某加工料生产钼酸铵酸洗工艺研究
2020-01-01冯寅楠马高峰
冯寅楠,马高峰,雷 宁
(1.有研科技集团有限公司,北京 100088)(2.西部鑫兴金属材料有限公司,陕西 洛南 726100)
0 引 言
钼酸铵是钼酸盐类最主要的化工冶金产品,是三氧化钼及其制品如钼粉、钼棒、钼丝、钼板、钼箔、钼电极、钼坩锅、钼异形材等钼深加工产品的原料,同时广泛应用于石油化学工业和高分子合成工业催化剂、陶瓷彩釉和颜料、染料、化学分析试剂、药物等行业和领域[1]。随着金属钼在国民经济各领域中的应用日益广泛,钼价大幅攀升,因此在钼酸铵工业生产中如何降低钼损失、提高钼金属综合回收率已成为钼工业生产实现经济效益最大化的最有效途径之一,也是钼化工生产中一个重要的经济技术指标,是衡量工艺技术和管理水平的重要标志[2]。钼焙砂是生产钼酸铵的原料,从钼焙砂到钼酸铵要经过酸洗、两次氨浸、净化、酸沉、转型(微波烘干)、合批、包装等工序才能完成[3]。不同粒度、杂质含量、品位的钼焙砂对钼酸铵生产工艺、成本、回收率影响极大,某外协加工料生产钼酸铵过程中,沿用西部鑫兴金属材料有限公司原有工艺,酸洗废液钼的含量是3 g/L,远远超过设计指标1.2 g/L,生产1 t四钼酸铵会产生废液4 t,4 t废液中约含有12 kg钼,每天如生产5 t钼酸铵约损失60 kg金属钼,折合103.45 kg钼酸铵,所以本研究显得非常有意义。
1 工艺试验
1.1 原料情况
该批钼焙砂,主要化学成分见表1。

表1 钼焙砂主要化学成分
1.2 过程分析
1.2.1 原酸洗工艺路线
原酸洗工艺路线: 酸沉母液→加入硝酸调节pH值到1.5→搅拌→加入500 kg钼焙砂→90 ℃保温反应1 h→加液氨中和至终点pH值到2.0→90 ℃保温反应0.5 h→放液抽滤。
1.2.2 酸洗工序
酸洗主要是除去钼焙砂中的碱金属及碱土金属,以保证钼酸铵质量的要求。
MeSO4+2HNO3→Me(NO3)2+H2SO4
MeMoO4+2HNO3→ H2MoO4↓+Me(NO3)2
Cu、Fe、Pb、Zn、、Ca、Mg等以可溶盐形式进入液相,三氧化钼与酸反应生成钼酸,不溶于酸(控制好pH值)而进入固相。此后通过固液分离,可除去大部分金属杂质[3-5]。
如果酸洗不彻底,Ca、Fe、Pb等含量高,将导致氨浸渣中不溶钼含量高(钼酸钙、钼酸铁、钼酸铅沉淀在渣中),影响钼的综合回收率。
1.2.3 问题分析
在进行酸洗原工艺操作过程中,发现酸洗废液中钼含量有超标现象,平均钼含量2.9 g/L。在进行氨浸原工艺操作过程中,发现二次氨浸渣中钼含量不超标,平均可溶钼含量2.7%(见表2)。因而原酸洗工艺不合适,酸洗废液钼损失严重。

表2 采用原酸洗工艺酸洗废水和二次氨浸渣钼含量
而取消酸洗直接氨浸,可以避免酸洗废液中钼的损失,但造成氨浸渣中钼的损失更大,二次氨浸渣中钼含量超标(平均可溶钼含量5.9%),大量不溶钼存在于氨浸渣中(见表3),因K、Na在酸洗过程中的去除率高达87%,在其他工序(包括净化)则无法明显去除,仅在酸沉结晶钼酸铵时,因结晶过程及纯水洗涤会损失一部分,因此钼酸铵生产过程中的K、Na含量很难控制。所以要生产合格的钼酸铵产品, 必须选择调整酸洗工艺。

表3 取消酸洗工序直接氨浸时二次氨浸渣钼含量
2 酸洗工艺研究
2.1 技术关键分析
H2MoO4+2HNO3=MoO2(NO3)2+2H2O
技术关键是要控制酸洗反应过程中的pH值,找到适合该批原料的pH值,使钼酸在水中的溶解度最小,降低钼酸及钼酸盐在酸洗液中的溶解度,减少酸洗液中钼含量的流失。
2.2 实验室小型试验
实验室小型试验选择了不同加硝酸终点pH值和加氨水中和的最佳终点pH值,分析酸洗废液中的钼含量数值,使其降到最低,且消耗和操作最优。
工业生产中一般在酸洗工序中利用酸沉母液作为溶剂,酸沉母液中的钼含量为4~8 g/L,不仅可以免去酸沉液处理工序,而且为酸洗工序提供了溶剂,使原先酸沉母液中的钼以钼酸的形式沉淀到酸洗滤饼中。
在小型试验,研究不同溶剂条件下,不同pH值,酸洗废液中的钼含量数值见表4。研究同样酸洗废液不同pH值,废液中钼含量也不相同(见表5)。

表4 不同中和pH值酸洗废液中的钼含量

表5 酸洗溶剂采用清水和酸沉母液的酸洗废液中钼含量
以母液作为反应溶剂,加硝酸调节反应pH起始0.5,终止pH控制在1.0以内,可以控制酸洗废液中钼含量在0.8~1.0 g/L。
2.3 生产中试
生产中试中发现,加硝酸调节溶液pH值达到反应要求后开始保温反应,反应结束时pH值会升高到1.0以上,为了控制pH值,选择起始pH值降低到0.5以下,取消加液氨中和操作,保证抽滤前pH保持在0.5~1.0。
拟定新酸洗工序工艺路线: 酸沉母液→加入硝酸调节pH值0.5以下→搅拌→加入500 kg钼焙砂→90 ℃保温反应0.8 h→放液抽滤前调节终点pH值在0.5~1.0→放液抽滤。酸洗之后继续完成钼酸铵生产操作,中试结果二次氨浸渣中钼含量也大幅下降(见表6)。
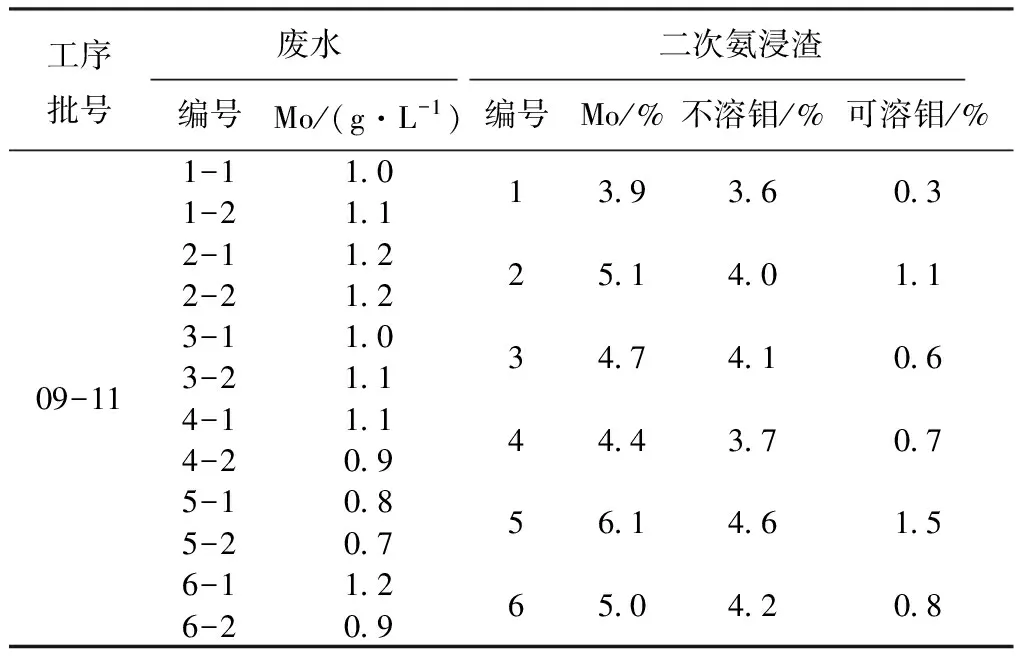
表6 采用拟定新工艺酸洗废液和二次氨浸渣的钼含量
3 结 论
按照拟定的新工艺可以解决该批外协加工料之前生产所遇到的酸洗废液超标问题,能提高回收率,同时还将二次氨浸渣中可溶钼降低50%,减少了操作时间,节约了液氨、原煤及动力费的消耗成本。钼酸铵的平均回收率由原来的95.2%提高到现在的96.2%,按照年产10 000 t钼酸铵产量计算,可以增加效益1 250万元。
