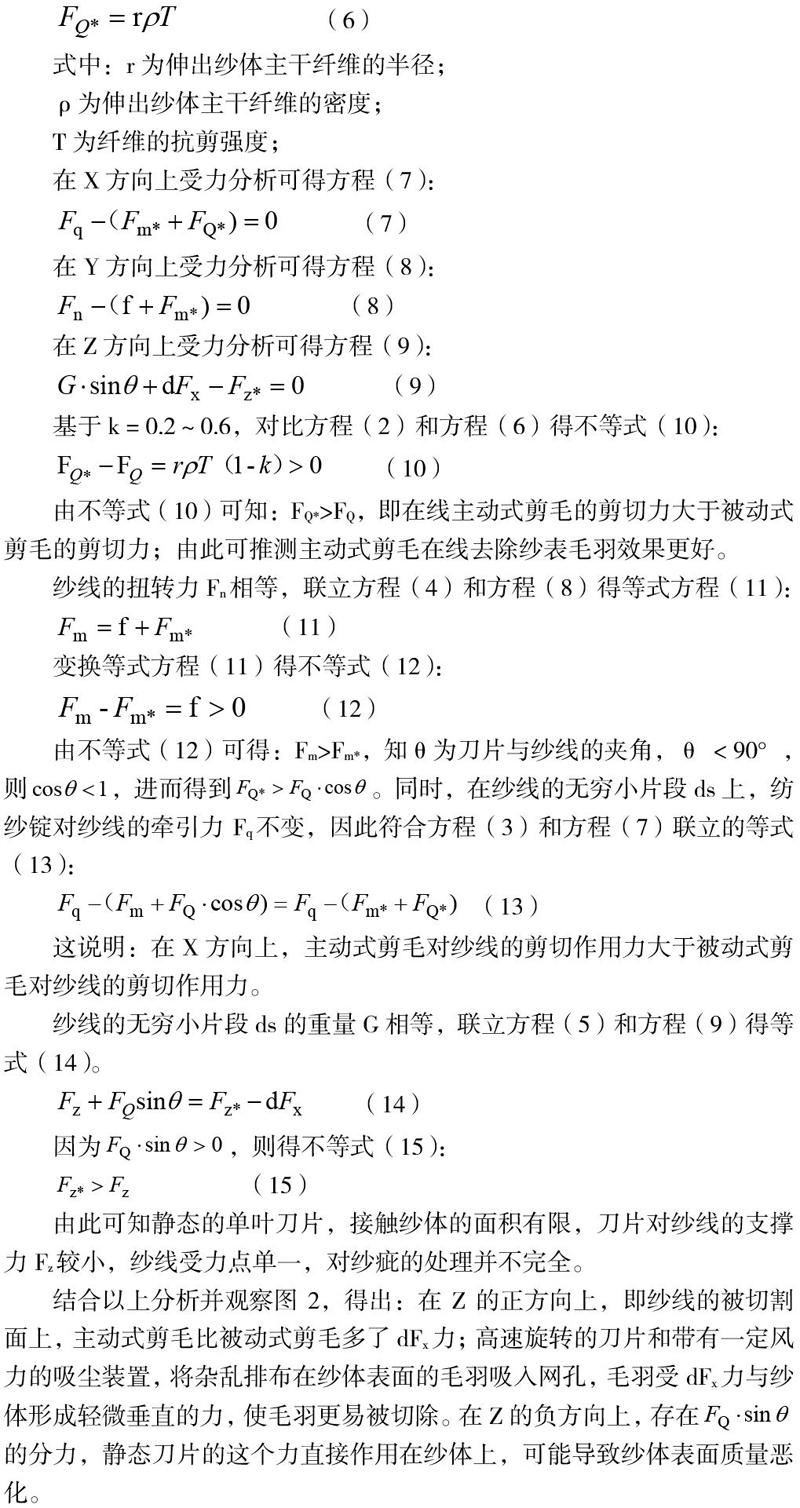
由此可知静态的单叶刀片,接触纱体的面积有限,刀片对纱线的支撑力Fz较小,纱线受力点单一,对纱疵的处理并不完全。
结合以上分析并观察图2,得出:在Z的正方向上,即纱线的被切割面上,主动式剪毛比被动式剪毛多了dFx力;高速旋转的刀片和带有一定风力的吸尘装置,将杂乱排布在纱体表面的毛羽吸入网孔,毛羽受dFx力与纱体形成轻微垂直的力,使毛羽更易被切除。在Z的负方向上,存在的分力,静态刀片的这个力直接作用在纱体上,可能导致纱体表面质量恶化。
此外,动态刀片旋转的速度越快,则受牵引力Fq运动的纱线上某一点的毛羽或疵点,将可能受到刀片两次或多次的剪切作用力,纱疵的清除能力更强。
因此,我们推断在线主动式剪毛对改善难纺纱线的质量可能具有较好的效果。
2实验部分
2.1纱线制备
首先,使用HFX-A2小型并条机将锦纶纤维/皮革抗菌纤维50/50的纱条进行并和,并条机参数分别设置为:输出速度6.00m/min,喂入速度1.99m/min;再采用HFX-A3小型粗纱机加捻卷绕成形,粗纱机参数分别设置为:锭翼转速280r/min,线管转速325.4r/min,前罗拉线速7.0m/min,捻度40.0T/m,总牵伸1.10,捻向Z;最后使用HFX-A6花式纺纱机,将丙纶作为芯纱,纺成包芯纱,纺纱机参数分别设置为:环锭转速8000r/min,前罗线速11.5m/min,捻度695T/m,前区牵伸10.51,总牵伸32.8。
2.2 纱线性能测试
将所有试样在具有标准大气条件下的实验室中放置24小时进行预调湿,然后测试纱线性能。
2.2.1 纱线表观结构测试
使用OLYMPUSDSX510视频显微镜,观察原纱以及静态刀片、动态旋转刀片处理后纱线的表观结构。
2.2.2 纱线强力测试
参照ASTMD 2256—2002《单线法测定纱线拉伸性能的试验方法》,采用Instron3369型万能强力机测试纱线拉伸性能。测试速度为100mm/min,夹持隔距为100mm,每种测试样品数为20个,取平均值。
2.2.3 纱线条干测试
根据GB/T 3292—1997《纺织品 纱条条干不匀试验方法 第1部分:电容法》,采用ME100型乌斯特条干仪测试纱线条干不匀率,测试时间为2min,测试速度为100m/min。
2.2.4 纱线毛羽测试
根據FZ/T01086—2000《纺织品 纱线毛羽测定方法 投影计数法》,采用YG172A型纱线毛羽测试仪测试纱线毛羽,测试速度为30m/min,片段长度10m,实验次数10次。
3结果与分析
3.1纱线表观结构分析
纱线的表观结构可以直接反映出2种处理方法对难纺纤维纱线的毛羽和纱疵的清除能力,测试结果如图3所示。从图中可以看出,未处理的难纺纤维原纱,其疵点主要以黏着在纱线的表面或包裹在纱线中间的形式存在,并且毛羽多且长;在线被动式剪毛处理后的纱线A,疵点有所减少,但毛羽仍然很多;而利用在线主动式剪毛处理后的纱线B,疵点和棉节明显减少,毛羽也有所改善。因此,说明使用在线主动切除的处理方法可以有效提高难纺纤维的成纱质量,使纱体表面光滑。
3.2纱线强力性能分析
由表1可得,在线被动式剪毛和在线主动式剪毛处理后的纱线A和纱线B与未做处理的原纱相比,线密度降低,强力有所下降。这是因为静态刀片、动态旋转刀片在去除纱疵的同时,会将纱线表面的部分毛羽刮去,导致纱线变细,线密度降低;但处理后的纱线A和纱线B断裂强力分别减少了2.72%、5.06%,断裂伸长率下降了2.38%、17.56%,降幅不大,并不会对纱线本身物理机械性能造成过多影响。
3.3纱线条干均匀度性能分析
从表2中可以得出,处理后的纱线A相比未做处理的原纱,其粗节数减少,但细节和棉结均有所恶化;处理的纱线B不匀率下降,细节和粗节有所增加,而棉结减少明显。
棉结主要是由纤维缠结等原因所引发的凸起;静态刀片直接作用在纱体上,然而并未达到清除棉结的作用力,还将其他纤维拉长后纠缠形成新的棉结,导致棉结数量增多。细节和粗节是指包裹在纱线内部的纤维,由于牵伸不匀等原因所造成的纱疵;动态旋转刀片与纱线接触,将纱线表面较为突出的棉结和部分毛羽清除,而包裹在纱线内部的疵点很难被去除。
测试结果表明:处理后的纱线A,200%/km的棉结数基本没有变化,而280%/km的棉结增加了16.35%,400%/km的棉结增加了15.53%;处理后的纱线B,200%/km的棉结数下降了30.98%,280%/km的棉结下降了42.34%,400%/km的棉结下降了42.11%。
3.4纱线毛羽性能分析
露出纱线表面1-3mm的纤维称为短毛羽,长度超过3mm的纤维称为有害毛羽。
根据纱线毛羽去除率公式(16)[17]:
由表3数据通过公式计算,制得表4:
不同长度毛羽去除率通过公式计算并绘图,结果如图4所示:
由表4得到,1-3mm的短毛羽约占毛羽总数的97%,3mm以上的毛羽约占毛羽总数的3%;在线主动式剪毛与在线被动式剪毛对处理纱线的毛羽均有作用;在线主动式剪毛对1-3mm的短毛羽的除去率达24.99%,而在线被动式剪毛对1-3mm的短毛羽的除去率只有2.43%,即在线主动式剪毛对短毛羽除去率是被动式剪毛纺纱的10.3倍;相比在线主动式剪毛,在线被动式剪毛对有害毛羽的去除率略高。
从图4中我们可以看出,在线主动式剪毛对1mm、2mm、3mm以及6-10mm的毛羽去除率高,尤其是8mm和10mm的毛羽去除率达72.41%、85.71%,对4-5mm的毛羽数量减幅度不大;而在线被动式剪毛对4-5mm的毛羽去除率相比之略高。
这是因为纱线表面毛羽纤维外露端越短,其刚度就越大,在同样条件下毛羽就越易被高速旋转的锋利刀片从纱体表面切除,从而减少了1-3mm的短毛羽;而静态刀片的剪切作用力较小,未能切除纱线的短毛羽或短毛羽受力从纱体中抽出但未掉落,导致毛羽减少量较小;4-5mm的毛羽不易进入网孔,去除率不高,所以在线被动式剪毛对其去除率高于在线主动式剪毛;6-10mm较长的有害毛羽,其纤维在纱线内部端较少,在部分摩擦力和刀片切割等力的作用下被抽长拉出,脱离纱体,大部分被清除。
综上所述,在线主动式剪毛优于在线被动式剪毛对纱线短毛羽的处理,而对中等长度的毛羽使用在线被动式剪毛处理较好。
4结 论
本文利用在线被动式剪毛和在线主动式剪毛,处理难纺纤维成纱的表面毛羽和纱疵,对比分析了原纱以及在线主动式、在线被动式剪毛方法处理后纱线的表观结构和性能,得出以下结论:
1)在不影响纱线本身力学性能的情况下,利用物理机械等外力处理难纺纤维纱线的疵点、毛羽的方法,在一定程度上可以改善纱线的成纱质量。
2)在线被动式剪毛纺纱,在改善纱线的条干均匀度方面没有突出的贡献,而对长于3mm的有害毛羽的除去率可达26.27%,有一定作用。
3)在线主动式剪毛处理后的难纺纤维纱线,200%/km的棉结减少了30.98%,280%/km的棉结下降了42.34%,400%/km的棉结下降了42.11%;对1-3mm的短毛羽的除去率达24.99%。总体来说,去除纱疵和毛羽,在线主动式剪毛纺纱优于在线主动式剪毛纺纱。
4)难纺纤维纺纱实验,环锭转速与工厂中毛纺、麻纺等参数接近,对实际纺纱有一定的参考价值,因此,在线主动式剪毛纺纱可以应用于苎麻纤维纺纱、低品质纤维纺纱、中粗纱原料纺纱以及短绒纤维纺纱等纺纱技术中处理纱线表面。
参考文献:
[1]A. Shams Nateri,F. Ebrahimi,N. Sadeghzade. Evaluation of yarn defects by image processing technique[J]. Optik - International Journal for Light and Electron Optics,2014,125(20).
[2]M. H. J van der Sluijs,L. Hunter. A review on the formation,causes,measurement,implications and reduction of neps during cotton processing[J]. Textile Progress,2016,48(4).
[3]唐洁.纱线质量控制中的条干均匀度的测试[J].江苏纺织,2011(09):30.
Tang Jie. Measurement of evenness of yarn evenness in yarn quality control [J]. Jiangsu Textile,2011(09):30.
[4]吴定英.纱线毛羽的成因及控制[J].中国纤检,2018(12):133-134.
Wu Dingying. The cause and control of yarn hairiness [J]. China fibre inspection,2018(12):133-134.
[5]Sun X Y,Guan Y T,Wen G Q,et al. Study on the characteristics of hemp fibres and applications[J]. Textile Research Journal,2001,34:234-237.
[6]付馳宇,王灿灿,夏治刚等.接触式简易嵌入纺技术及其苎麻纱性能[J].纺织学报,2019,40(01):40-45.
Fu Chiyu,Wang cancan,Xia Zhigang,et al. Contact simple embedded spinning technology and its ramie yarn properties [J]. Journal of Textile Research,2019,40(01):40-45.
[7]陈玉峰,陆振挺.短纤维对棉纺质量的影响与控制[J].棉纺织技术,2012,40(02):40-43.
Chen Yufeng,Lu Zhenting. Effect and control of short fiber on cotton spinning quality [J]. Cotton Textile Technology,2012,40(02):40-43.
[8]张亚秋,陈霞,江慧,汪军.基于图像处理技术的弯钩纤维表征[J].纺织器材,2014,41(05):32-36.
Zhang Yaqiu,Chen Xia,Jiang Hui,et al. Characterization of hook fiber based on image processing technology [J]. Textile equipment,2014,41(05):32-36.
[9]陈玉峰.浅析梳理工艺控制短绒棉结的误区[J].纺织器材,2018,45(03):59-63.
Chen Yufeng. Analysis on the misunderstanding of carding process to control linter NEP [J]. Textile equipment,2018,45(03):59-63
[10]Nerurkar S K. Detailed analysis of carding quality and its influence on processing and yarn properties[J]. Indian Journal of Textile Research,1979.
[11]Ishtiaque S M,Chaudhuri S,Das A. Influence of fibre openness on processibility of cotton and yarn quality:Part II-Effect of carding parameters[J]. Indian Journal of Fibre & Textile Research,2003.
[12]彭孝蓉,黄鹤.降低生条棉结的梳理工艺初探[J].棉纺织技术,2011,39(03):9-12.
Peng Xiaorong,Huang He. Carding process of reducing neps in sliver [J]. Cotton Textile Technology,2011,39(03):9-12.
[13]纪洪强.梳理质量对成纱细小纱疵的影响分析[J].棉纺织技术,2019,47(02):51-54.
Ji Hongqiang. Analysis of the influence of carding quality on fine yarn defects [J]. Cotton Textile Technology,2019,47(02):51-54.
[14]Cheng K P S,Yu C. A study of compact spun yarns[J]. Textile Research Journal,2003,73(4):345-349.
[15]夏治刚,徐卫林,叶汶祥.短纤维纺纱技术的发展概述及关键特征解析[J].纺织学报,2013,34(06):147-154.
Xia Zhigang,Xu Weilin,Ye Wenxiang. Development overview and key features analysis of short fiber spinning technology [J]. Journal of textile,2013,34(06):147-154
[16]曹秋霞,杨占尧.对斜刃剪切力计算公式适用范围的分析与探讨[J].工具技术,2000(10):12-13.
Cao Qiuxia,Yang zhanyao. Analysis and Discussion on the application scope of shear force calculation formula of inclined blade [J]. Tool technology,2000(10):12-13
[17]Zhigang Xia. Experimental Investigation on the Effect of Singeing on Cotton Yarn Properties. 2009,79(17):1610-1615.
作者简介:
姜亞飞(1971—),男,本科,学士。主要研究方向为新型纺纱加工技术。
通信作者:
姜亚飞(1971—),男,本科,学士。主要研究方向为新型纺纱加工技术。
(作者单位:1.江苏悦达纺织集团有限公司;2.武汉纺织大学 纺织科学与工程学院)
