烟机结垢的成因分析及防范措施
2019-12-06杨文慧郝希仁张成涛
杨文慧,郝希仁,李 倩,张成涛
(中石油华东设计院有限公司,山东 青岛 266000)
催化裂化作为炼油厂中重油向轻质油转化的核心装置,其安全、高效、长周期的运行直接决定全厂的经济和社会效益。大机组内烟气轮机的结垢问题是影响装置运行的主要因素之一。据报道,2013—2016年期间,中国石油化工股份有限公司(简称中国石化)各炼油厂发生的烟机停运故障109起(不完全统计),其中与烟机结垢有关的故障82起[1],近几年来,因烟机结垢而引起烟机振动超标停运的事故多有发生。为解决烟机结垢的问题,中国石油天然气股份有限公司、中国石化均组织过大范围的调研,各炼油厂相关技术人员也结合自身装置,提出各自观点。目前,比较有共识的是使用含磷元素的降烯烃催化剂或丙烯助剂的装置,烟机和三级旋风分离器(简称三旋)更容易结垢,但多家炼油厂的报道显示二者之间既非充分亦非必要。谭争国[2]通过对比烟机垢样、三旋细粉及平衡催化剂的组成,提出烟机垢样中富集了大量的Ca,Fe等金属和硫酸根结构,认为二者形成的低熔点盐类是引起烟机结垢的黏结剂。另有研究把烟机结垢与催化剂金属富集、分离效率、烟机机械结构和轮盘冷却蒸汽相联系,讨论其影响。对于不完全燃烧的再生器,三旋料腿和烟机存在结焦现象,是再生器内焦炭燃烧不充分导致的,本研究仅讨论完全再生的情况,通过对烟机结垢的元素和晶体组成进行表征,分析其产生条件,以探讨垢物的形成过程,并提出防范措施,为生产过程中防范烟机结垢提供参考。
1 垢的形态、数量及组成
垢物呈灰白色,质地坚硬,性脆易折,主要存在于三旋单管排尘口、烟机动静叶片压力面和围带、级间空腔,另有个别装置的再生器二级旋风分离器灰斗出口存在硬垢,双动滑阀滑道后涡流区及烟道内插构件的背流侧也有结垢现象[3]。
烟机结垢的垢物厚度一般为2~3 mm,静叶根部结垢数量较多,总量约几kg至十几kg。由于往往是烟机结垢比较严重并引起烟机振动或完成一个运行周期停工检修时才得以发现,结垢速率不得而知。有的装置某时段结垢频繁,每20天就会因为结垢引发烟机振动超标而停运。以1.0 Mt/a催化裂化装置为例,若烟机入口粉尘浓度为60 mg/m3,则20天内通过烟机的粉尘质量约为3.4 t,一年内通过烟机的粉尘质量可达60 t。与烟机垢物质量作比较,可见参与结垢的粉尘仅占通过烟机粉尘的十万分之一到千分之三,而三旋单管排尘口处参与结垢的粉尘与通过三旋排尘口的粉尘数量的比值更是远远低于这个数字。
采用X射线衍射(XRD)分析烟机垢样的物相组成,如图1所示。由图1可以看出,烟机垢样呈现无定形硅铝结构,无分子筛或氧化铝、氧化硅的特征衍射峰,说明晶格结构在结垢之前或结垢过程中坍塌。烟机垢样的元素组成分析(XRF)结果如表1所示。由表1可以看出,垢物的主要组成元素为Si、Al和O,三者质量分数合计为90%以上,其他元素的质量分数随各装置使用催化剂的不同而存在差异,说明催化剂粉尘是参与烟机结垢的主要物质。
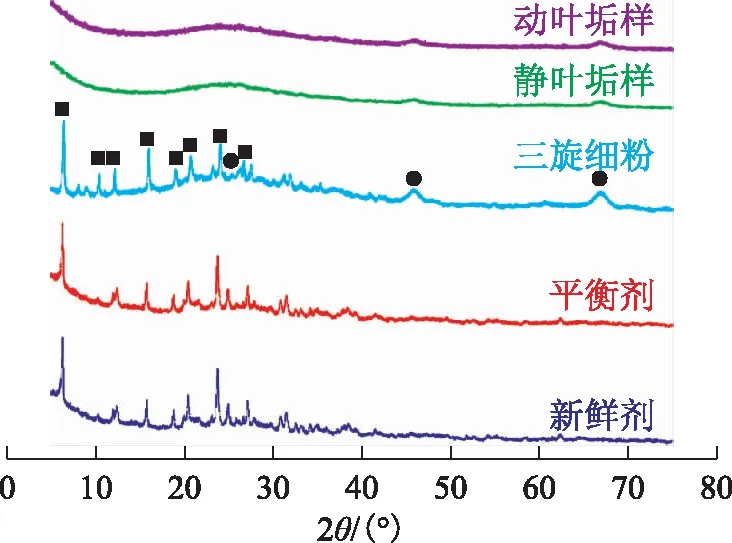
图1 烟机垢样的XRD图谱■—Y分子筛; ●—Al2O3
对比某催化裂化装置新鲜剂、平衡剂、三旋细粉和烟机垢样的元素组成[4],结果显示元素Na,Fe,Ni,Ca,Sb,Zn在平衡剂、三旋细粉和烟机垢样中均有不同程度富集。采用等动采样的方法采集烟机入口的催化剂粉尘,并对新鲜剂、平衡剂、烟机入口细粉及烟机垢样进行元素组成分析[5],部分元素的分析结果见表1。与前述规律相同,Na,Fe,Ni,Ca,Sb,Zn在平衡剂、烟机入口粉尘和烟机垢样中均有不同程度富集。
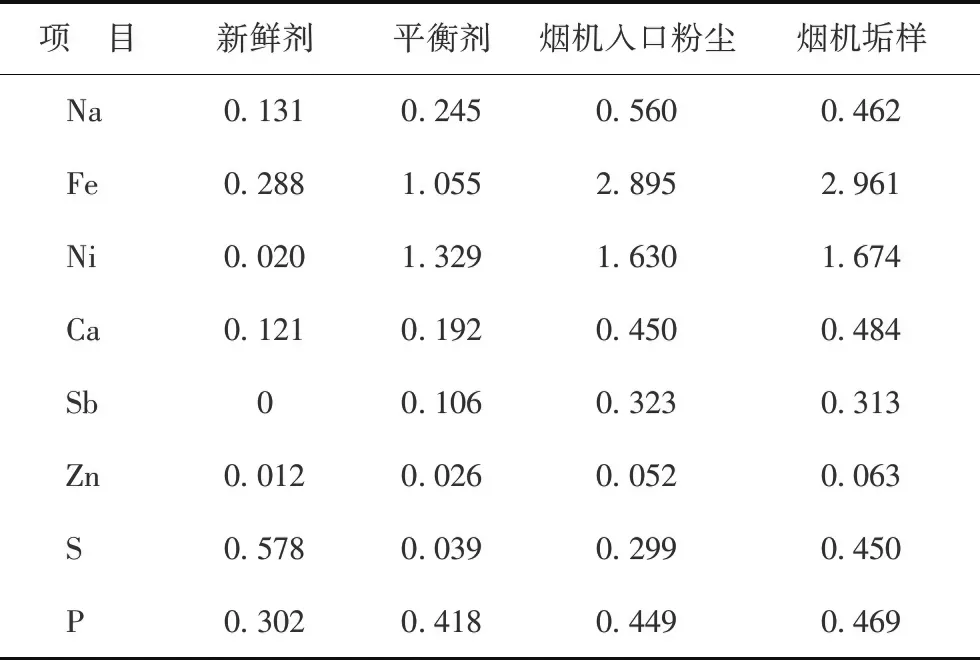
表1 某装置催化剂和垢样的元素组成分析结果 w,%
由于烟机入口粉尘在空间和时间上均最接近烟机垢样,分析二者的差别对于探索烟机结垢过程更具指导意义。由表1可见,各元素在烟机入口粉尘和烟机垢样中的含量差别不大,仅S元素在烟机垢样中发生了小幅度富集,说明烟机入口粉尘即是结垢的物质基础。由于未发现低熔点熔融盐类的富集,催化剂粉尘上低熔点盐类是烟机结垢黏结成分的观点值得商榷。从晶体物相分析和扫描电镜结果看[5],烟机垢样为无定形致密结构,而烟机入口粉尘则呈现与催化剂相同的颗粒状形貌,且粒径呈正态分布。
与新鲜剂相比,Na,Fe,Ni,Ca,Sb,Zn等金属在平衡剂、三旋细粉及烟机入口粉尘中依次富集的原因是这些金属多由原料带入,且存在于原料油的大分子中。在反应过程中,这些大分子油类进不到分子筛孔道内,在催化剂表面发生缩合或分解反应后停留在催化剂表面。催化剂在催化裂化流化床反应-再生过程中循环,表面部分首先发生磨损掉落,形成更小的颗粒,因而越细的粉尘,其金属含量越高。
2 垢的形成条件
由前述分析可知,烟机垢物的前身为粒径10 μm以下的催化剂细粉。目前各催化装置广泛使用的催化剂的活性成分为Y型分子筛,约占催化剂总质量的10%~50%,其他成分包括作为基质和黏结剂的氧化铝、氧化硅和少量的改性金属、非金属氧化物。从流体力学角度讲,与常规催化剂颗粒A类粒子不同,粒径小于10 μm的固体颗粒属于C类粒子,粒子之间存在分子间范德华力作用,黏结性强,不易流动,因而有观点认为烟机结垢的原因是粉尘的静电吸附。然而,烟机垢物的晶体物相分析显示,垢物中不仅不含Y型分子筛物相,且不含各构型的氧化铝和氧化硅晶体,已不存在催化剂原有物相。
USY分子筛的晶格破坏温度为1 011 ℃[6],在水蒸气存在情况下,此温度降低,即Y型分子筛晶体可在800~900 ℃变成无定形结构。1 200 ℃时,催化剂中黏结组分和基质γ-氧化铝会转变成α-氧化铝,晶格结构不会消失,而氧化硅在高温下更易转化为石英。可见,烟机垢物并不是在再生器和烟道的常规温度(700 ℃)和水蒸气分压环境下形成的,且参与结垢的前躯物数量占烟机入口粉尘数量的比例极小。
对结垢部位进行分析,烟机叶片、三旋下料口等结垢部位均对经过气体产生了强扰动,扰动产生的气旋可将气体中所携带的垢样前躯物以高线速甩到结垢部位。结垢前躯物具有一定黏性,推测该黏性物质为熔融状态的催化剂粉尘。当烟气中高温熔融粉尘被甩至三旋下料口或烟机叶轮等部位后,迅速传热导致熔融粉尘温度骤降,液态转变为固态。由于液态物质凝固速率较快,原子间不能形成有序的相互作用,未能转化有序的晶体,而形成黏度大、流动性差的玻璃态无定形结构。
由CAS数据库查得,三氧化二铝的熔点为2 050 ℃,二氧化硅的熔点为1 610 ℃。某些金属氧化物的加入可降低二者的熔融温度[7],由于催化剂粉尘中Na,Fe,Ni,Ca,Sb,Zn等金属含量较平衡剂中高,熔融温度依催化剂牌号不同而不同程度降低。综上分析可得,烟机结垢前躯物是夹带在烟气中的极少量具有一定黏性的熔融状态的催化剂粉尘,粉尘的熔融温度大致在1 500 ℃以上。
3 垢的形成过程
通过分析反应器和再生器内催化剂及粉尘失活再生的历程,计算过程中催化剂粉尘所能达到的温度,探讨烟机结垢前躯物的形成过程。
图2为催化剂细粉转化为垢物的过程示意。原料油经喷嘴雾化后进入提升管反应器,雾化后原料油滴平均粒径为60 μm,质量约8.82×10-11kg。雾化后的油滴在提升管汽化段与来自整流段的高温再生催化剂碰撞传热后汽化,汽化一个粒径60 μm的油滴所需热量为1.03×10-7kJ。按再生催化剂温度700 ℃、汽化段温度550 ℃计算,该热量可由质量为6.29×10-10kg催化剂提供,折合不同粒径催化剂个数列于表2。由表2可知,催化剂粒径越大,能提供的热量越多,汽化相同油滴所需催化剂颗粒数越少。一个粒径100 μm的催化剂提供的热量足以使一个粒径60 μm的油滴汽化,但如若汽化热量全部由粒径为10 μm的细粉提供,则需要727.85个细粉颗粒。然而原料油的汽化在仅约0.25 s内完成,油滴所能接触的催化剂颗粒数十分有限。因此,原料油的汽化效果和与其接触的催化剂粒径直接相关。
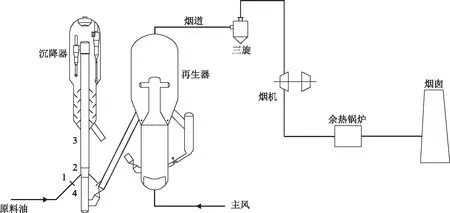
图2 垢物形成过程示意1—喷嘴; 2—提升管汽化段; 3—反应段; 4—整流段
表2 汽化一个粒径60 μm油滴所需不同粒径催化剂的个数
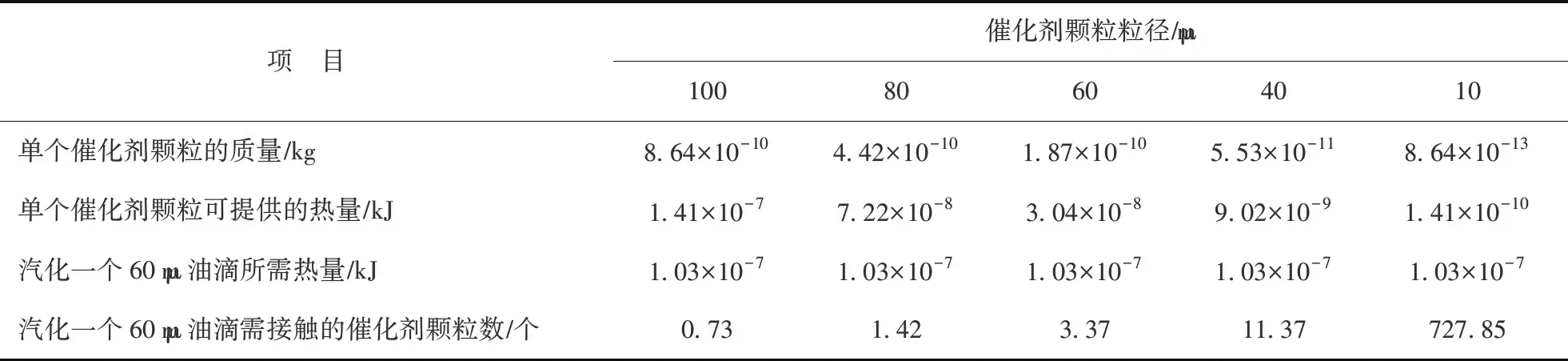
项 目催化剂颗粒粒径∕μm10080604010单个催化剂颗粒的质量∕kg8.64×10-104.42×10-101.87×10-105.53×10-118.64×10-13单个催化剂颗粒可提供的热量∕kJ1.41×10-77.22×10-83.04×10-89.02×10-91.41×10-10汽化一个60 μm油滴所需热量∕kJ1.03×10-71.03×10-71.03×10-71.03×10-71.03×10-7汽化一个60 μm油滴需接触的催化剂颗粒数∕个0.731.423.3711.37727.85
对于流化催化裂化装置,平衡催化剂的平均颗粒粒径在60 μm左右。粒径小于40 μm的细粉质量分数为5%~15%,含量过少会影响流化。若该粒径为60 μm油滴未能与足够数量的催化剂颗粒接触传热,而是黏附在不能提供其汽化热量的细粉上,进入反应段后呈平推流流动,催化剂颗粒间相互接触传热的机会较少,且油剂温度仅550 ℃左右,热量传递有限,未成功汽化的油不易汽化,而是以液相状态黏附在催化剂表面,称为未汽化油。未汽化油在提升管反应器内不能参与气相反应,只能在高温下缩合生焦。
对于常规催化裂化装置,宏观上,催化剂定碳质量分数为1.5%以上时,不再具有反应活性,因此待生剂碳质量分数控制在1.5%以下。黏附未汽化油而结焦细粉的数量少,宏观待生剂定碳不能代表其含碳量。因沉降器结焦的主要原因是未汽化油黏附缩合,由沉降器结焦物的分析结果可推知未汽化油黏附在细粉上结焦的含碳量。胡敏[8]分析了沉降器软焦、中性焦和硬焦的组成,发现结焦物中20 μm以下催化剂细粉的质量分数为30%~70%。可知提升管出口处,黏附未汽化油生焦的细粉上焦炭与催化剂质量比为(0.43~2.33)∶1。
再生器内,待生剂完成烧焦再生。与同装置内催化剂酸性位上焦炭的燃烧相比,包裹着催化剂细粉的焦炭颗粒的燃烧更接近于缩核模型,因而速率较慢。且由于再生器内催化剂的停留时间并不完全一致,存在短路的情况。少量焦炭颗粒不能在再生器内充分燃烧,未燃烧的焦随烟气带入到稀相甚至烟道。
对于富氧燃烧的再生器稀相和烟道,同时存在高温和氧气,未烧尽的焦炭颗粒继续燃烧。在稀相或烟道中,由于催化剂颗粒浓度低,催化剂颗粒间的碰撞少,烧焦热量难以传递出去。以烟机入口处为例,烟气中催化剂浓度为60 mg/m3,折算成操作条件,则相当于每3.2 mm直径范围内球状烟气中存在一个直径10 μm的催化剂颗粒。
以催化剂细粉为中心,细粉直径5倍长度范围内的烟气及焦炭质量分数为0.5%~5.0%的细粉颗粒为绝热体系,计算燃烧终态体系温度,结果见表3。由表3可知,催化剂细粉上焦炭质量分数为0.5%,1.0%,3.0%和5.0%时,绝热体系燃烧终态温度分别为860,1 019,1 658和2 297 ℃。
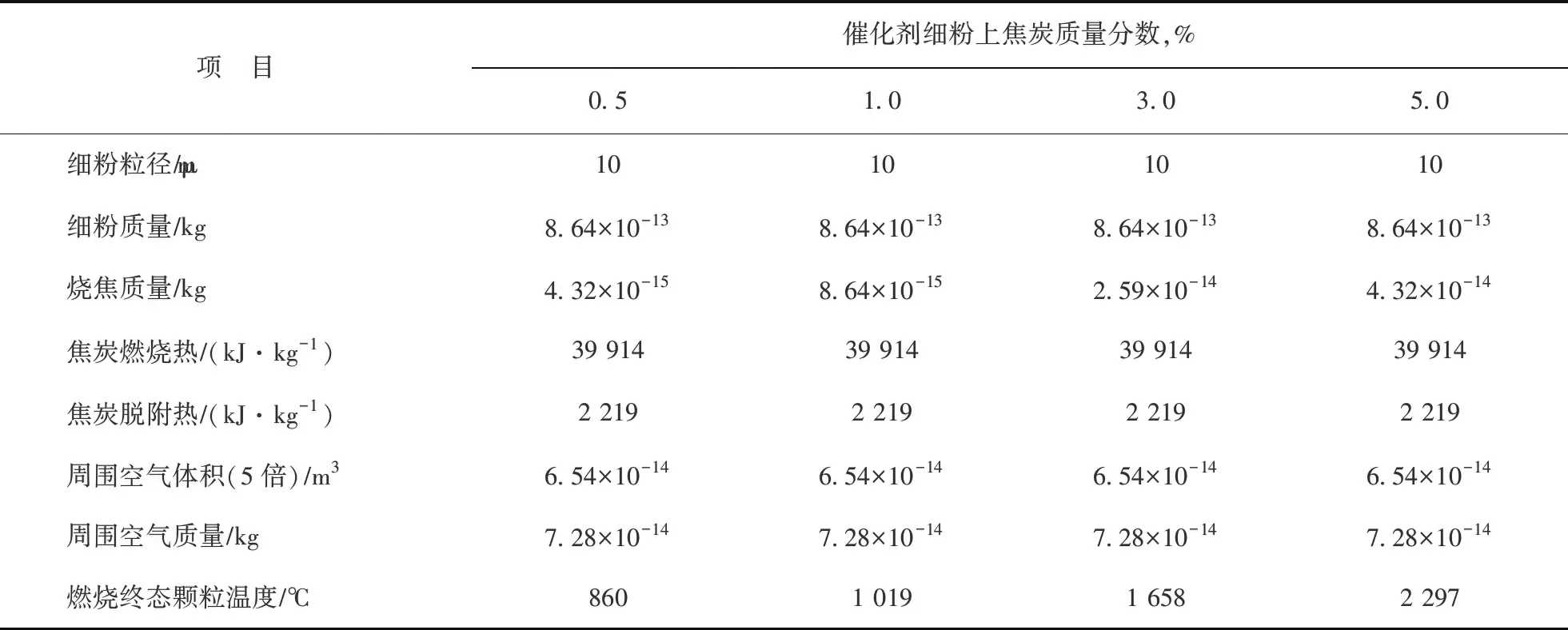
表3 未汽化油结焦后性能指标
综上分析可见,由未汽化油引起的缩合生焦并在稀相继续燃烧的过程,其终端燃烧温度完全可以达到甚至超过催化剂细粉的熔融温度。熔融过程中,细粉的晶体结构消失,物相由晶相变为液相。烟气携带的高温熔融粉尘在三旋下料口、烟机叶片等部位受高速离心作用,黏附到易结垢部位。黏附在烟机叶片等部位后,液相的熔融粉尘温度骤降,形成了整体无定形结构的垢物。此过程重复发生,垢物层加厚,当垢物达到一定厚度后从叶片上脱落,造成烟机振动超标。
4 结垢的防范措施
结合烟机垢物形成的整个生命周期,分析引起结垢的关键因素可知,引起结垢的根本原因是原料汽化不充分而形成的未汽化油。通过优化原料油滴的汽化效果,可从源头上减少结垢前躯物的产生,缓解或消除烟机和三旋结垢。
4.1 优化原料油喷嘴的雾化效果
经计算,一个粒径为60 μm的油滴需与3.37个粒径为60 μm的催化剂传热后才可完全汽化,而一个粒径为80 μm的油滴则需要吸收7.99个粒径为60 μm的催化剂颗粒提供的热量才能完全汽化,但在反应汽化段中一个油滴与8个催化剂颗粒进行接触传热几乎不能实现。可见原料油液雾粒径大小直接影响着它本身的升温和汽化速率,从而进一步影响着提升管反应器进料段内气固两相的流动、传热以及裂化反应。若原料油不能完全而快速地汽化,未汽化油缩合生焦,使得产品中干气和焦炭产率增加,且将导致结垢前躯物的产生。据报道,某催化裂化装置采用了雾化效果更好的喷嘴后,焦炭产率降低1.47百分点,经济效益显著[9]。因此,优化原料油喷嘴的雾化效果,不仅可降低焦炭产率,还能从源头上降低烟机结垢的几率。
4.2 合适的再生温度和反应剂油比
在第3节的计算中,设定了再生催化剂温度为700 ℃。实际上,国内装置从提高剂油比以优化产品分布及能耗上考虑,通常按中温再生进行设计和生产。然而随着剂油比提高,再生剂温度降低,使得单个催化剂颗粒在原料汽化的过程中可提供的热量减少,造成未汽化油的增多,结垢前躯物的产生几率增大。从装置生产角度,再生温度降低到660 ℃以下,原料油汽化效果变差,装置焦炭产率明显增加。
另外,每个喷嘴处催化剂的均匀性直接影响原料油汽化效果。这就需要再生催化剂在喷嘴所在截面上分布尽量均匀稳定,实现进料汽化段油剂高效接触。
4.3 合适的系统粉尘含量
对于流化催化裂化装置,平衡催化剂中粒径小于40 μm的细粉起到润滑剂的作用,其质量分数一般在5%~15%。细粉含量过少,催化剂的输送及流化困难,不利于装置平稳操作;细粉含量过高,则会影响原料油的汽化。由第3节计算可知,细粉提供给油滴的热量十分有限,往往不能使油滴汽化而黏附在细粉表面,缩合生焦,提高装置的焦炭产率。刘新林[10]将平衡剂粒径筛分为小于40 μm、40~80 μm和大于80 μm三组,采用小型固定流化床进行重油裂解试验,结果表明使用粒径小于40 μm催化剂的试验组,其干气和焦炭产率均高于另外两组。这一结论也验证了粉尘的存在不利于原料油汽化,进而导致烟机结垢前躯物的生成。
除未汽化油的直接作用外,催化剂的磨损使得细粉上富集较多的原料油而带入杂原子,可不同程度地降低催化剂熔点,利于结垢前躯物的生成。其他导致烟机结垢的因素是否存在,尚待进一步探讨。
5 结 论
(1)通过对烟机和三旋下料口垢物的形态、数量及组成进行分析,发现垢物的主要组成元素为Si,Al,O,说明催化剂粉尘是参与烟机结垢的主要物质;对比烟机垢物与烟机入口粉尘的质量,发现参与结垢的粉尘仅占通过烟机粉尘的十万分之一到千分之三;烟机垢物的晶体物相结果显示垢物的晶体结构几乎全部坍塌。
(2)烟机结垢过程为:少量原料油滴在反应气化段内未完全汽化,未汽化油黏附在催化剂细粉表面并缩合生焦;微量焦炭颗粒未在再生器内烧尽,进入烟道后继续燃烧产生局部高温。细粉上杂原子的浓集在一定程度上降低了催化剂的熔点,细粉熔融,转化为液相黏性物质;携带微量高温熔融粉尘的烟气在三旋下料口、烟机叶片等部位受高速离心作用,黏附到易结垢部位,温度骤降,形成无定形结构的垢物。
(3)引起结垢的根本原因是原料汽化不充分而形成的未汽化油,其他影响因素待进一步探讨。可通过优化原料油滴的汽化效果、调整合适的剂油比和平衡剂细粉含量来减少烟机结垢。