水泥固化线旋转辊道控制设计与应用
2019-12-02龚应伟杨兰菊陈先林
龚应伟 杨兰菊 陈先林

【摘 要】水泥固化线设有旋转辊道,用于检测水泥固化体表面剂量水平。旋轉辊道上安装多组定位传感器,实现固化体在辊道上直行和旋转时的定位。由于复杂的生产工况及放射性环境,使得定位传感器加速失效。本文提出了采用检测元件冗余、延期服役控制、超限服役控制等三种控制方法来延长水泥固化线的使用寿命。经实际应用证明,采用以上三种控制方法后,定位传感器反应灵敏、动作稳定、能合理定位,保证了水泥固化生产线的长时间稳定运行。
【关键词】定位传感器使用寿命;检测元件冗余;延期服役控制;超限服役控制
中图分类号: TP302 文献标识码: A 文章编号: 2095-2457(2019)32-0017-002
DOI:10.19694/j.cnki.issn2095-2457.2019.32.006
0 引言
水泥固化线的旋转辊道带动水泥固化体360°旋转期间,剂量检测装置上放射性探测器检测水泥固化体表面放射性剂量水平。旋转辊道稳定可靠运行是放射性废物水泥固化处理流程中的一个关键环节。旋转辊道上设有多组定位传感器,主要完成两个功能,一是固化体直行定位,二是固化体360°旋转定位,便于桶表面的放射性剂量水平检测。由于核设施内的环境温度、湿度、灰尘、空气中含盐量、放射性剂量及系统设备使用频率等因素影响元器件的平均故障率,使得定位传感器加速失效,进而降低控制系统的可靠性和稳定性,甚至直接关系到工艺系统运行安全和减少核设施的整个服役期。因此,本文提出了检测元件冗余、延期服役控制、超限服役控制三种控制方法来延长水泥固化线的使用寿命,保证生产的稳定运行。
1 工艺布置与定位传感器
1.1 工艺布置
国内现有的放射性废物处理基本上由干湿料下料系统和线上设备组构成,其中旋转辊道、屏蔽门、剂量检测装置、应急后备阻尼装置、输送辊道/7号、输送辊道/8号、定位夹紧装置等7套设备均布置在剂量检测工位区域。该区域布置空间狭小和放射性环境特性,导致旋转辊道上定位传感器非常难维修维护。放射性剂量检测工艺布置见图1。现场环境特性条件:
(1)空间区域狭小,安装区域宽度2250mm。
(2)水泥固化体放射性剂量1.5~2.5mSev/h,系统应运行可靠,避免事故发生,造成应急工作人员不必要的放射性照射。
(3)剂量检测工位区域环境温度:0℃~40℃。
(4)平均相对湿度不大于90%(+25℃)。
1.2 定位传感器失效情况
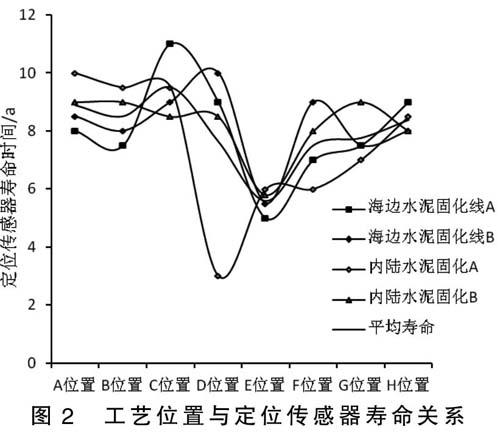
调查研究水泥固化线中8个工艺位置的定位传感器使用情况,A位置:固化桶准备;B位置:水泥加料工位;C位置:提升门位置;D位置:过渡工位;E位置:搅拌工位;F位置:取封盖工位;G位置:剂量检测工位;H位置:吊运工位。工艺位置与定位传感器寿命关系见图2。
图1 放射性剂量检测工艺布置图
图2 工艺位置与定位传感器寿命关系
从图中可以分析出,定位传感器在非放射性条件工艺位置:A位置、B位置、C位置、D位置平均寿命8~10年。放射性工艺位置:E位置、F位置、G位置、H位置的定位传感器平均寿命与放射累积剂量有直接关系。在固化体放射性剂量1.5~2.5mSev/h情况下,其中E位置由于是水泥固化体生产搅拌工艺位置,工艺运行时间最长,平均寿命5~6年,剂量检测G位置工艺运行时间相对E位置较短,则平均寿命7~8年。
2 控制方案
水泥固化线设置1套相对独立PLC控制系统,再通过PROFIBUS总线把各系统的工艺过程参数及设备运行状态传入中央控制DCS系统。
SIMATICS7-300及输入输出模块组成的PLC系统实现多项工艺控制功能。包括:检测水泥固化体是否已到达输送辊道/7号末端;开启屏蔽门,并检测屏蔽门是否开启到位;水泥固化体通过输送辊道/7号输送到旋转辊道上,并检测是否到达指定位置;自动控制定位夹紧装置,完成水泥固化的中心定位。指挥旋转辊道带动水泥固化体以一定的时间转速旋转,旋转到工艺要求的角度后,旋转辊道停止旋转。水泥固化体旋转期间,发出指令,剂量检测装置上放射性探测器对水泥固化体表面进行多次往复扫描检测。完成剂量检测,水泥固化体通过旋转辊道和输送辊道/8号的传动输送到输送辊道/8号上。
采用检测元件冗余技术进一步提高旋转辊道运行可靠性;后使用灌入时间的延期服役控制方法延长旋转辊道服役时间;后备超限服役控制措施确保旋转辊道的运行,确保水泥固化设施的安全和服役时限。
3 检测元件冗余
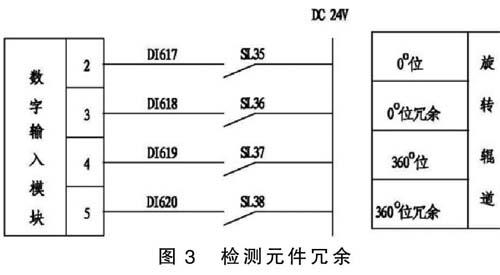
为实现水泥固化线控制系统的连续稳定运行,延长定位传感器组潜在故障频率。旋转辊道的0度和360度定位传感器在单组定位传感器的基础上,再并联一组定位传感器。同时降低放射性对控制电缆的影响,控制电缆采用增强型金属屏蔽电缆。检测元件冗余见图3。
图3 检测元件冗余
4 延期服役控制
控制系统的现场检测元件已损坏,水泥固化线放射性环境剂量高使维修人不可达。通过计算放射性探测器扫描放射性固化体区域的时间、旋转速度,进行系统控制,从而满足工艺运行要求。在不考虑常用电气传动稳态调速精度、转速变化率、调速比、稳速精度等静态指标,及响应时间(tan)、动态响应偏差带(±δ%)、条件时间(tr)等动态指标的情况[1],同时考虑到机械转动系统由于安装误差、轴承间隙、支撑变形等各种可能因素[2-3],在PLC系统中灌入时间,实现水泥固化系统延期服役的控制措施。根据实践经验,按下述相关公式进行计算。
式中:f1供电频率,p电磁功率,SN额定转差率,TN额定转矩,Tcr临界转矩,t1固化体旋转理论计算时间,t2机械转动系统、电气转动系统等需窥视窗观察校准综合补偿时间。
5 超限服役控制
电动机的额定负载按工艺实际运行负载的2~3倍计算选取,同时兼顾额定电压、额定功率因数和效率[4],使旋转辊道电机在50%~70%额定电流范围内运行。旋转辊道碰击旋转辊道侧的应急后备阻尼装置时,电机的运行电流瞬时增大,电流传感器采集模拟电流信号,触发PLC控制系统的设定电流值,电机停止运转。超限服役控制见图4。图中:Ist起动电流,Ir额定电流,I0.5电机50%负载电流,tst起动时间[5]。
图4 超限服役控制
6 控制功能
水泥固化线初期运行,旋转辊道采用冗余定位传感器进行旋转辊道的正转、反转到位控制。当冗余的定位传感器全部失效时,通过PLC的人机界面系统输入放射性剂量检测探测器扫描时间进行旋转辊道的正转、反转到位控制。电气控制系统和机械传动系统时间无法准确预知时,可知延期服役控制措施失效,PLC控制系统自动转入超限服役控制,通过旋转辊道碰击后备应急阻尼装置发出阻尼电流,执行旋转辊道的正转、反转到位控制。控制功能图见下图5。
7 结束语
通过现场调试验证结果表明,检测元件冗余、延期服役控制、超限服役控制的控制方法满足水泥固化线放射性固化体放射性剂量水平检测的需要,同时还有效解决了因定位传感器失效,导致水泥固化线过早退役的问题。
图5 控制功能图
【参考文献】
[1]孙流芳,杨竟衡,王文斌,等.电气转动自动化技术手册[M].第三版.北京:机械工业出版社,2011,359-360.
[2]陈良玉,巩云鹏,闻邦椿,等.机械设计手册[M].第5版.北京:机械工业出版社,2010,8-124.
[3]秦大同,谢里阳,张兴辉,等.机械转动设计[M].单行本.北京:化学工业出版社,2013,834.
[4]戈东方,钟大方,陈戍生,等.电力工程电气设计手册[M].北京:中国电力出版社,2013,322.
[5]任元会,卞铠生,姚家祎,等.工业与民用配电设计手册[M].第三版.北京:中国电力出版社,2005,657.
