基于DELMIA的转向架数字化装配仿真
2019-12-25付建林徐修立郭美玲
李 冉 ,付建林,杨 龙,徐修立,郭美玲
(1.西南交通大学 机械工程学院,成都 610031;2.中车青岛四方机车车辆股份有限公司,青岛 266000)
0 引言
转向架是动车组车辆系统中最重要的组成部件之一,转向架装配是转向架制造过程中极其重要的一环。目前转向架装配工艺主要由工程人员依靠经验主观进行设计,由于转向架含有众多零部件,装配流程复杂,工程人员无法考虑全面,在实际装配过程中,碰撞干涉、装配顺序及装配路径不合理、人员操作困难等问题经常发生。采用数字化装配技术进行工艺验证,能够较好规避以上问题,缩短转向架装配工艺设计时间和降低装配成本,达到第一次设计即为最佳设计的目的[1]。众多专家学者对转向架数字化装配技术展开了研究。米小珍等[2]将三维模型、动画制作技术结合,实现了转向架虚拟装配动画的设计;梁靓等[3]利用DELMIA_DPE软件平台完成了列车数字化三维装配工艺规划;杨岗等[4]利用Virtools软件完成了CRH1转向架的虚拟装配平台的开发,展示了装配过程;谢莹莹等[5]通过DELMIA二次开发的转向架三维装配仿真系统降低了转向架数字化装配难度。在对转向架装配工艺和数字化装配技术充分调研基础上,本文以DELMIA软件为仿真平台,总结了转向架数字化装配仿真的详细流程、方法,并应用了人机工程。通过仿真验证和优化转向架装配工艺,经充分验证再进行装配线布局实施。
本文主要应用到DELMIA模块有Plant Layout、DPM-APS(Digital Process Manufacturing-Assembly Process Simulation)、Human Task Simulation、Human Activity Analysis,各个模块功能如表1所示。

表1 主要模块及功能
1 转向架装配仿真
转向架装配仿真模拟整条装配线的装配过程,验证装配工艺,并进行碰撞干涉、装配路径、装配顺序、人机工程分析和优化,有效提高装配工艺效率。转向架装配仿真流程如图1所示。
1.1 创建三维模型
装配线三维模型分为产品、资源建模,资源包括厂房框架、设备、工装、工具、夹具等。利用CATIA V5的Part Design和Assembly Design模块进行产品、设备工装等三维模型的建立。由于模型复杂程度高、数据规模大,计算机设备资源性能有限,为了提高模型的高效浏览与交互,模型创建好之后进行了轻量化处理,处理方法为将CATPart格式模型转化为CGR格式模型,有效提高了交互效率。工人模型用Human Builder模块生成。图2为转向架三维模型。
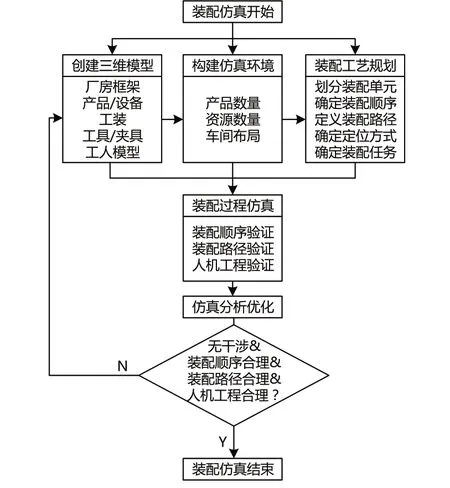
图1 装配仿真流程
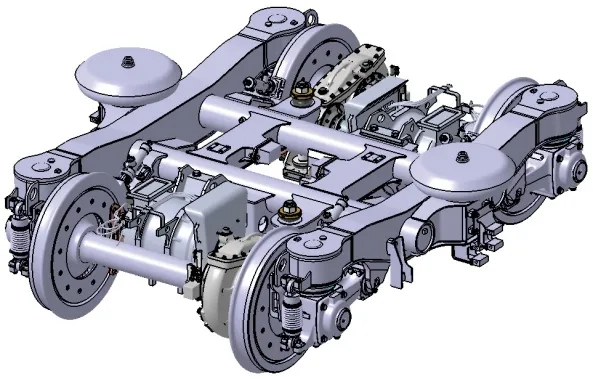
图2 转向架三维模型
1.2 构建装配仿真环境
装配仿真环境为数字化装配提供一个三维可视化环境,使设备、工装等资源融入到一个环境之下。将资源模型在Plant Layout模块下根据装配线现场布局布置,装配仿真环境布局如图3所示。
转向架装配线主要分为A、B、C、D、E、F、G七个工位,A~D四个工位为构架正反组装工位,E为落成工位,F为调整检测工位,G为配线工位。ACD工位各有一台举升机,B工位为举升翻转机;B~D工位配有自动化立体仓库和AGV小车;E落成工位有轮对小车和升降台;F工位有测量台;装配线上方有空中小车,用于构架吊运;整条装配线配有自动化控制室。
1.3 装配工艺规划
经过对转向架装配线的实地调研,转向架装配工艺如图4所示,主要分为构架正反装、转向架落成、转向架调整三个阶段。根据装配工艺方案在Process Library模块中创建工艺节点,以此来添加装配过程仿真运动。
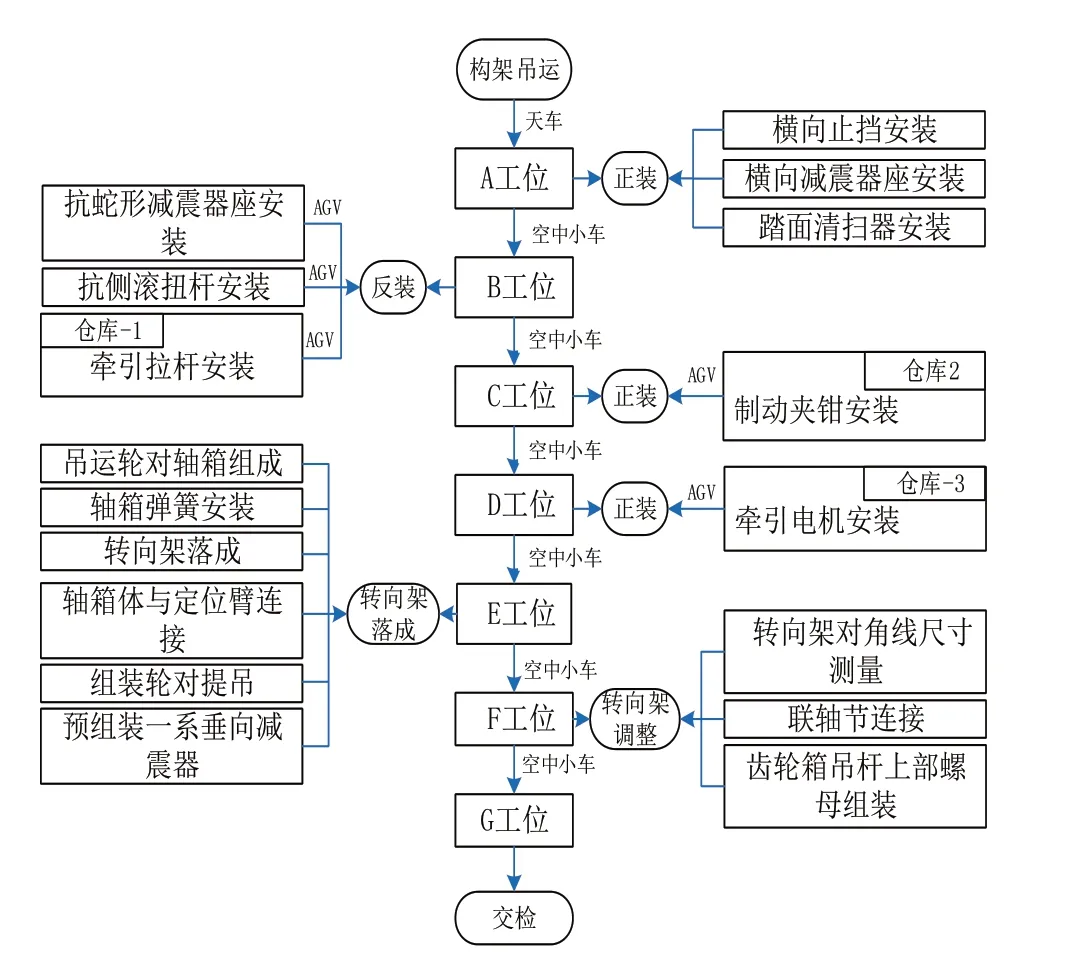
图4 转向架装配工艺规划
1.4 装配过程仿真
按照装配工艺方案,仿真模拟真实的装配过程,直观体现装配顺序、路径、工人作业活动及具体工艺方法,验证装配工艺方案。基于DELMIA的仿真步骤如下:
1)插入产品资源模型。将产品模型插入到APS模块PPR(Process Product Resource)产品列表节点下,资源模型与工人模型插入到PPR资源列表节点下。确定产品、资源、工人的相对空间位置,按照生产线布局设定仿真环境的初始状态。
2)插入数字工艺模型。基于“可拆即可装”的原理,将ProcessLibrary文件中工艺节点按照工艺执行顺序的逆序添加到PPR工艺列表节点下,用工艺树直观展示工序间的顺序和从属关系,实现工艺大纲的创建。
3)关联产品、资源及工艺。工艺列表下的各个装配工艺节点,需关联与其相关的转向架零部件、设备工装等,创建工艺、产品、资源间的关系信息,从而明确各个工艺生产的子装配体和使用的资源,获取和管理产品资源的使用情况[6]。
4)创建装配运动。基于“可拆即可装”原理,按照设计好的装配顺序和路径进行拆卸,创建零部件、子装配体、设备工装的运动,然后通过DELMIA软件Reverse the Process命令反转装配顺序,在PERT chart中调整顺序、并行、从属关系,再调整装配时间、速度,便得到可行的装配过程。经试验,先预留工人作业活动的工艺节点,之后再添加和关联作业任务,方便在反转之后对整个装配过程仿真的调整。
5)生成装配过程仿真视频。调整好仿真视角并添加必要的说明文字,可以生成用于生产培训指导的视频资料。
2 仿真分析与优化
在装配仿真过程中,通过碰撞干涉分析、装配路径分析、装配顺序分析、人机工程分析,发现装配工艺中存在的问题并改正。
2.1 碰撞干涉分析与优化
在DELMIA软件中对转向架装配仿真过程进行动态和静态干涉分析,验证装配零部件尺寸设计合理性。动态干涉分析能实时检验装配过程中关联零部件,当有碰撞干涉发生,仿真立即停止;静态干涉分为碰撞干涉和接触干涉。接触干涉属于正常干涉现象,无法避免;装配模型的零部件尺寸设计不合理可能造成碰撞干涉现象,检测出的各类问题可以表格或矩阵的形式输出[7]。
通过检测分析,如图5所示,抗侧滚扭杆的扭臂和安装座螺栓之间存在干涉,干涉距离为2.26mm,螺栓长度应缩短2.26mm。
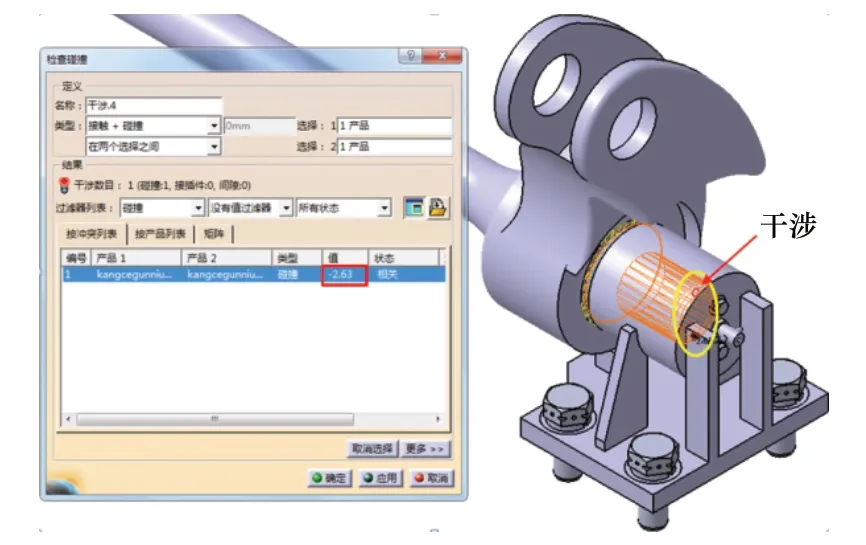
图5 抗侧滚扭杆干涉分析
2.2 装配路径分析与优化
装配路径规划是描述装配过程重要信息之一,其目的是在具有障碍物的环境里,按照一定评价标准,寻找一条从初始状态到目标状态的无碰撞干涉路径。
在DELMIA软件中利用Path Finder命令分析和优化装配路径。在安装轴箱弹簧时,需要用天车调运,原本的安装路径在桁架内部,空间狭窄,吊具容易与桁架、空中小车冲突,天车吊运操作难度较大,如图6(a)所示,需要调整。在轮对到达升降台处安装轴箱弹簧,空间开阔,避免装配路径产生冲突,降低了吊运操作难度。如图6(b)所示。
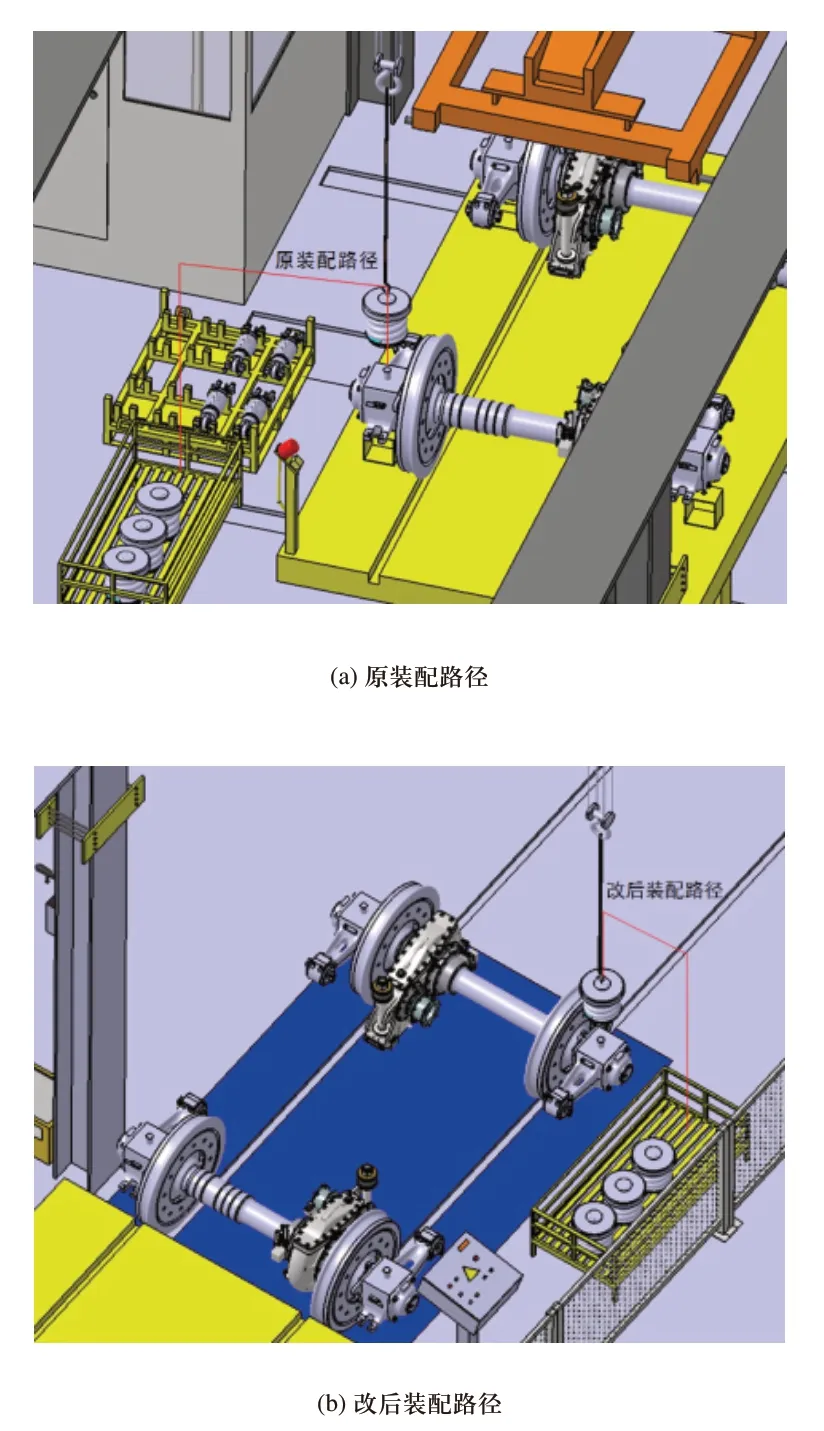
图6 装配路径修改前后
2.3 装配顺序分析与优化
装配顺序是装配工艺设计重要组成部分,装配顺序合理性直接影响到产品的可装配性、装配质量及装配成本。转向架零部件众多,装配顺序复杂,通过装配仿真发现,装配顺序存在不足之处。
原装配工艺顺序为先安装踏面清扫器再安装制动装置,由于安装空间狭小,工人在安装作业时,工具易与已经安装好的踏面清扫器发生干涉,图7红色线条为干涉区域。将踏面清扫器置于制动装置之后安装便可避免干涉。

图7 工具与零件干涉
2.4 人机工程分析与优化
装配生产过程中人的参与是必不可少的,所以在仿真过程中要考虑工人的装配活动。将人机工程仿真应用在装配过程中,模拟工人作业活动,并对工人的可视性、可达性、姿态进行分析,可以发现工人在实际生产作业时不合理之处,帮助工程人员实现较为理想的装配工艺设计,减轻工人劳动强度,提高装配效率。本文人机工程分析包括工人可视性分析、可达性分析和RULA分析(Rapid Upper LimbAssessment,快速上肢评价分析)。
2.4.1 可视性分析
装配可视性分析是指在施工时工人可以看见零部件的安装位置。由于零部件设计原因或装配顺序路径不合理,会影响工人作业时对零部件安装部位的可见性,导致装配缓慢甚至停滞,只有通过采取补救措施,装配作业才能较好地进行下去[8]。
可以通过DELMIA的Open the Vision Window命令检验装配可视性。在仿真的过程中,检验工人每一个安装动作可视性,若可视性较差,需要修改作业姿态、零部件安装顺序,或采取其他补救措施。如图8(a)所示为工人安装牵引拉杆时的视野,由于设计原因使得工人安装螺母时无法看见安装位置,可以通过站在另一侧工人的视野对作业工人协同指导,以获取良好的视野,如图8(b)所示,正确快速完成安装作业。

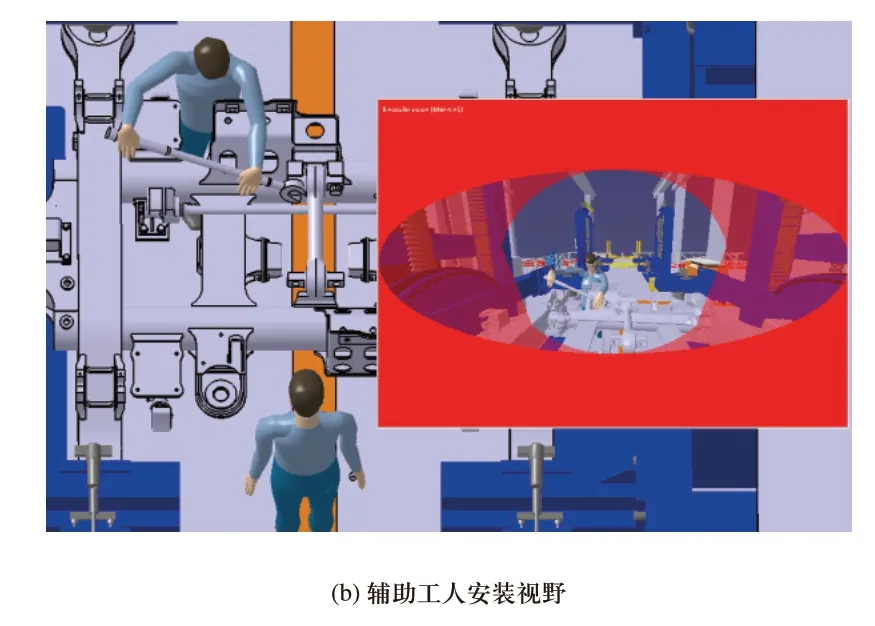
图8 安装牵引拉杆可视性前后分析
2.4.2 可达性分析
装配可达性分析旨在人体肢体活动极限范围内,工人可以按照装配要求徒手或借助于工具顺利将部件装配到指定位置,在装配工艺设计时设计者必须考虑的重要因素。
装配工艺的装配可达性通过仿真测验,判断零部件安装位置是否在工人作业空间范围内。DELMIA软件Computes A Reach Envelope命令能够在人体模型周围生成一个表示操作可达范围的壳体,直观地判断出工人安装零部件的可达性。如图9所示,工人在安装齿轮箱吊杆螺母时,通过扭力扳手,该安装位置在工人的作业范围之内。
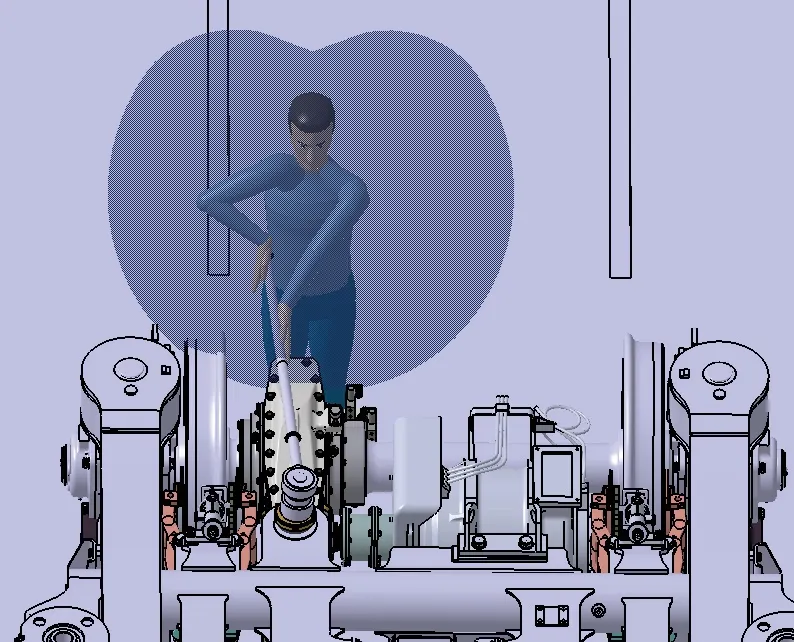
图9 安装齿轮箱吊杆螺母可达性分析
2.4.3 RULA分析与优化
DELMIA软件Human Activity Analysis模块下RULA分析功能可以对工人在一定负荷下作业姿态合理性进行评估,评价结果通过相关规则打分,分数在得分栏显示,也可以通过工人躯干色块直观的验证工作姿态的合理性[7]。在装配过程仿真时,分析工人每个作业姿态,调整不合理姿态。
RULA分析分值及色块意义如表2所示。

表2 RULA分析分值与相应措施
工人安装抗侧滚扭杆的RULA分析结果如图10(a)所示,最终分值为7,需要立即研究并改变姿态,针对人体模型色块分析,工人安装过程中,手臂、背部负荷较大。更换手柄更长的扳手后,RULA分值为3,如图10(b)所示,作业姿态有了明显改善。

图10 安装抗侧滚扭杆RULA前后分析
3 结语
本文以某转向架装配线为研究对象,利用DELMIA系统进行了装配工艺过程和人机工程的仿真验证,较完整的总结出了基于DELMIA软件的转向架装配仿真方法和流程。在装配过程仿真时,进行了干涉碰撞、装配顺序、装配路径、人机工程分析,发现了装配工艺存在的问题并解决,改善了装配工艺。仿真结果导出的干涉分析报告、RULA分析报告、装配仿真视频可以供工程人员作为装配工艺设计参考资料,也可以直观地培训指导转向架装配线工人作业。
