挤压机齿轮泵减速箱故障诊断分析
2020-01-01肖光宇李景彬
肖光宇,李景彬
(1.独山子石化公司设备检修公司,新疆 独山子 833699;2.石河子大学机械电气工程学院,新疆 石河子 832000)
某化工厂挤压机齿轮泵减速箱型号PB900-SFW,功率2kW,输入转速850rpm,输出转速28.1rpm,转速比为1:30.9。减速箱由电机驱动高速输入齿轮轴通过两级行星齿轮系减速驱动齿轮泵。自2013 年出现高速端轴承振动烈度达到5.9mm/s 超出4.5mm/s 标准要求。
1 故障诊断
由于该齿轮箱没有在线监测仪表,故采用现有离线监测设备BH550 诊断仪进行离线监测分析,监测点如图1 所示。

图1 减速箱振动测点布置
(1)故障频率计算。减速箱高速齿轮轴转速为850rpm,转速频率为:f=N/60=850/60 ≈14.2Hz,轴承采用SKF6222 深沟球轴承,滚动体个数为10 个、内径110mm、节径115mm、滚珠直径28.57mm、外壳直径200mm。依据表1 计算,外圈点蚀率为nZf=n×10×14.2=142n,当n 取1、2、3、…时外圈点蚀频率为142Hz、284Hz、426Hz、……,内圈缺陷频率83.89Hz、滚动体缺陷频率37.12Hz、保持架缺陷频率5.78Hz 等故障特征频率。
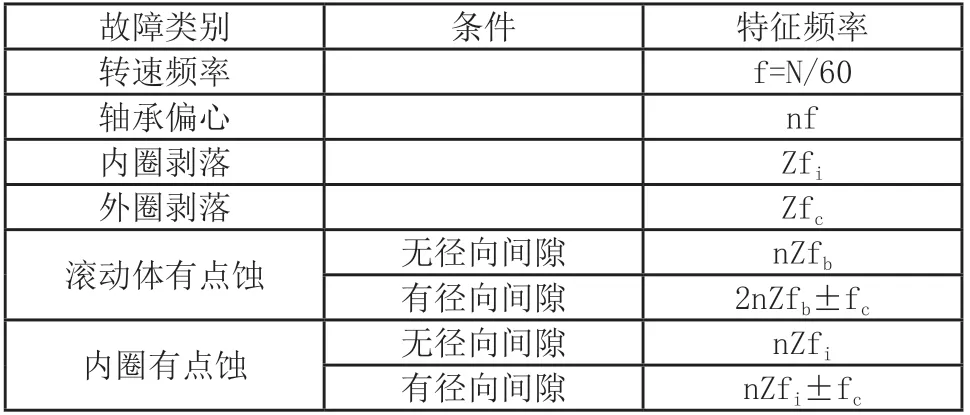
表1 轴承部件故障特征频率表
(2)采样频率设置。BH550 诊断仪设置可选分析频率100Hz、200Hz、500Hz、1000Hz、2000Hz、5000Hz、10000Hz、20000Hz,分析线数200、400、800、1600、3200、6400。分析频率选取决定于设备转速和所要判断的故障的最高分析频率。根据齿轮泵以往检修发现故障集中在高速端轴承的磨损,根据滚动轴承特征频率、轴承滚珠数10 个及齿轮箱星形齿轮啮合频率等综合考虑需要最高分析频率Fm 取800Hz。根据采样定理,Fm 与采样频率Fs 之间的关系一般为Fs=2.56Fm,采样频率Fs=2.56·Fm=2.56·800Hz=2048Hz,采样线数M 取决于频率分辨率ΔF,ΔF=Fm/M,M=Fm/ΔF。齿轮泵高速端转速频率为14.2Hz、轴承6222 特征频率及行星齿轮啮合频率主要为高倍频,设置分辨率1Hz 可以分辨出要想的频率成分,同时采样时间1s 保证采集效率,通过M=Fm/ΔF 计算采样线数M=800。结合BH550 设置的分析频率和分析线数,设置该设备振动数据采集采样频率为2kHz、分析线数800 线。

图2 振动趋势
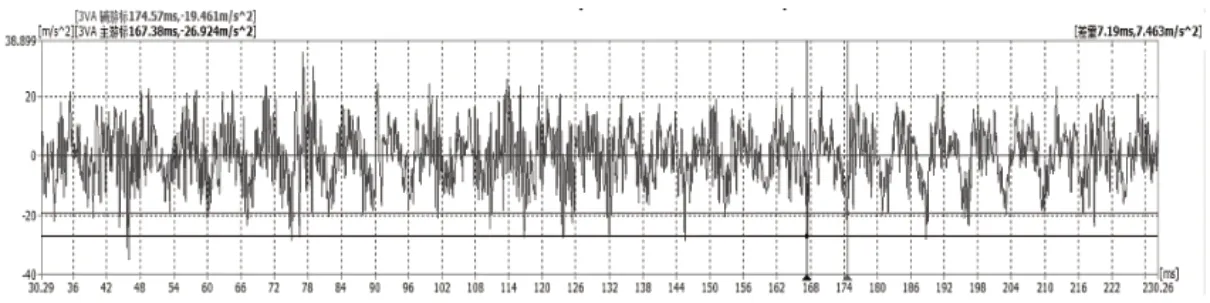
图3 振动波形
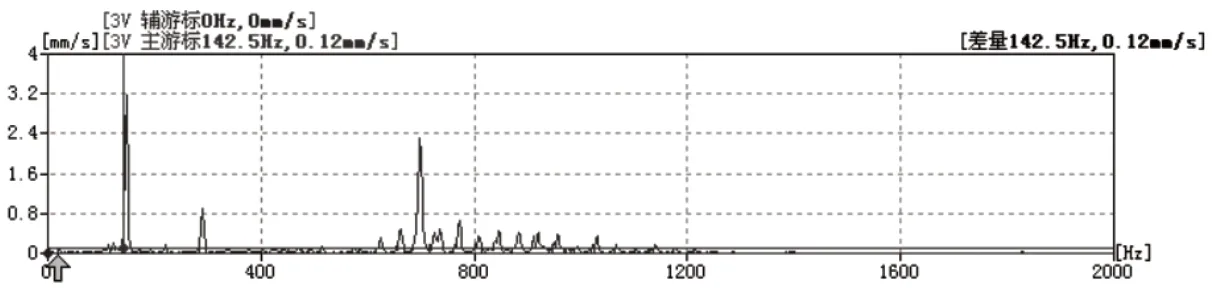
图4 振动频谱图
(3)故障诊断分析。现场离线监测情况如图2 ~4 所示。齿轮泵垂直方向(3V)振动呈上升趋势,振动烈度有效值达到5.9mm/s,超出标准4.5mm/s 要求。波形图上冲击加速度达到27m/s2,出现高阶频次谐波,存在明显的冲击尖峰,周期时间7ms 对应频率1000/7=142.8Hz(根据转速变化)对应是轴承外圈频率的谐波频率。频谱图上,正常工作状态下的特征频率14.2Hz(1 倍频)已经基本没有了,而主要的振动能量集中在了10 倍频外圈故障频率142.5Hz,720 ~1200Hz 连续的尖峰振动带,同时,在142.5Hz 故障频率周围还产生了小量的谐波。根据谐波出现的频率、冲击能量值和轴承外圈特征频率,可以判断轴承外圈出现磨损。
2 故障处理
(1)检修点检。如图5 所示,通过解体检修点检发现,轴承外圈承载部位出现“鱼鳞纹”磨损现象,验证了离线故障诊断的轴承外圈损伤的正确性。

图5 轴承外圈点蚀
(2)故障处理。由于齿轮泵高速端和电机刚性连接,电机通过联轴器和轴承形成闭环,交变磁通穿过轴承界面会产生轴电流对轴承产生静电腐蚀,轴承外圈出现“鱼鳞纹”磨损,为避免静电腐蚀需切断轴电流产生的回路,更换带绝缘涂层的绝缘轴承。
3 结语
检修后,监测振动降到3.3mm/s 设备正常运行。正确分析可能出现的故障,选择最大分析频率和分析线数,通过离线监测仪器准确找出轴承外圈磨损故障故障所在,为检修点检提供方向避免过度检修,采取合理措施解决故障,实现机组安稳长运行。
