美卓防堵筛板助力神川矿业大幅降低筛分产品粒度和堵矿率
2019-12-20
从每隔1 h停机1次进行筛面堵孔清理,到实现筛网堵矿率几乎为0%,降低筛分产品粒度5 mm,香格里拉神川矿业公司获得了产量的提升和成本的下降。这其中奥妙,皆因更换使用了美卓Trellex®LS筛板。
香格里拉神川矿业公司(以下简称“神川矿业”)位于云南省迪庆藏族自治州海拔4 200 m的红山铜矿资源带上。从1997年至今,公司先后完成四次改扩建工程。凭借精良的装备和科学的管理,神川矿业由最初一个原矿日采选能力200 t的小矿厂,发展成为日采选能力超过3 000 t的规模化、现代化省级重点矿山企业。期间,神川矿业于2009年建成年处理量150万t的碎矿车间,采用三段一闭路工艺流程:粗碎为美卓诺德伯格C100颚式破碎机,中细碎均为美卓诺德伯格HP4圆锥破碎机。中细碎筛分采用2台国产2461三层圆振筛。
随着破碎和磨矿工艺的优化升级,筛分工艺已成为整个生产线提产增效的制约因素。据现场人员介绍,振动筛筛网堵矿和黏料非常严重。为了保持破碎机正常给料,工人师傅必须每隔1 h停机1次,拿着锤子钻到振动筛里面去清理卡矿和黏料。而且,原设计的振动筛筛下产品粒度为10 mm,由于不能有效地筛出合格粒度的产品,大量的堵料和极高的循环负荷,使得碎矿系统的产能无法满足磨矿系统的进料需求。为此,神川矿业把筛孔扩大至15 mm,使磨机给料量得到了暂时缓解,但增大的给料粒度使磨矿效率明显下降,反而增加了生产成本。
面对每隔1 h停机1次的情况,高昂的生产成本和不及预期的生产能力,管理层不得不考虑更换进口品牌振动筛来解决生产瓶颈。于是,神川矿业找到了美卓公司。经过实地考察,美卓提出生产瓶颈的症结在于筛网,而非振动筛本身,也就是说完全没必要更换振动筛。这让神川矿业感到非常意外,因为这意味着可以大大节省投资成本。“美卓让我们认识到筛网堵矿才是问题的根源,以不及振动筛主机价格10%的费用就能解决问题,值得一试。”神川矿业董事长丹增扎腊说。
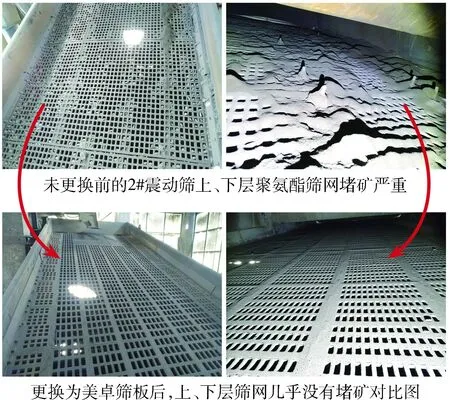
随后,神川矿业在美卓的技术支持下,将中细碎闭路段检查筛分2#振动筛的三层国产聚氨酯筛网均替换为美卓Trellex®LS筛板,其中,下层筛孔尺寸为10 mm×25 mm,以期达到设计的产品粒度要求。投产后,振动筛即刻显现出卓越的筛分性能。更换美卓筛板后,振动筛不堵矿、不黏料,堵矿率几乎为0%。仅2#振动筛筛分效率的提高,就使循环负荷大幅降低,破碎效率有了明显提升。而且产品粒度恢复到10 mm,磨机给料量和给料粒度得到改善。截至目前,第一套美卓筛板已经稳定使用了390 d,仍可继续使用。
“我们再也不需要每隔1 h停机1次了!”选厂厂长阿茸益西说,“美卓筛板模块化组装、局部更换的特点,使我们每更换一块筛板仅需3 min,这大大节省了劳动强度,提高了设备作业效率。整个选厂的衬板消耗、生产用电和磨矿成本显著降低。”
“我对这次筛网改造的结果非常满意。我们只投入了几块筛板,就解决了瓶颈问题,实现了产能和效率的大幅提升,为公司带来了可观的经济效益。”神川矿业董事长丹增扎腊评价说。
