同步器齿套磨外齿涨套夹具
2019-12-27邹超邹雪雪陈东平
邹超,邹雪雪,陈东平
同步器齿套磨外齿涨套夹具
邹超,邹雪雪,陈东平
(赣州群星机械有限公司,江西 赣州 341000)
同步器齿套外齿加工过程中,夹具的使用是影响生产效率和产品质量的重要因素,根据同步器齿套外齿结构和工艺要求,当工件孔径大,孔的公差较大时使用涨套夹具磨外齿可以消除芯轴与齿套的配合间隙,减少磨削后的径跳和齿向误差,使同步器外齿精度进一步提高。
同步器齿套;磨外齿;涨套;精度提高
1 引言
变速器换档经历了最原始的两脚离合换档,到简单的结合套换档,再到现在广泛运用的同步器换档。同步器使将要啮合的齿轮达到一致的转速而顺利啮合,使结合齿和对啮的齿圈迅速同步,缩短换挡时间。同步器是汽车变速器中的一个重要关键部位,它与汽车的换挡操纵性能和换档品质密切相关。同步器的种类繁多,结构比较复杂,加工工艺方案也多样。在同步器的生产制造中,总会出现一些精度问题影响产品质量需要我们去解决它,在传统工艺中,同步器齿套外齿采用热前剃齿加工,热处理后产品容易变形,产品达不到较高的产品外齿精度等级。磨外齿在精密加工中,不仅能纠正同步器齿套加工中产生的各项误差,而且能加工淬火后产品,从而消除了热处理产生的变形,获得较高的加工精度。因此,在高精度产品制造中,磨外齿起到至关重要的作用。
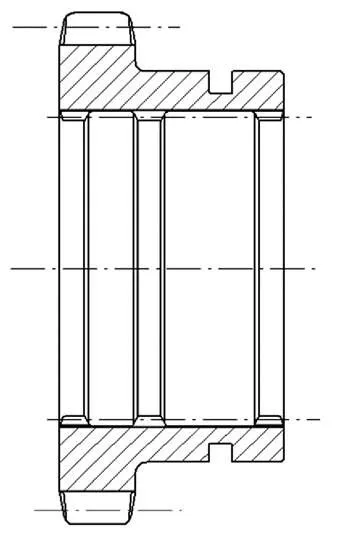
图1 同步器齿套结构示意图
2 工装设计
本文介绍的工装(见图2),由芯轴1、锁紧螺母2、垫圈3、涨套4、同步器齿套5、开口垫圈6、导向套7、锁紧螺母8组成,该同步器齿套磨外齿装置,安装使用时涨套套入芯轴1,垫圈3套入芯轴,锁紧螺母8拧入芯轴1,先不拧紧,同步器齿套5装入涨套4,装入开口垫圈6及导向套7,导向套7与芯轴1为H6/g5公差配合,保证同步器齿套装夹后与芯轴1同轴,用液压扳手拧锁紧螺母1,直至拧紧为止,再拧紧锁紧螺母2。磨外齿装置装入机床两顶尖轴向固定,磨床夹头对工装进行夹紧磨削产品。
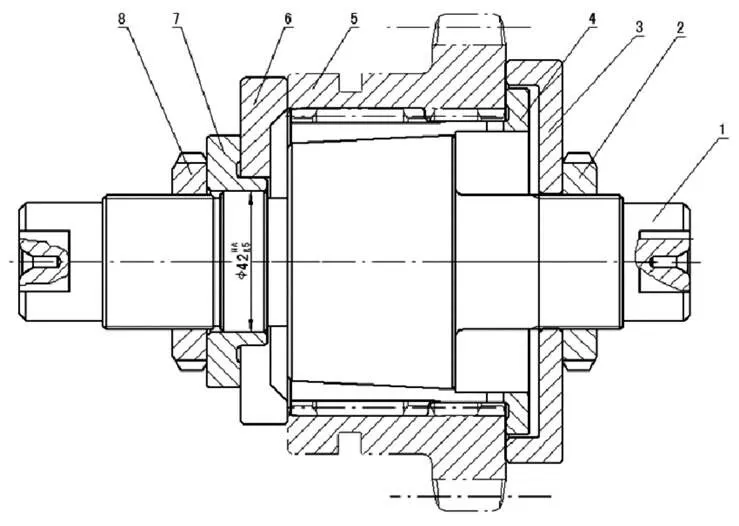
图2 磨外齿工装结构示意图
3 工装的原理
如图2所示,安装使用时同步器齿套5装入涨套4中,涨套4与芯轴1锥度配合,用液压扳手拧紧拧锁紧螺母1,拧紧锁紧螺母1后使涨套4涨紧同步器齿套5,直至拧紧为止,再拧紧锁紧螺母2,导向套7与芯轴1为H6/g5公差配合,保证同步器齿套5装夹后与芯轴1同轴。磨外齿装置装入机床两顶尖轴向固定,磨床夹头对磨外齿装置进行夹紧磨削产品。此装置消除涨套与同步器齿套内孔的配合间隙,减少磨削后的径跳和齿向误差,使同步器齿套外齿精度进一步提高。
4 总结
同步器齿套磨外齿涨套夹具在实际使用中根据同步器齿套结构设计,使用方便简单,消除芯轴与同步器齿套内孔的配合间隙,减少磨削后的径跳和齿向误差,在工艺方案中能达到同步器齿套的加工精度。
[1] 方昆凡.公差与配合实用手册[M].北京:机械工业出版社.2005.
[2] 王光抖,王春福.机床夹具设计手册.上海.上海科学技术出版社. 2000.
[3] 王辰宝.机械加工工艺基础[M].东南大学出版社.1996.
Synchronizer gear sleeve grinding outer gear expansion jig
Zou Chao, Zou Xuexue, Chen Dongping
( Ganzhou Qunxing Machinery Co., Ltd., Jiangxi Ganzhou 341000 )
Synchronizer of tooth machining process, the use of the jig is the important factors that affect the production efficiency and product quality, according to the synchronizer of tooth structure and technological requirements, when the workpiece aperture is large, tolerance of hole is bigger when use up set of jig grinding teeth can eliminate spindle and gear set of fit clearance, reduce diameter and after grinding tooth error, makes the synchronizer gear precision further improved.
Synchronizer gear sleeve; Grinding teeth; Set up; Improved accuracy
U463.212+.41
A
1671-7988(2019)24-197-02
U463.212+.41
A
1671-7988(2019)24-197-02
10.16638/j.cnki.1671-7988.2019.24.065
邹超(1990-),男,机械工程师,就职于赣州群星机械有限公司,主要研究方向为汽车同步器及相关齿轮类零件的设计与制造。
