A802AG 型磨胶辊机与HT101型磨砺装置夹紧结合件的改造
2019-12-20薛志刚
薛志刚
(山东冠县冠星纺织有限责任公司,山东 冠县 252500)
0 引言
笔者公司拥有80 余万枚环锭纺纱锭,以及8000余头转杯纺设备,现有普通环锭纺、三罗拉机械式罗卡斯集聚纺及四罗拉网格圈集聚纺等多种纺纱型式。
由于不同的纺纱型式使用的上罗拉轴承型号不同,如何让现有的10 台A802AG 型磨胶辊机适用于不同的上罗拉轴承,从而提高磨砺工作效率,降低工人劳动强度,满足正常生产所需,对于胶辊制作室是极大的挑战。
经过合作研发,对10 台A802AG 型磨胶辊机和HT101 型磨砺装置进行技术改造。改造后,只需更换不同规格的夹紧结合件,即可用于磨砺SL-6819A 型细纱胶辊、SL-1001940型粗纱胶辊、三罗拉机械式罗卡斯集聚纺牵伸胶辊和引纱胶辊,以及四罗拉网格圈集聚纺进口Texparts胶辊,真正实现一机多用,满足正常生产需要[1]。
1 改造A802AG 型磨胶辊机
1.1 磨砺工艺实现无级调速
新增1台额定电压为220V、功率为200 W 的61k-200型齿轮减速调速电机,将原工作台往复线速度由650 mm/min改为0~1130 mm/min 自由选择,磨砺工艺实现无级调速,且减少了主传动皮带盘与16 齿齿轮之间因含油轴承的磨损造成的设备故障。每只胶辊的磨砺时间比原来减少8s,工作效率提高。
1.2 改变工作台换向方式
工作台换向方式改为机械式换向,由光电感应传递信号,通过变频电机旋转方向的改变实现工作台换向。完全去除机械换向齿轮箱,减少设备故障,减轻维修保养的劳动强度。
1.3 改变砂轮宽度
改变砂轮宽度,使其由25 mm 改为40 mm,在相同时间内,增加了磨砺面积,降低了胶辊的表面粗糙度值。
1.4 增加自动计数系统
在A802AG 型磨胶辊机上增加自动计数系统,当往复次数达到设定次数后,工作台自动停止移动,彻底改变过去人工计数的弊端,确保每只胶辊的往复次数相同、表面粗糙度值一致。
2 改造HT101型磨砺装置夹紧结合件
原HT101型磨砺装置夹紧结合件只能磨砺普通SL-6819A 型细纱胶辊和SL-9019型粗纱胶辊,而笔者公司还有三罗拉机械式罗卡斯集聚纺牵伸胶辊和引纱胶辊及进口Texparts胶辊。
为实现一机多用,笔者公司合作设计研发磨砺不同型号胶辊的夹紧结合件。改造后,可根据生产实际,更换不同的夹紧结合件,快速实现磨砺不同类型胶辊的目的。
磨砺进口Texparts胶辊轴承(如图1 所示)和三罗拉机械式罗卡斯集聚纺牵伸胶辊轴承(如图2所示),共用宽度为39 mm 的夹紧结合件a(如图3所示)。
对三罗拉机械式罗卡斯集聚纺引纱胶辊轴承进行磨砺,使用宽度为33mm 的夹紧结合件b,如图4所示。

图1 Texparts胶辊轴承结构示意
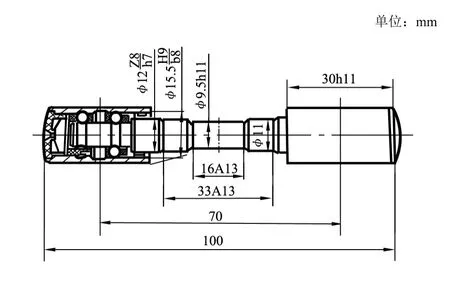
图2 三罗拉机械式罗卡斯集聚纺牵伸胶辊轴承结构示意

图3 夹紧结合件a结构示意

图4 夹紧结合件b结构示意
3 应用HT101型磨砺装置注意事项
合件后,需重新调校夹紧结合件与传动罗拉的平行度,以确保下机胶辊的磨砺精度。
3.1 安装注意事项
a) 仔细调整HT101型磨砺装置对工作台移动平行度允许限度(mm),使之符合上母线、侧母线0.03/150的要求。
b) 安装夹紧结合件开始试磨,根据大小头差异调整夹紧结合件与传动罗拉的平行度,要求下机胶辊大小头的允许限度不大于0.03mm。
3.2 使用注意事项
a) 在日常使用HT101型磨砺装置时,要经常用压缩空气清洁夹紧结合件V 型沟槽,定期用铜丝刷清除传动罗拉沟槽内的尘屑,以保证下机胶辊的磨砺精度。
b) 磨砺不同类型的胶辊更换不同的夹紧结
4 结语
通过对A802AG 型磨胶辊机工作台部分进行技术改造,改变砂轮宽度,新增自动计数和往复自动停机功能,实现了工作台往复速度无级变速。改造后的A802AG 型磨胶辊机及HT101型磨砺装置适用范围广,具有一机多用等优点,提高了工作效率,降低了工人劳动强度,满足了正常生产所需,破解了纺纱厂A802AG 型磨胶辊机升级改造难题。
