电缆厂空压系统节能改造
2020-01-06余德洋
余德洋
(上海华新丽华电力电缆有限公司,上海 201802)
0 引言
上海华新丽华电力电缆有限公司,从“拉丝”→“绞线”→“成缆”→“挤塑”整个电缆生产制程,都离不开空压系统的支持,压缩空气主要用于气动执行元件的运动和线缆表面的吹干等。公司用电量中,空压系统的月平均用电量占总用电量的比例高达23%。在保障生产正常供气的前提下,通过优化改造,实现节能降耗,是一个既有挑战又有意义的方案。
1 现况分析
公司电缆生产设备共计60 台,为满足现场生产需要,空压系统专门配置3 台空压机24 h 同时供气(图1)。3 台空压机分别是1#GA90 变频空压机(功率90 kW,额定工作压力0.8 MPa,最大排气量17.34 m3/min)、GA75 工频空压机(功率75 kW,额定工作压力0.75 MPa,最大排气量13.8 m3/min)和2#GA90 变频空压机(功率90 kW,额定工作压力0.8 MPa,最大排气量15.65 m3/min)。

图1 电缆厂空压机现场配置
由于电缆生产制程的特殊性,“拉丝”、“绞线”和“成缆”前端3 个制程的压缩空气均用于设备气动执行元件的运动(绞体气缸装夹线盘和牵引气缸夹紧线缆);末端“挤塑”制程的压缩空气用于牵引气缸夹紧线缆和线缆表面的吹干(加热挤压出的线缆经过水槽冷却后方能成形,成形后表面水汽吹干后才能通过电气试验,因此在每个水槽末端安装吹干装置,保证线缆通过电气试验)。气缸装夹和夹紧作业均是气体保压状态,而线缆表面吹干纯粹是排放气状态。
在厂区配置空压系统时,电缆生产四段制程采用3 台空压机串联管路集中供气。由于末端制程(挤塑制程)需对线缆表面吹干,一直处于排放气状态,为确保前端及本制程气缸0.6 MPa的工作状态,3 台空压机经常处于满载状态,频繁的加载卸载势必增加电能损耗。
统计2018 年上半年空压系统能耗,空压机月平均用电量的比例高达24%,月平均电费9.375 万kW·h/月×0.93 元/kW·h×1000≈8.7 万元。估算空压机年用电费用高达8.7 万元/月×12月=104.4 万元。
2 空压系统优化
通过现场资料收集及分析,决定利用学习的专业知识和绿色制造的理念对空压系统进行优化改造,从“人”、“机”、“料”、“法”、“环”五方面拟定改造方案。
(1)“人”——提高员工节能意识。方案可行,效果有限,不能根本解决。
(2)“机”——软启动或变频空压机方案。两台GA90 空压机已是变频空压机,设备几乎满负荷全天运转而节能效果有限,没余地。
(3)“料”——工业风机替代。未在市场上找到能提供恒定且持久压力风机。
(4)“法”——管路分离。将气源改为两路,一路为吹干气源,一路为高恒定压力气压源。这样,吹干线缆表面对压缩空气的压力和压力精度要求低的优点就可以得到利用,不必一直工作,能耗自然就少了,可行。
(5)“环”——根据线径大小配置对应的吹干装置,根据实际需要进行供气,降低浪费,可行。
2.1 管路分离改造
根据生产订单,与制造部门协调生产排程,对现场进行了改造方案的模拟测试。
(1)气缸恒定压力气源。根据现场测试,在不对线缆吹干的前提下,1 台GA90 变频空压机可保证正常生产(0.6 MPa±0.02 MPa),同时兼顾添置新设备用气需求。
(2)线缆表面吹干气源。在气压稳定情况下,调压至0.16 MPa时仍能满足正常生产需求。考虑到用气高峰时压力20%波动,压力参数设置为0.2 MPa。通过评估采用1 台GA75 空压机断续满载工作和1 台GA90 变频空压机工作的配置。
通过3 天模拟改造测试,空压系统月均用电量为9.375万kW·h,则日均为9.375×1000÷26(天)≈3606 kW·h。模拟改造后,平均日节约电量3606-2910=696 kW·h,能耗降低约19%。由此可以看出空压系统的节电空间还有很大的潜力。该项优化改造管道分离方案如图2 所示,除了分离管道之外,还增加了切换阀门,提升连续生产的能力,降低停产风险。
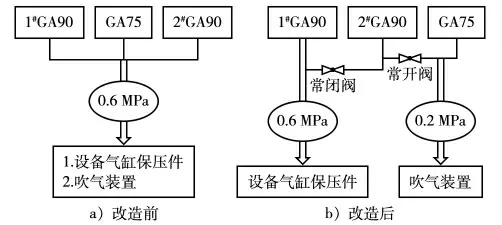
图2 管路分离方案示意图
受建厂之初管道配置影响,1#GA90 空压机可利用原有供气管道专供设备气缸保压件用气;2#GA90 空压机和GA75 空压机专供线缆吹干用气,重新进行布管和对应的改造。主供气管路采用DN40 无缝钢管,分供气管路采用DN15 无缝钢管从主管路上方连接,减少压缩空气中冷凝水进入支路;沿途增加自动泄水装置从主管路下方连接,有利于压缩空气中冷凝水收集及排放,提升压缩空气品质。
2.2 吹干装置改善
现场一直采用统一结构的吹干装置,未考虑线径大小,同时直接采用手动球阀控制,存在压缩空气浪费现象。通过对厂内挤塑设备吹干装置的现场检测及分析,并结合生产工艺及试验要求,将吹干装置改善为两类,降低能源的浪费。
(1)Φ90 挤塑机(含)以上机台(Φ150/Φ120),因为生产线径大(挤包后外径为30~70 mm),采用可调式圆环型(两个半圆环组成)吹干装置,选用不锈钢材料。优点是可根据线径调整大小,同时可避免被电缆引线接头撞坏,耐用防腐蚀;圆环上吹气孔按环装分布,气流呈锥形汇集,可快速吹干线面水迹。
(2)Φ90 挤塑机以下机台(Φ75/Φ70/Φ65/Φ45),因生产线径小(挤包后外径为2.5~23 mm),采用翻盖式箱型吹干装置,选用尼龙材料。优点是Φ90 挤塑机以下可通用,操作方便且经济实惠,箱内采用密集型气孔错位分布吹干,同时机台上可减少一个吹干装置,也可实现线面快速吹干。
除了吹干装置的改善之外,另在吹气装置前端加装调压过滤器(调至工作状态0.2 MPa,过滤杂质,提升供气品质)和联动装置(机动气通,机停气断),深挖节能空间。经过上述优化改造,线面吹干符合生产工艺及电气试验要求。线缆吹干装置改善前后如图3 所示。
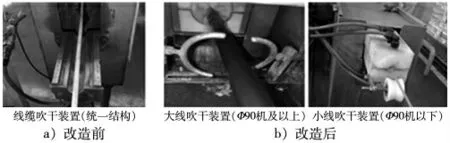
图3 线缆吹干装置改善前后
3 效果确认
公司空压系统经过对供气空压机的重新分配和管道分离(根据不同用气类型),以及线缆吹干装置(根据不同线径)等一系列的优化改造,于2018 年12 月底开始启用至今(2019年1 月—5 月),空压系统供气满足现场生产需求。空压系统用电比例从改造前的24%,降低到改造后的18%,由此可见空压系统依然是电缆厂的用电大户,这也与行业的生产工艺特殊性有关(压缩空气被用与线缆表面的吹干直排)。空压系统改造后月均用电为5.614 万kW·h。改造前月均用电为9.375 万kW·h,由此可得:每月可节约用电9.375-5.614=3.761 万kW·h;每月可节约电费37.61×1000×0.93≈3.5 万元;每年可节约电费3.5×12=42 万元。改造前后能耗降低了40%,远超出预期目标。
本次空压系统改造费用共计31 万元,计划一年内即可收回投资成本。
4 结束语
本文通过对电缆厂空压系统进行了一系列的节能优化改造,公司获得有形效益的同时,还获得了丰厚的无形效益——全员“节能降耗”的意识都得到了显著提升,并专门成立了节能小组。针对本次的节能改造,获得的启发和收获如下。
(1)建厂设施配置时,要合理布设管线,以降低后期对生产的影响和能源的浪费。
(2)生产设备尽可能选用节能机型,比如选用变频空压机、变频热风机和变频电机等。
(3)在用的设备,不要忽视“跑”、“冒”、“滴”、“漏”等问题,正是这些小问题的累积,造成了后期能源浪费的不断攀升。
(4)对于高能耗的老旧设备,要适时汰旧换新或节能改造,进而达到降低故障率及节能增效的目标。
(5)“节能降耗”是我国的一项基本国策,也是企业的生存之本。深挖节能潜力,从身边做起,还要“学以致用”勇于去创新,去实践。
