热轧高强度汽车用钢BG700L的试制开发
2020-01-04赵亮
赵亮
(新疆八一钢铁股份有限公司制造管理部)
1 前言
随着西部大开发的不断推进,新疆的汽车制造业得到了长足发展,东风、陕汽、大众、广汽等车企相继落户新疆,但受制于新疆配套产业链还不完善,大多车企采用零件组装模式,即零件从车企的配套厂发运至新疆,然后进行总装,导致整车物流成本较高且交付时间存在不确定性。八钢根据市场需要,开发生产了汽车用钢,产品涵盖乘用车、商用车车轮、大梁、上装、传动系统等各个结构件,其中尤以商用车结构件居多。疆内专业商用车上装制造企业使用八钢热轧线生产的汽车用钢产品,八钢为用户生产商用车车厢,既降低了车企物流成本,又能保证及时交付。
随着国家对商用车超载、限重等管控措施的提高,用户对商用车轻量化、低油耗、结构件高强度、高安全性能的要求也越来越高。八钢公司生产的SQ590L、B610L汽车用钢产品不能满足轻量化趋势的需求。为应对市场需求变化,八钢在热轧产线试制开发了抗拉强度700MPa、屈服强度600MPa的BG700L热轧汽车用钢。
2 BG700L热轧汽车用钢技术要求
2.1 BG700L性能要求
高强度汽车用钢原材料BG700L用作商用车大梁、上装的主要承重结构件,其制作过程及工作状况不仅要求产品要具备一定的塑韧性、冷弯及焊接性能要求,在西北地区冬季还要能够承受低温冲击。BG700L具体的力学性能及工艺技术指标见表1,为了保证其焊接性能,要求碳当量CEV≤0.35。

表1 BG700L力学性能及工艺技术指标
除了屈服强度、抗拉强度与国标《汽车大梁用热轧钢板和钢带》GB/T3273-2015保持一致,要求代表材料内质的指标,如延伸率、晶粒度、带状组织等均高于标准要求,新增的低温冲击指标要满足产品在低温环境下能够承受冲击载荷的工况要求。
2.2 合金成分设计
基于用户使用要求以及成本考虑,BG700L成分设计并没有采用常用的Nb+V强化设计,采用了Ti强化为主、Nb辅助强化的Ti+Nb设计,设计成分见表2。

表2 BG700L化学成分 %
设计采用了适当的C、Si、Mn含量,既可以充分发挥其固溶强化的作用,同时又可减少偏析发生的概率,确保产品的低温冲击性能。有关试验研究表明,每增加0.10%C能提高屈服强度28MPa、抗拉强度约70MPa。碳含量增加的同时对钢的韧塑性和焊接性损害较大。Mn和Si都是置换固溶强化元素,过高的Mn含量会形成MnS偏析带,过高的Si含量由于加热时形成硅酸亚铁而影响后期产品的表面质量。添加Ti、Nb合金元素,一方面发挥其析出强化作用,同时有利于控制加热温度,利用TiN抑制初始奥氏体长大的作用,利于后期控制轧制进一步细化晶粒、提高钢材强度、冲击性能。
3 BG700L试制及主要工艺参数控制
BG700L产品工艺路径设计:铁水脱硫处理-120t转炉-LF炉精炼-板坯连铸-板坯落地检验-加热-1750mm轧制-层流冷却-收集-标识-入库
3.1 炼钢工艺控制
为确保产品的低温冲击性能,炼钢生产过程中对铁水硫、磷夹杂物的含量进行严格控制,对转炉、精炼、连铸工序的工艺参数按照高级别管线钢的要求进行高设定。
(1)铁水预处理。铁水脱硫处理后,满足[S]≤0.005%,[P]≤0.10%;温度≥1250℃。
(2)转炉冶炼,转炉底吹必须完好,全程吹氩。转炉出钢[C]≤0.055%,[P]≤0.012% ,[S]≤0.008% ,出钢目标时间t≥3.5min,必须严格挡渣,钢水回磷≤0.003%。
(3)LF精炼,目的是提温、调整成分、脱硫、去除夹杂、钙处理。
(4)连铸要求,连铸采用全程氩气保护浇注,连铸中包开浇第一炉中包钢水过热度≤45℃,连浇炉中包TD过热度控制在≤30℃。结晶器润滑和中间包保温采用管线钢专用保护渣和(IF钢)覆盖剂。最大拉速1.20m/min;正常拉速控制范围0.80~1.10m/min,结晶器钢水液面波动控制在±5mm范围内。
板坯质量要求:不得有角纵裂、角横裂、星形裂纹以及严重的结疤、毛刺或其它影响轧制质量的缺陷,板坯中C类偏析≤2.5。
3.3 热轧工艺控制
热轧作为最终产品,其生产工序中的温度、压下、冷却规程的参数设计与过程控制决定了产品的最终性能,为此,对热轧工序关键参数进行了优化。
(1)温度规程。为充分发挥Ti、Nb合金元素的析出强化作用,首先在加热阶段就必须使其固溶,加热温度控制在1220~1280℃。为确保奥氏体区和未再结晶区轧制,必须严格控制粗轧、精轧终轧温度。
(2)压下规程。粗轧道次主要是为了充分破碎奥氏体晶粒,前两道次在设备能力允许的情况下尽可能采用大压下,为保证精轧累计变形量,中间坯厚度设定为46~50mm。精轧主要控制产品的尺寸、板形,负荷分配顺次降低,特别是末道次为确保板形,负荷不超过10%。
(3)冷却规程。八钢1750mm热轧机组的层冷粗调段具备有加密冷却段,可实现快速冷却。通过轧后的快速冷却工艺控制,能够很好地实现Ti、Nb合金析出强化、相变强化对强度起到贡献。根据以往生产高强钢的经验,为使产品的力学、冲击韧性等性能满足使用要求,将卷取温度设定在530~570℃。
4 产品质量检测分析
BG700L试验钢在120t顶底复吹转炉冶炼,再经过LF炉精炼,钢水经喂CaSi线后,连铸板坯的厚度220mm。热轧工艺经多次实践优化,试制的BG700L规格为8mm×1500mm。对最终生产出的BG700L产品进行质量检测分析。
4.1 化学成分
试验钢在八钢120t转炉冶炼,实际成分见表3。

表3 BG700L的化学成分实绩 %
由表3可知,化学成分满足设计要求。
4.2 力学性能
取8mm厚度的BG700L试样进行拉伸检测试验,为研究产品各向力学性能差异,取样后分别制取了横向、纵向和45°三个方向的拉伸试样,检测结果见表4。

表4 BG700L各向力学性能
从表4可以看出,BG700L热轧高强钢横向强度性能强度满足国标《汽车大梁用热轧钢板和钢带》GB/T3273-2015的标准要求,同时不同方向的力学性能差异也较小,强度差别在25MPa以内,有利于钢板的冷成型加工。
4.3 冲击试验
由于该型商用车在新疆境内使用,冬季环境温度低,必须检测产品的低温冲击韧性。制取了10mm×5mm×55mm试样,开V形坡口,进行了0℃、-20℃、-40℃三个温度的冲击试验,结果见表5。

表5 BG700L系列冲击性能
检测结果表明,BG700L具有较好的低温冲击性能,完全达到设计要求。
4.5 金相组织与夹杂物分析
BG700L产品的组织为铁素体+贝氏体+少量珠光体,晶粒度11.5级,见图1。带状组织1.5级,见图2。非金属夹杂D类1.0级,见表6。夹杂物评级结果说明炼钢环节经过LF精炼处理后,钢质较为纯净,夹杂物含量少,再加上热轧工序有效的细化晶粒措施,提升了产品的低温冲击性能。
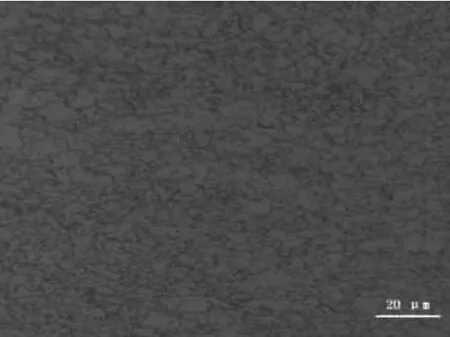
图1 金相组织
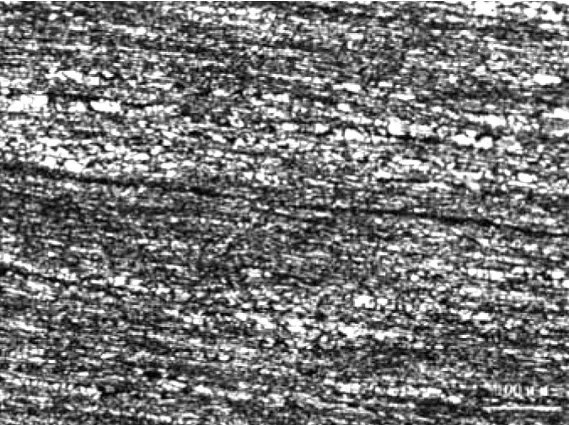
图2 带状组织

表6 非金属夹杂物
5 结束语
八钢公司开发的高强度汽车用钢BG700L供新疆某商用车上装制造厂批量使用了400余吨。用户反馈,在制作车厢过程中,钢板成形性能良好,折弯无开裂情况,焊接性能良好。冬季在矿山使用,车厢经受住了低温冲击载荷考验,得到了用户的认可。
BG700L高强度汽车用钢的开发研究及实践表明:以Ti合金为主的成分设计,采用合适的控轧控冷工艺生产的BG700L高强度汽车用钢,m≥700MPa、el≥600MPa、≥18%及良好低温冲击性能,产品性能满足用户使用要求。在八钢1750mm产线可以实现批量生产。
