基于热成像技术的条盒胶点视觉检测系统
2019-12-30杨锰张弛沈涛应洲
杨锰 张弛 沈涛 应洲

摘 要:目的:为解决卷烟厂条盒上胶检测中,透明的热融胶是否上胶的检测难点,文中设计了通过热成像技术对热融胶是否正确上胶的检测系统,用于FX-2型包装机。方法:该系统选用可调式支架、红外热成像仪来捕获转塔内条盒两个喷胶后尚未封口的折叠面,将获取的热成像图像传入高性能工控机,各自带图像联合处理。结果:实验证明,该系统可以通过热成像检测到条盒是否正确上胶。结论:该系统结构合理,易于安装与维护,检测精度高,参数可调,系统稳定可靠。
关键词:机器视觉;红外热成像;可见光成像;红外热成像与可见光成像结合;图像处理;条盒胶点检测
中图分类号:TS434 文献标识码:A 文章编号:1671-2064(2019)21-0011-03
目前各卷烟厂都会利用机器视觉、流量剂等检测方式对条盒是否正确上胶进行检测。
热融胶加热后呈透明胶质液态,首先利用常规机器视觉技术很难将条盒上各个胶点呈现出来。其次,热融胶温度不够或者已凝固就失去了粘合的作用,普通的机器视觉技术是无法将这部分烟条识别并剔除的。
流量剂的检测原理是,在一定时间内检测通过流量剂的胶量以此来判断设备是否进行喷胶和喷胶的量。采用该方法来检测条盒上的胶点经实际使用中发现,一旦热融胶凝固后造成流量剂内部堵塞后将影响喷胶工作,即:喷不出胶或胶量变少,造成质量事故。
因此烟厂迫切的需要一种能够稳定有效检测条盒胶点的装置。文中在深入研究胶点成像的基础上,设计一种基于热成像与可见光相结合的条盒胶点检测系统,攻克了条盒透明热融胶点检测的难点。在支架的配合下,热像仪可自由调节,配合分时视频截取技术与热图像分析技术,通过对条盒上胶待测面的一次视频截取即可获得多子带图像,通过对各子带图像的处理,可以分别提取出条盒胶点的图像。
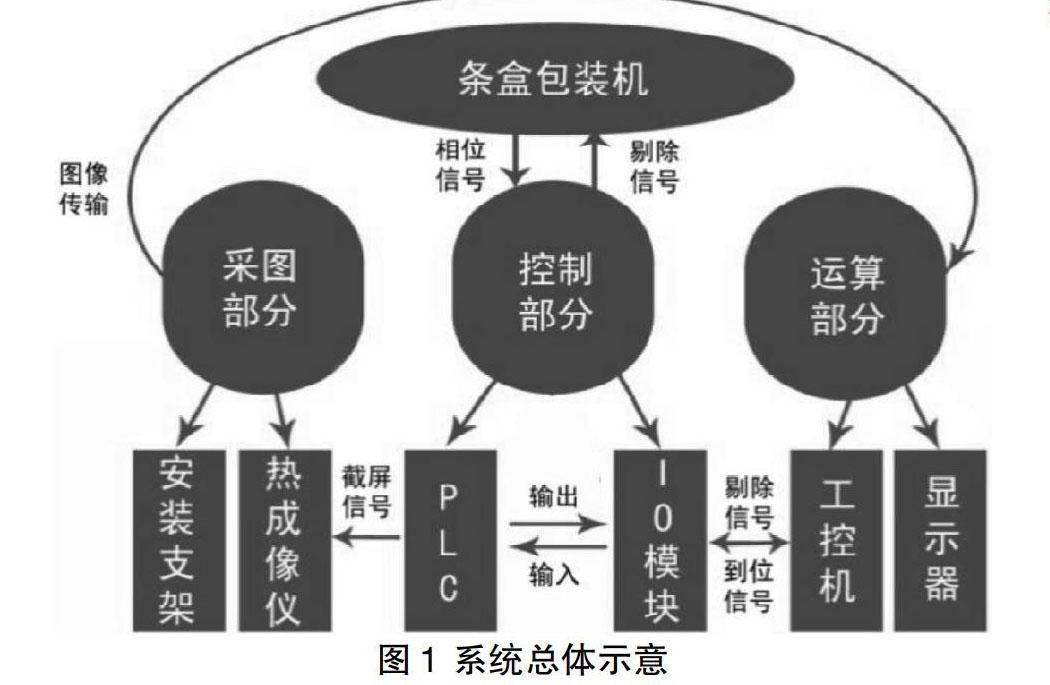
1 系统总体设计方案
系統主要由采图、控制、运算三大部分构成,见图1。采图模块主要包含支架、红外热成像仪,控制部分主要包含I/O卡、PLC,运算部分主要包含工控机、显示器。控制部分是该系统的枢纽,PLC通过获取FX-2 779条盒包装辅机的编码器相位信号,当机器转动到预设相位时,PLC发送信号到工控机截取热成像仪时实拍摄的视频形成图片文件,同时通过I/O卡与工控机进行通信,获取剔除信号并反馈给FX-2的控制系统完成缺陷烟条剔除。采图模块的结构设计成对称式分布,两台热成像仪分别固定于FX-2 779条盒包装机折叠轮两侧,分别检测条盒两侧上胶部分,热成像仪的高度以及角度均可调整。运算模块的工控机采用Windows系统,检测软件可以调整检测参数并显示实时运行状态。
2 系统硬件
2.1 采图部分
检测器:
采图部分采用了2台美国菲力尔AX8系列高速红外热视仪为系统关键元气件,对每个条盒左右两端的4个胶点实时采图,配合先进的图像处理算法,能有效检测未正常上胶条盒的缺陷。
可通过AX8采集热图像、可见光图像或使用FLIR专有的MSX多波段动态成像功能将二者融合后的图像进行检测,检测手段更丰富,检测精度更高。如图2:
因为FX-2包装机条盒机779所用的胶水为热熔胶,其胶水的温度一般为70℃-100℃,和周围环境的温度差距较大,利用可见光和热图像融合后的图像进行识别四个胶点是件很容易的事。
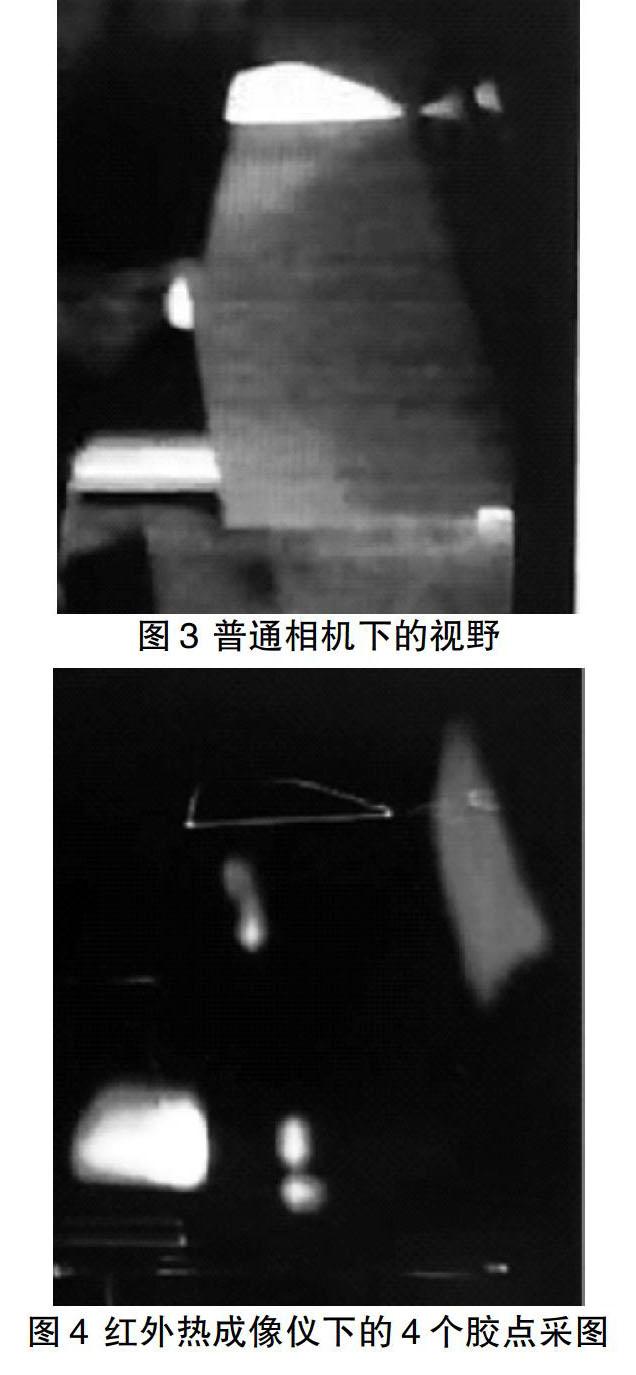
通过实际生产采图可见,红外热成像仪用于检测条盒左右两端的热溶胶点是非常有效的。
图3为普通相机视野下的条盒折耳,从图像中可以看出条盒上的胶点是无法识别出来的。图4为红外热像仪采集到的4个热溶胶点图像。
支架:
两个红外热相仪分别安装在条盒机779折叠轮两侧上方的钢梁上,如图5所示。主要机械零件用本色喷砂氧化铝材加工。具体设计时综合考虑:安装空间尺寸,拍摄角度调整,组件在包装机维护时的易拆卸性,整体防尘,相机散热等因素。
2.2 控制部分
视觉检测通过工控机的扩展I/O模块进行信号连接,对原机的控制软件进行修改,在原有电气结构不变的情况下实现对条盒左右两端4个胶点的检测、剔除和计数功能。
信号处理与控制:
原机采用的是倍福(Beckhoff)公司的控制系统,编程软件为TwinCAT。本项目需要用到的程序均采用功能块图(FBD)的方式编写,功能块图(FBD)在TwinCAT里的描述为:在PLC用功能块图编程是面向功能的结构化逻辑顺序级联(网络)。在一个网络之内,执行方向始终是从左到右。所有的输入值必须在功能块执行之前产生。在原机控制系统程序下添加以下功能:
(1)在原机源程序及硬件模块上增加一个相位输出信号,用于控制热成像仪在固定的位置触发拍照采图。
(2)增加原机状态输出信号,即原机控制器处于正常工作状态后发送一个输出信号通知胶点检测系统可以准备进行检测。
(3)在原机源程序及硬件模块上增加一个剔除输入信号,此信号由胶点检测系统发送,检测系统检测到未正常上胶的条盒后将其移位,待缺陷条盒到达779条盒机废烟剔除出口时,检测系统发送剔除信号给原机控制系统将其直接剔除。
(4)增加胶点检测使能输入信号,此信号由胶点检测系统发送。此信号用于关闭检测功能,一旦检测系统出现故障后,关闭此检测使能,原机能正常运行不影响原机正常生产。
2.3 运算模块
该模块采用高性能工控机,可以胜任长期不间断运行,通过交换机接受2个红外热像意气传回的图像。操作系统采用Windows,算法库调用HACLON,界面采用C编写,便于调整参数与状态的实时显示。
3 胶点图像处理
3.1 图像处理基本流程
在红外热像仪成功截取4个胶点图像后,剩下的事就简单多了,机器视觉其匹配的算法都非常成熟,在人工智能引入外观检测算法前,常用的胶点检测流程分别见图6。
