变频技术在带钢卷板机上的应用
2020-01-06王刚
王 刚
(本钢板材股份有限公司,辽宁本溪 117000)
0 引言
本钢热轧带钢生产线是本钢的重要生产创效项目,对于提高经济效益有着关键作用。三热轧项目的电气部分有东芝三菱TMEIC 公司的全数字化变频传动装置。其中TMDrive-30/10 是中小容量的交流电机高精度、高效率可变速控制的全数字·矢量控制方式的正弦波PWM 逆变器装置。TMdrive-30 三电位的电压通过PWM 控制,实现了近似于正弦波的电压输出并有效地抑制了高谐波。转矩的波动得到了有效地控制。变频装置是将进线的交流电通过整流器变成三电平的直流电,再由逆变器变成可被电机使用的新交流电。TMdrive-30/10 变频系统逆变单元采用的功率器件是IGBT,整流器采用可控硅,部分采用IGBT。
1 可控硅和IGBT 结构和特性
可控硅由两个PN 节串接构成(图1),相当于两个三极管PNP 型和NPN 型反串联形式接在一起。其特性类似于真空闸流管,国际上通称为硅晶体闸流管,在性能上,可控硅有导通和关断两种状态。可控硅能以毫安级电流控制大功率的机电设备,如果超过此频率,因元件开关损耗显著增加,允许通过的平均电流降低,因此标称电流应降级使用。可控硅可用小功率控制大功率,功率放大倍数高达几十万倍;反应极快,在微秒级内开通、关断;无触点运行,无火花和噪声;效率高,成本低等。可控硅相对于IGBT 而言,是晶闸管的早期产品,IGBT 是后期产品,可控硅容量比IGBT 大。
2 卷板机及其TMDrive-30/10 变频系统
图1 可控硅
卷板机主要由主卷筒、助卷辊、上下夹送辊、压下辊、活动支撑等组成,功能是将轧机轧出的较长带钢单向卷成钢卷,以方便运输和保证带钢质量。为保质量,带钢在卷曲过程中,主卷筒要配合轧机,与轧机出钢速度相匹配,但卷筒速度略大于轧机出钢速度,这样使主卷筒和轧机之间的带钢保持一定的张力来保证卷形。当轧机末架抛钢后,为了继续保证板形,主卷筒升速,直至带钢尾部进卷板机后才减速。但如果主卷筒电机输出转矩过大,那么流过电机的电流过大,使得电机可能出现过流或带钢被拉长,板形不好,影响产品质量,所以在卷板机使用变频系统是必不可少的。卷板区域主要使用的变频装置是TMDrive-30/10 变频系统。
2.1 TMDrive-30/10 变频系统特点
(1)高性能和多功能。采用了功率电子控制专用的微处理器,实现了快速响应功能高性能。可实现各种控制切换。装有高速光纤数据通信装置(TL-S20)。
(2)小型化,易维护。实现盘柜的小型化,采用正面维护构造。
2.2 控制原理
采用二极管钳位,PWM 三电平NPC 电路控制,运用矢量控制理论和直接转矩控制,解决了功率元件的均压问题,电机调速系统的性能和可靠性得到很大提高。
对于由3 个桥臂组成的三相逆变器,根据三相桥臂U、V、W 的不同开关组合,最终可得到三电平变频器的27 种开关模式。三电平PWM的控制指令是主控系统根据U/f 控制或者矢量控制等控制策略得到的空间电压矢量给定值Uri=r(θ),它以某一角速度在空间旋转,其幅值正比于输出电压幅值,其旋转角频率正比于输出电压频率。
2.3 卷板机各辊及相应的变频传动系统
3 号卷板机示意如图2 所示,卷板机各辊及相应的变频传动系统见表1。
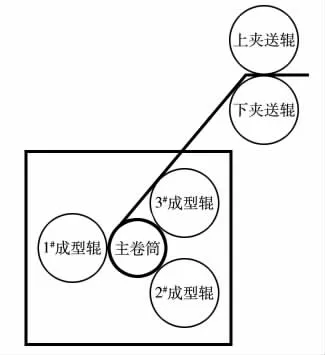
图2 3 号卷板机示意

表1 卷板机各辊及相应的变频传动系统
3 变频系统在卷板机上的应用
卷板机大致分为以下4 种工作状态。
(1)停车状态。卷板机的主卷筒、成型辊、夹送辊都处在静止状态。
(2)待机状态。卷板机在未卷钢时所处的空转阶段。
(3)工作状态。咬钢状态,卷板机处于卷钢时刻。
(4)对中状态。卷板机刚卷完带钢后,钢卷并未从卷板机中取出,而且操作人员手动将钢卷尾部调整到合适位置,然后卸出。变频设备均在上电状态的情况如下。
(1)在第一种状态时,由于卷板机的主卷筒、助卷辊、夹送辊都处在静止状态,所以变频器没有对电机输出功率,无电压输出。逆变单元的功率元件IGBT 的门电路处于封锁状态,IGBT未工作。
(2)在第二种状态时,卷板机处于整体空转状态下,各个电机为低速“爬行”的运行方式。这种状态不要求变频装置对电机有高精度、大功率的输出,变频器只运行在低电压,低频率的工作模式下,相对于工作状态来说,能耗要小很多,有一定的节能作用。
(3)在第三种状态下,还要分为3 种状态来看:①轧机末架F7 刚要出钢,而卷板机正处于“爬行”状态时,F7 一出钢,卷曲变频装置输出的电压和频率逐步提高,卷板机立刻开始升速。当卷板机速度即各个辊的线速度达到F7 出钢速度后,卷板机停止升速,变频器电压和频率输出恒定。F7 开始出钢。②当卷板机刚一咬钢时,变频器的输出功率开始增加,为了保持带钢卷曲质量,在主卷筒和轧机之间要保证一定的张力,所以主卷筒的变频输出电流变大,电压和频率都有所提高,转速也略大一些。③当轧机末架F7 刚刚抛钢时,为了平衡主卷筒的大转矩不使其速度突然变化,逆变器会适当降低输出功率,减小电压和频率来调整卷筒速度。同时为了保证带钢卷形,主卷筒会和上下夹送辊之间建立一个张力平衡。为了张力的建立,夹送辊的逆变器将改变工作方式,上下夹送辊的逆变器将会在电机的带动下,产生制动力矩,产生与原来方向相反的电流,但转动方向并不改变,直至卷钢结束。
(4)在第四种状态时,操作人员要对带钢尾部进行“对中”,这就使主卷筒在助卷辊的帮助下,进行正转反转,逆变器要改变导通角来实现。
4 结论
卷板机各辊的速度、转矩等的变化,都与变频器的压频比的变化是分不开的。大型传动系统TMDrive-30 和辅助传动系统TMDrive-10 能够满足卷板机对电气传动系统的高速响应和高过载能力的需求。同时,变频器的使用提高了设备的使用效率和功率因数。
