酱油生产线升级改造项目的可行性研究
2019-12-24程晔
程 晔
(贵阳味莼园食品股份有限公司,贵州 惠水 550601)
企业进行技术改造的方式主要有4种:滚雪球式的持续改进的技术改造,搬迁技术改造,引进式技术改造,新建园区、生产线技术改造。技术改造项目的可行性研究涉及建筑、经济、生产、环保、安全、消防等多个专业领域,通过项目可行性研究,从市场、技术和经济方面,进行系统全面的研究,在综合评估项目市场、技术和经济三方面的可行性的基础上,得出项目可行性的研究结论[1-2]。
在可行性研究工作报告中,市场分析在可行性研究中的重要地位在于,任何一个项目其生产规模的确定、技术的选择、投资估算甚至厂址的选择,都必须在对市场需求情况有了充分了解以后才能决定。而且市场分析的结果,还可以决定产品的价格、销售收入,最终影响到项目的盈利性和可行性。酿造工厂工艺设计由工艺设计和非工艺设计组成,工艺设计是整个设计的主体和中心。工艺设计的好坏直接影响全厂的生产和技术的合理性,并且对建厂的费用和生产的产品质量、成本、劳动强度有密切的关系。工艺设计又是非工艺设计所需资料的依据[3]。投资估算是可研报告的核心内容,投资估算的准确性,是项目顺利落地的关键。本文简要介绍了企业酱油生产线升级改造的可行性研究,为企业的技术提升和经济效益提高提供依据。
1 项目市场可行性研究
1.1 酱油市场分析
1.1.1 酱油的发展历程
历史上,大部分地区都是食用本地酱油。生抽、老抽起源于广东地区,广东人称酱油为豉油。1983年,味事达推出市场上第一瓶味极鲜酱油,开辟了鲜味酱油市场。20世纪90年代淘大的黄豆酱油在华东、华北和西南市场逐步取代本地酱油的地位。以海天为代表的广式老抽逐渐渗透华中市场,生抽也随后逐步进入。1990-2000年,鲜味酱油逐步在沿海地区渗透,包括广东、闽南、浙南、胶东、大连。烟台的欣和六月鲜进入上海鲜味酱油市场。发展至今,老抽成为黄豆酱油和其他酱油的升级替换品,是中部和华北市场的主流产品。鲜味酱油在沿海市场发展迅速,成为档次升级、味道升级的酱油品种代表。生抽在华南地区为主要市场并逐步向其他市场渗入。
1.1.2 酱油市场供需现状
随着人民生活水平的不断提高,新型城镇化建设的推进,2012-2015年全国酱油产量持续快速增长,年平均递增速度达14.82%。2016年以后,由于酱油产品的市场覆盖率已遍及城乡,增速开始减缓,中商情报网讯:据中商产业研究院数据库显示,2018年全国酱油产量为589.04万t,同比增长4.3%。
1.1.3 我国酱油市场竞争格局
观研天下数据中心整理,2018年我国酱油行业市场占比:其他品牌69%、海天18%、李锦记8%、厨邦5%。品牌分布占比:地方性品牌50%、全国性品牌30%、外资品牌7%、家庭作坊13%。
目前国内酱油的竞争格局较为分散,各大厂商市场占有率均不高,2015年行业CR5(指行业最大的5个企业)约32%。海天酱油将竞争对手远远甩在后面,李锦记、厨邦、欣和等只能作为酱油品牌第二梯队而存在,整个酱油市场呈现出一超多强的竞争格局。企业类型分布来看,地方性品牌仍然是市场上最大的主力军,占据着半壁市场,此外跨区域品牌已经逐渐形成相当的市场势力,家庭作坊的比例正在逐年降低。
1.1.4 酱油市场发展趋势
从我国酱油行业来看,酱油的销售渠道逐步向商超渠道倾斜,随着消费者消费能力逐步增强,我国的酱油消费逐渐呈现高端化的趋势,从2018年我国酱油行业500 mL酱油价格在16~20元的消费量占比最大,达到了35.6%,20元以上的达到了23.3%,近年来我国酱油行业的销售状况显示,15元以上的产品的占比逐步增加,酱油消费市场逐步呈现高端化趋势。
2019年9月收集了海天、李锦记、厨邦、欣和六月鲜、宽牌等10个品牌。味极鲜、一品鲜、纯味鲜、零添加头道、头道、黄豆酱油、红烧、蒸鱼豉油、草菇老抽、金标生抽、海鲜等17个品名的40个产品价格,其中氨基酸态氮有1.20 g/100 mL、0.80 g/100 mL、0.70 g/100 mL、0.55 g/100 mL和0.40 g/100 mL五个等级,大多数是1.5 L以上的壶装产品,折算为1L价格,最低的(包括促销价)8.00元/L,最高的64.67元/L,平均价格20.20元/L。除个别产品外,都标注为高盐稀态发酵酱油工艺。显示了酱油市场发展趋势为档次升级,价格升级。从淘宝消费者评价分析,偏爱口味清淡、鲜、甜味酱油的消费需求增多。
1.2 项目市场预测
1.2.1 行业竞争力分析
现有企业间的竞争。近年来,我国已经涌现了海天、厨邦、加加、千禾等实力较为雄厚的品牌企业,但总体来看,国内酱油行业的集中度仍然不高,但行业的集中度随着这些大品牌的品牌优势、渠道优势和规模优势在不断提升。从目前的状况来看,酱油行业的竞争比较激烈。
原材料来源的竞争。我国地域辽阔,酱油生产的主要原料、包装物、煤、水、电的来源渠道不同,进价有一定差异,是影响产品成本的潜在竞争因素。
潜在新产品的竞争。酱油行业越来越重视的新品开发,一旦有更好的新品面市,对老品种的冲击很难预料。
消费者的选择性竞争。随着酱油品种的增多,消费者选择购买时考虑因素较多,其中就有价格因素,品牌因素等。
1.2.2 行业竞争机会
近年来,随着我国消费经济的不断增长,我国的餐饮行业取得了快速的发展,行业的餐饮收入快速增长,截止到2018年我国的餐饮行业的市场规模达到了4.3万亿元。巨大的餐饮行业市场收入为我国的调味品市场提供了一定的市场空间。
1.2.3 项目产品市场预测
从目前国内一、二梯队品牌所采用的的工艺分析,分别采用了广式高盐稀态发酵酱油工艺和日式高盐稀态发酵酱油工艺,畅销产品是在本酿造高盐稀态发酵酱油中添加味精、核苷酸、酵母抽提物、甜味剂等复配而得的味极鲜、一品鲜、生抽等产品。消费者自选择了这类增鲜、增甜的酱油,再回头购买本酿造酱油产品,便会感到酱油口感咸味突出,五味不调和了。这些增鲜、增甜产品的同质化比较严重。
通过我国酱油市场现状分析,目前已进入酱油总量需求的缓慢增长时期。虽然可通过不断开发出为消费者青睐的产品,使新产品市场份额不断增长,由于酱油氯化钠含量达14.0 g/100 mL以上,本身就属于自限食品,总量不会与新产品的增长速度一致,只会导致老品种的市场份额随之萎缩。同时,改革开放以来随着人民生活水平的不断提高,城镇化的建设,酱油产品早已进入农村市场,我国酱油市场数量快速上升的时机已过。
根据酱油市场的竞争格局调查分析,目前地方性品牌仍然是市场上最大的主力军,占据着半壁市场。本项目的酱油生产线升级改造规模既不宜盲目扩大,又不能不考虑对未来发展作贮备,谨慎分步实施。
再结合自身品牌原有市场份额,以近10年的产销历史数据建立数学模型,定量分析预测未来10年可能发展的空间。尝试用一元线性回归分析方法预测项目未来10年可能的产销量,将企业2009-2018年的酱油实际完成的历史数据,在Excel上得到过去10年酱油产销量的趋势直线线性方程,y=1 052.4x+19 405,R2=0.942 6,R2越接近1说明过去10年酱油产销量的年递增速率散点拟合度高,集中于回归线上。通过该方程预测出未来2019-2028年10年项目的酱油产销量发展可能,到2028年酱油产销量将新增9 694 t,年平均递增速率为2.81%。
1.3 市场可行性研究结论
本项目定性定量分析预测结果,为适应消费者对口感的需求变化,又规避风险的方案是以低投入原则对现有酱油生产线升级改造,生产规模不宜盲目扩大。在未来的发展中,产销数量只会缓慢平稳增长,企业的经济效益增长主要依靠加强新品开发力度,增加产品盈利率来实现。
2 技术方案选择
2.1 工艺技术方案
2.1.1 工艺技术比选
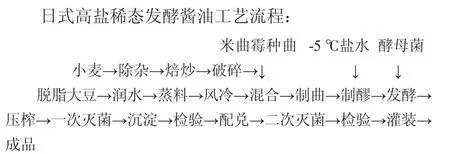
目前国内高盐稀态发酵工艺主要有广式法和日式法。广式高盐稀态发酵工艺以大豆、面粉为原料,发酵周期3~6个月。在稀发酵阶段,无论是用发酵池或发酵罐,都是开放式的常温发酵,采用日晒夜露的方法,稀发酵阶段虽然含盐量高,还是有大量的耐盐乳酸菌、酵母菌等野生菌参与发酵。这种工艺在日照时间长、年平均温度高的广东省广泛应用。日式高盐稀态发酵工艺以大豆、炒小麦为原料,采用先低温、后常温的高盐稀态发酵,发酵周期为6个月[11]。日式高盐稀态发酵工艺首先在石家庄珍极和北京和田宽应用,多年实践证明,是十分成熟的生产工艺。高盐稀态发酵酱油取代低盐固态发酵酱油已是一种趋势[12]。
朱新贵等[13]通过典型广式酱油与日式酱油的风味物质差异研究,结果显示广式酱油酱香、豉香浓郁,而日式酱油醇香、酯香和甜味更加突出。酱油挥发性化合物的种类、含量及比例构成是引起两种酱油风味独特差异的重要原因。高献礼[14]对酱油高盐稀态发酵过程中风味物质形成和变化的研究,表明高盐稀态发酵酱油香气化合物在发酵初期即存在,但其良好的香气形成于发酵的后期(120 d),巴氏杀菌对高盐稀态发酵酱油香气物质影响不显著。大豆油脂对高盐稀态酱油挥发性香气物质形成具有重要影响。在一定范围内,酱醪中大豆油脂含量越高,高盐稀态发酵酱油中挥发性香气物质中的酸类化合物、醇类化合物、醛、酮类化合物、酯类化合物的相对含量越高,发酵液中脱脂豆粕含量越高,高盐稀态发酵酱油中挥发性香气物质中的含硫化合物的相对含量越高。同时,得到了脱脂豆粕大曲和全大豆大曲的最优混合发酵比例为1∶1,在此条件下成品高盐稀态酱油的风味基本不受影响,并显著降低了其生产成本。朱莉等[15]提出酱油工艺的发展速度逐渐加快,工艺种类也越来越多,但具体哪种发酵方式最受欢迎,风味最好,还受多方面因素影响。研究酱油关键风味物质的科学家虽然已经通过多种方法检测出了多种风味物质成分,但每种成分的具体作用,以及它们之间的相互作用的相关报道太少,其机理有待进一步探索。
酱油生产工艺的多样性及酱油产品的多样化是由市场的需求决定的,不仅在今天,在历史上也是如此。高盐稀态发酵工艺是我国传统酿造酱油的主要生产工艺,但不是唯一的生产工艺。我国地域辽阔,各地自然环境不同,原料资源有差别,人们的饮食习惯也不一样,因此各地生产的酿造酱油名特产品,在生产工艺、产品质量上也是有差异的[10]。
终上所述结合有关研究报道[16-23]分析研究,业内近期酱油技术改造项目首选日式高盐稀态发酵法的企业居多,该法酿制的酱油产品具有浓郁的醇香气,鲜味醇厚绵长,工业化程度高;广式高盐稀态发酵法酿制的酱油产品也有浓郁的酱酯香气,鲜味醇厚绵长,但需要充足的日照;低盐固态发酵工艺2010年前是我国应用最广,最成熟的工艺技术,国内70%的酱油采用此法生产,但其产品的酱香味差,无酯香。因此目前酱油市场已被高盐稀发酵酱油占据了80%。
为适应市场需求变化企业已于2011年新建了年产1 000 t日式高盐稀态发酵酱油生产线,经过长达7年实践总结,该工艺产品存在4个缺陷:①生产成本相对较高;②发酵过程中依靠添加酵母增香,鲁氏酵母的生长繁殖需要消耗大量的葡萄糖,虽然原料配比中碳∶氮高1.2以上,可最终产品的糖分不足以使其五味调和,靠后期人为添加甜味剂调整风味;③生产过程中由酵母参与的乙醇发酵,虽然中间过程中乙醇含量较高,使酱醪的醇香气浓郁,给人快感,但由于发酵过程中必须适量搅拌,目前均采用空气搅拌,因此当发酵结束时,其醇香气已不明显,再加上产品经过加热灭菌乙醇的损失更大,还得在调配时添加乙醇以增加醇香气;④日式高盐稀发酵酱油的香气没有我国古法传统日晒夜露发酵酱油的风味宽裕,厚重,可烹调性强。
2.1.2 工艺技术方案
本项目所在地没有足够的日照,没有选择广式高盐稀发酵工艺的条件,所以部分产品采用日式高盐稀发酵酱油工艺技术外,部分产品采用企业自主研发的,产品具有鲜明的地方特色,酱酯香浓郁、滋味鲜美醇厚、色泽红亮,且不需后续添加乙醇的固稀发酵酱油工艺技术,该技术获1985年省市科技技术进步奖。日式高盐稀发酵工艺技术中的关键控制参数及方法已有很详细的资料报道[24-25],企业也有多年实践经验,技术成熟可行。
综上所述,结合市场需求与发展趋势,企业财力等综合因素,本项目在现有酱油生产线中高盐稀发酵和压榨设备上升级改造,蒸料和制曲工段采用现有旋转蒸煮罐和圆盘制曲机;后期增加发酵能力3万t的高盐稀态发酵罐群,匹配相应产能的压榨生产线。发酵罐既可生产日式高盐稀态发酵酱油又可用于固稀发酵的后期高盐稀态发酵,发酵罐的数量可根据市场发展需要分期完成。
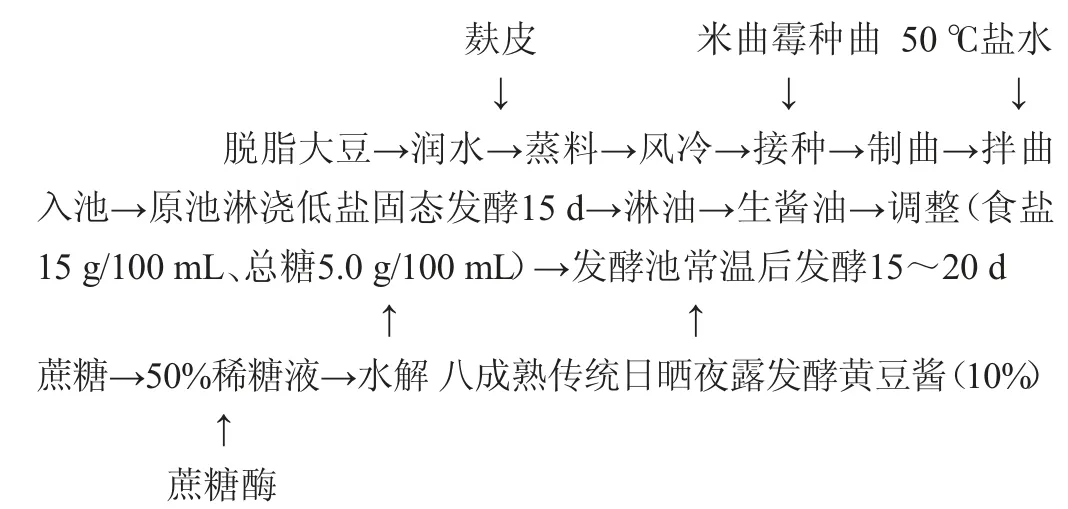
2.1.3 工艺流程
企业自创固稀发酵酱油工艺流程:
2.2 生产方案
以原料蛋白质利用率75%计算,产品的全氮计算以内控指标1.33 g/100 mL(高于GB 18186—2000《酿造酱油》0.3 g/100 mL),比重1.17代入原料蛋白利用率公式计算。得出年产3万t全氮1.33 g/100 mL的一级高盐稀发酵酱油,需投入2 841.88 t蛋白质原料数量。
以原料蛋白质含量豆粕46%,小麦12.5%;原料配比为豆粕∶小麦=6∶4计算,1 t混合原料的蛋白质为0.326 t,则求出年总投混合料=2 841.88÷0.326=8 717.42(t),现行生产线φ13 m的圆盘制曲机4台,每台控制曲料厚度37 cm(设备说明曲料最高40 cm)可容19 t混合料,批投料2台圆盘共38 t,制曲时间为42~46 h,由此计算出年投料229 d。
229 d生产3万t日式高盐稀发酵酱油,还有71 d投料生产1.4万t固稀发酵二级酱油,总产能4.4万t,完全能满足未来10年的发展预测。
2.3 工艺设备设计
物料衡算是一切生产工艺设计的重要基础,也是新厂房改建扩建项目产能计算、厂房设计、厂房改造、车间布局、设备配置、工艺改进必不可少的重要环节[22]。
通过物料衡算参数原料容重比计算出日投料总体积59.12 m3,生产实践中历史数据显示,酱醪体积∶原料体积=1.6(制醪盐水量为原料总重的2.1倍)。本项目计算取酱醪体积为原料体积的1.7倍,计算出日制醪体积=59.12×1.7=100.5(m3),选择发酵罐公称容积120 m3、φ4.0 m、筒体H 9.6m、H/D=2.4,发酵罐最大充系数为0.83。以发酵周期180 d计算,需发酵罐个数=年投料d数÷2+进出醪周转期=229÷2+3=118(个)。
通过业内专家介绍并实地考察,本项目引进一条1 t/h处理量的风热式炒麦生产线和国产3+3全自动布酱压榨生产线一条,压榨生产线技术参数为:轻压200 t×3位+重压1 400 t×3位,每层布酱60 L,1位合计布酱36 kL的连续式全自动布酱,日处理106 kL酱醪。
2.4 工程方案
车间布置图设计中有关食品卫生部分应按照GB 14881—2014《食品生产通用卫生标准》,食品生产良好管理规范(GMP)和酱油工厂卫生规范进行设计[27]。
本技改项目不需要新征土地,企业已建成的供汽、供电、供水及污水处理站,完全能满足本项目需要。
工程方案通过车间平面、立面布置设计,最终确定以酱油厂为主体,将安置在酱油厂与锅炉房之间的酱缸移出,在此地基上新建5 200 m2檐口高15 m厂房,安置新增年产3万t(一级)高盐稀态发酵酱油的发酵罐群和酵母培养罐。新建1 760 m2檐口高15 m的压榨线厂房安置3+3全自动布酱压榨生产线和生酱油灭菌设备。利用现有酱油生产车间三楼原料库安置1 t/h的炒小麦生产线。
3 经济可行性研究
酿造行业应归属于轻工业,项目的可行性研究参照QBJS 5—2005《轻工业建设项目可行性研究报告编制内容深度规定》进行投资估算和财务评价[28-30]。
3.1 投资估算
可行性研究报告中的投资估算,决定着项目建设的一次性投资。投资者是否值得投资是否有足够的财务能力,所选定的项目是否技术先进、经济合理,并达到最优化的选择是项目决策过程中需要重点研究的问题[27]。
根据项目各单项工程的内容及工程量,购进设备的报价、项目原有资产的利用情况,各项工程费用估算、工程建设其他费用估算方法、指标及费率,参照QBJS 10—2005《轻工业工程设计概算编制办法》中的规定估算。
3.1.1 设备购安费估算
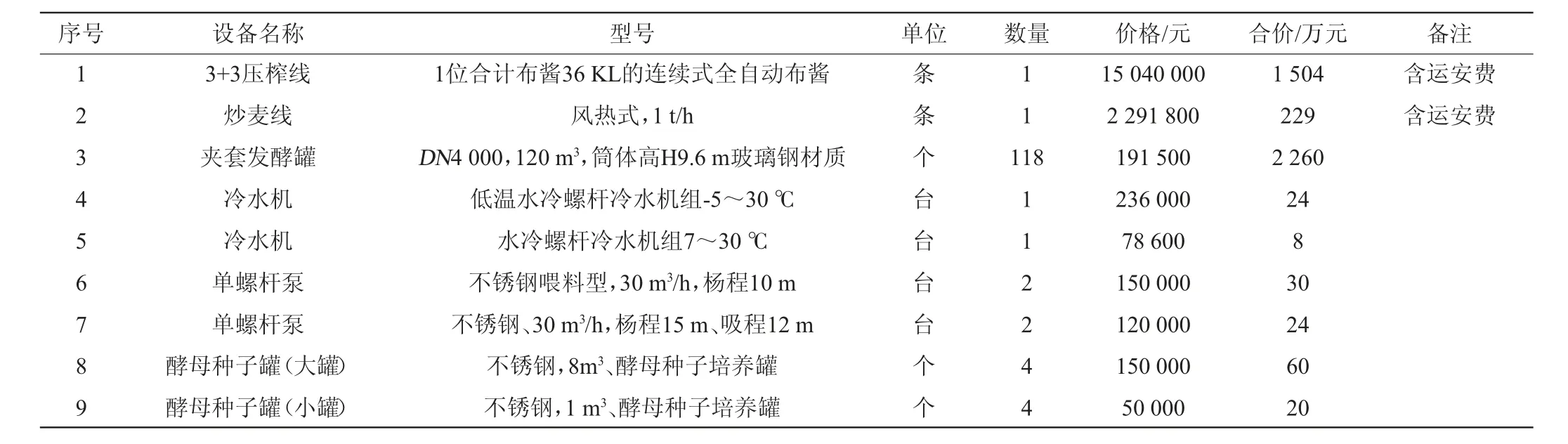
表1 主要设备购安费估算Table 1 Purchase and installation cost estimation for main equipment
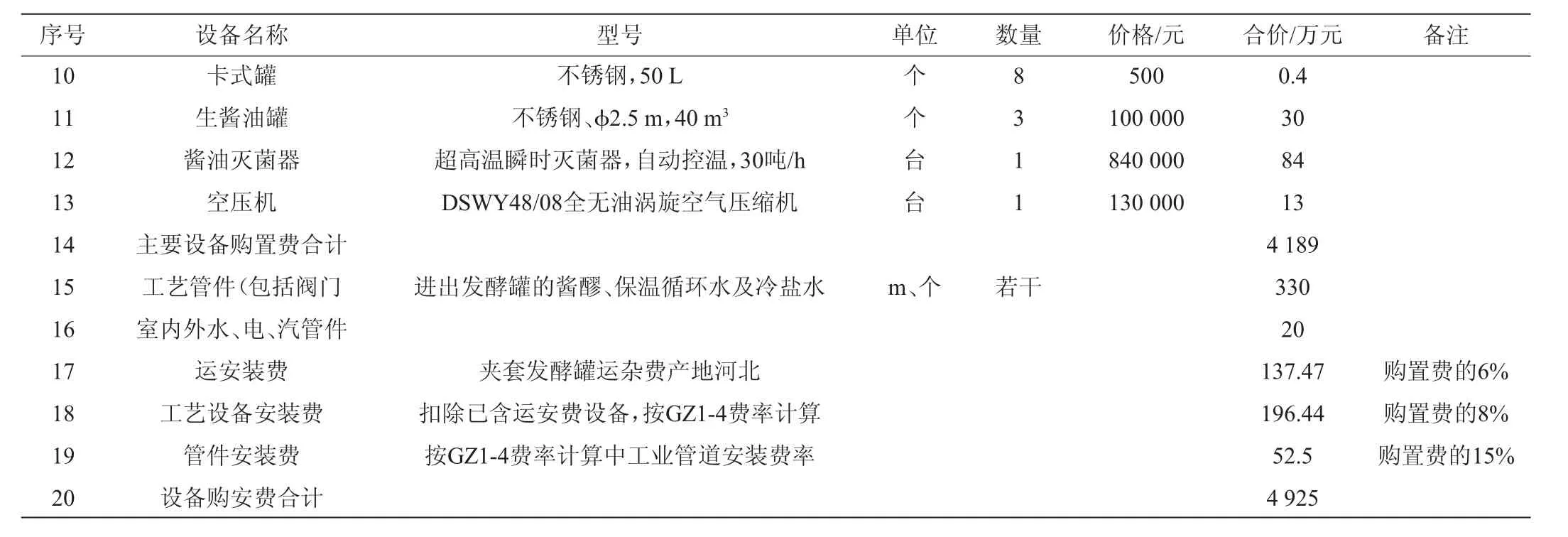
续表
3.1.2 建构筑物工程费用估算

表2 建(构)筑物工程费用估算Table 2 Estimation of construction (structure) engineering cost
3.1.3 项目总投资估算

表3 项目总投资估算Table 3 Total investment estimation for project

续表
本项目总投资8 431.29万元,其中土建1 313.76万元,设备(含安装费)5 910.19 万元,其他费用164.34万元,铺底流动资金500万元,建设期借款利息543万元。
3.2 财务分析
财务分析是项目可行性研究的重要组成部分,是决策的重要依据。财务分析又称财务评价,是在现行会计规定、税收法规和价格体系下,通过财务效益与费用(收益与支出)的预测,编制财务报表,计算评价指标,考察和分析项目的财务盈利能力、偿债能力和财务生存能力,据此判断项目的财务可行性,明确项目对财务主体及投资者的价值贡献。
3.2.1 销售收入与成本费用估算
生产负荷达85%时,销售收入41 652万元,销项增值税6 664万元。总成本费用18 418万元,其中固定成本2 959万元、变动成本15 459万元,BEP(产量)30.94%、25.0%。
3.2.2 盈利能力分析
生产负荷达85%时,利润总额23 342万元。
3.2.3 财务评价报表
基准折现率=10%,税后净现值(net present value,NPV)22 043万元,税后财务内部收益率(IRR)44.89%,税后静态回收期4.31年,税后动态回收期4.75年。
3.2.4 财务评价结论
评价结论详见表4。从主要指标看,财务评价结果均可行,而且生产的产品是民生必须的酿造酱油,所以项目是可以接受的。
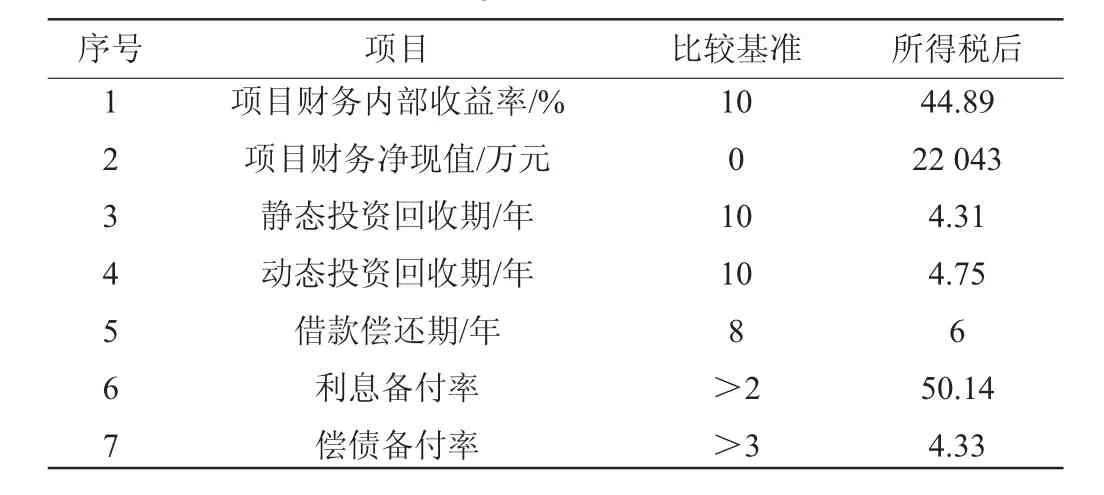
表4 评价结论汇总Table 4 Summary of evaluation conclusions
4 可行性研究结论
本项目的市场、工艺技术、设备、工程方案合理可行。通过经济可行性分析,项目低投入规避了一定的风险,又为企业的后续发展增强了活力,有良好的经济效益。
5 补充说明
本文仅简要介绍了酱油生产线升级改造的可行性研究,对于搬迁技术改造、新建项目的技术改造,还要涉及厂址选择、环境保护、劳动安全、卫生消防、人力资源、培训等内容。
