UASB工艺对饮料废水去除效果
2019-12-11张登华
张登华
(江苏圣泰环境科技股份有限公司 江苏南京 210000)
1 概况
某饮料有限公司生产过程中产生了一定的生产废水和车间冲洗水。废水的排放量为3000m3/d,废水经过处理后达到一级排放标准(GB8978-1996),本文仅讨论厌氧UASB 处理工艺段。根据现场的实际数据见表1,厌氧UASB 出水水质见表2。

表1

表2
2 废水处理工艺
2.1 工程特点
(1)废水主要来车间的工艺及清洗废水。
(2)主要产品有碳酸饮料和非碳酸饮料,非碳酸饮料有果汁饮料、水果牛奶饮料、茶饮料等,生产过程是用砂糖和浓缩液或果肉、奶制品及处理水经混合后配制成饮料的过程。
2.2 工艺流程选择
(1)废水含COD 较高,需要设厌氧工艺进行处理。
(2)废水可生化性较高。
3 主要处理构筑物及其工艺参数
3.1 UASB
UASB 反应器是微生物进行厌氧反应处理的场所。进水通过UASB 底部的布水器均匀进入反应器,然后自下而上流动。在此过程中,废水中的有机物被分解并产生沼气,形成向上的气-水两相流,使污泥层悬浮,形成污泥床。上升的混合液经过精心设计的三相分离器进行气-液-固分离,沼气进入集气室;污泥进入沉淀区沉淀后通过回流缝回落到处理区;澄清后的上清液自流到好氧池。
由于原水温度接近常温,故采用常温厌氧。冬季水温过低时可以采用蒸汽加热,维持处理效率。
UASB 池采用钢结构,2 座,全地上式。
尺寸:Φ10000×14000mm
有效容积:1060m3/座(有效水深13.5m),停留时间:17h,容积负荷:5.7kg COD/m3·d
三相分离器:配套,SUS304;出水堰:配套SUS304;布水器:配套,碳钢防腐
进水电磁流量计:DN150,2 套
循环泵:流量50m3/h,扬程18m,功率5.5kW 3 台
进水泵:流量150m3/h,扬程18m,功率18.5kW 2 台
4 工程调试
4.1 厌氧调试
(1)将厌氧池厌氧菌种均匀投加进厌氧池中,将厌氧池中的污水提升到正常水位的1/2 水位处,将池中的污水厌氧1~2 天。
(2)开始采用间歇进水,污泥负荷率控制在0.5~1.5kgCOD/(kgVSS.d)。
(3)当污泥逐渐适应废水性质后,污泥逐渐就具有了去除有机物的能力。当COD 去除率达到30%以上后,可以逐步提高进水容积负荷率,每次提高容积负荷率的幅度以0.5kgCOD/(m3·d)左右为宜,此时可以由间歇进水过渡到连续进水,但应控制进水浓度和进水量,保持稳定的增长,直至达到设计水量。
5 处理效果及技术经济指标
5.1 处理效果
该工程于2018 年6 月建成并试运行,运行至今一直高效稳定。
废水站实验人员对UASB 进出废水进行监测,结果表明:废水中CODCr去除效果明显。监测结果见表3。

表3 废水监测结果及评价
5.2 该工艺段技术经济指标
UASB 主要技术经济指标见表4。
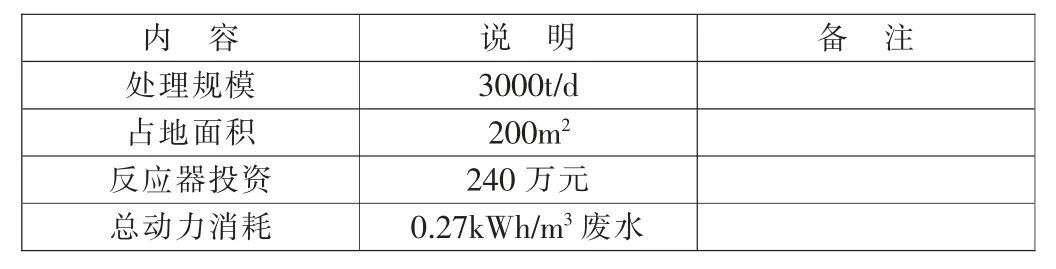
表4
结语
本工程厌氧处理系统选择UASB,工艺成熟、稳定、运行管理方便;饮料废水属于可生化性比较好的废水,厌氧系统处理效率较高,COD 容积负荷取5.7kgCOD/m3·d 依然有较好的效果。