离心式压缩机无应力配管施工技术
2019-12-19刘智忠邹少杰
刘智忠,邹少杰
(1.中国石油天然气第六建设有限公司,广西桂林 541004;2.西安石油大学,陕西西安 710300)
0 引言
随着天然气长输管道的快速发展,国内外压缩机组数量与日俱增且规格各异,为保证机组运行安全,所有离心式压缩机组进出口管线必须实行无应力连接。以某压气站DR 燃驱压缩机组为例,分析压缩机无应力配管施工技术及配管应力对压缩机组运行的影响。
1 国家标准规范要求
(1)自由状态下允许法兰同心度偏差≤0.2 mm。
(2)自由状态下允许法兰平行度偏差≤0.05 mm。
(3)配对法兰面在自由状态下的间隙≤垫片厚度+0.3 mm(6.3 mm)。
(4)压缩机壳体径向位移≤0.02 mm。
(5)压缩机壳体轴向位移≤0.02 mm。
2 施工工艺
压缩机无应力配管施工即是在与压缩机本体相连管线组对、焊接及正式支撑安装过程中,其对精对中后压缩机组机体产生的影响在国家标准范围内。采用正确合适的施工方案,配合高标准的要求,才能保证在压缩机组进出口管线安装完成后,压缩机组机体在自由状态下不受任何外在应力影响。
2.1 管道组对
(1)管道组对与焊接质量是避免压缩机组产生附加应力的关键,因此管道焊口组对必须按照国家标准要求执行,保证组对完成后管道水平、垂直度在标准要求范围内,才能避免因管道连接导致压缩机组在自由状态下产生附加应力。
(2)水平管道安装如图1 所示,焊口5 与压缩机压缩机入口短节法兰1 间管段为封闭管段,焊口5 以前管段为自由管段。封闭管段必须在自由管段安装合格、机组精对中完成、联轴器安装完成后才能进行安装。
(3)配管时应以与压缩机进口短节法兰2 配对的法兰1 为基准进行测量,测量前需将法兰1 与法兰2 进行连接并紧固,计算管材长度时,须将坡口打磨和焊接热收缩量考虑进去。
(4)工艺管道与配对法兰1 进行点焊前,需对法兰1 与法兰2 间隙、同心度以及平行度实行三检制(自检、监理检查、厂家检查由监理、厂家检查),避免因单次检查出现的误差及设备原因导致实际数据超出标准要求。
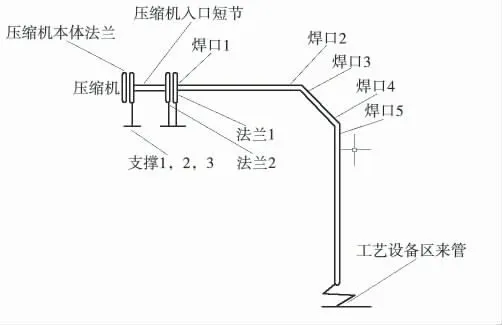
图1 水平管道安装示意
(5)点焊完成后须对法兰1 和与其进行组对焊接的直管段的平行度和同心度进行复测,保证焊接作业前法兰间隙、平行度及同心度在标准要求范围内。
2.2 管道焊接
(1)封闭管段最后组对焊口选择原则是既能尽量减少无法参与水压试验的管段,又可以直观显示配管焊接过程中应力对压缩机的影响,便于及时调整附加外力直至清除,因此本次作业选择图中焊口1 为施工最终连接口。
(2)焊口1 的组对焊接为封闭管段最后一道口,其组对及焊接质量将直接影响连接完成后,压缩机组在自由状态下是否受到附加应力影响。
(3)紧固螺栓松掉之前须在图示位置加设临时支撑,保证焊接前将法兰1 与法兰2 紧固螺栓松掉后,法兰1 不会因自身重力而下降。
(4)为减小焊接热应力的影响,本次焊接作业由两人采用较小电流同时对称进行焊接,前三层焊道采用分段退焊法。焊后沿“米”字位置8 个点或16 点测量法兰间隙,进行下一道焊接时先焊法兰间隙较小位置,依次类推。
(5)焊接过程中须对法兰1 进行打标检测,动态关注法兰1与法兰2 的间距、同心度以及法兰1 与管段垂直度,发现变化后采取措施进行消除,保证焊接完成后法兰1 未发生位移。
3 螺栓紧固
(1)螺栓紧固前,在压缩机壳体轴向、径向设置百分表进行监测。
(2)为保证螺栓紧固质量,本次螺栓紧固使用液压扳手按图2 所示“米”字形顺序紧固,单侧螺栓紧固完成后对机体位移进行消除,直至机体位移达到标准要求后,才能进行另一侧螺栓紧固。
(3)螺栓紧固力矩按照厂家要求分4 次进行,分别为30%、60%、90%、120%。
(4)螺栓紧固完成后,将进出口弹簧支架、耳轴管支架等正式支架安装完成,并将所有临时支架拆除,由专业人员、厂家及监理同时对压缩机壳体、联轴器位移量复测。
4 存在的问题及解决方案
(1)由于受压缩机无法参与水压试验的影响,须尽量减少无法参与水压试验的管段及焊口,因此在水压试验前需将除焊口1 之前管段全部安装完成,并在焊口1 处增加临时试压封头进行水压试验。
(2)由于法兰1 袖管及直管段管材均存在标准允许范围内椭圆度,可能出现焊口1 对口过程中出现错边量超标的问题,因此在材料入场时进行验收选择,对所有法兰进行全局综合考虑,选取即在标准范围内又满足组对错边量的管件进行组对。
(3)焊口5 及焊口3 的组对、焊接质量直接影响到焊口1 的组对,为保证焊口5 及焊口3 的组对质量,作业过程中采用精准的测量及指示仪器,如红外线水准仪等。
5 结语
通过对压气站燃驱压缩机无应力配管施工过程的讨论与分析,介绍压缩机水平方向无应力配管的施工方法。实践证明,水平方向压缩机无应力配管施工方法,能严格控制压缩机水平方向无应力配管施工过程中的管线组对、焊接应力对离心式压缩机组的影响,包括应力引起机体产生位置移动,联轴器的同心度降低,运行过程中机组振动幅度超出标注规范要求,以及轴承温度过高等问题。在某压气站压缩机安装过程中使用该方法,一次性合格完成压缩机进出口水平方向无应力配管,机组运行过程中各项综合性能指标全部合格。
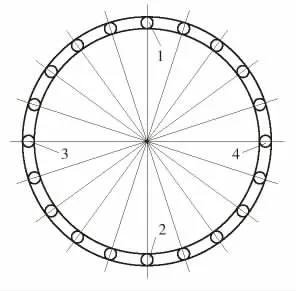
图2 “米”字形螺栓紧固顺序
