误差分离方法在多级低压涡轮转子不同心度测量中的应用研究
2019-11-22孙慧洁


摘要:本文针对某型大涵道比涡扇发动机多级低压涡轮装配中不同心度测量基准调整困难的问题,提出了在现有装配测量条件下,应用最小二乘法的转子不同心度测量误差分离方法,保障了装配过程测量精度,降低了基准安装调整难度,实现了低涡转子初始不平衡量的有效控制。
关键词:航空发动机;测量;误差分离;不同心度
航空发动机转子不同心度对转子初始不平衡量和转静子碰磨等有直接影响,进而影响发动机振动品质和转子稳定性。[1][2]某型大涵道比涡扇发动机低压涡轮具有级数多、质量大、转速高、负荷大的特点,因此多级涡轮转子装配后的不同心度对发动机振动品质和稳定性影响更加重要,需要在装配过程中进行精确测量并加以控制。
1问题提出
在某台大涵道比涡扇发动机多级涡轮转子装配过程中,出现后修正面初始不平衡量超限的问题,通过采用工艺手段逐项排查,主要由于该台多级涡轮转子装配不同心度超差造成。因此,对多级涡轮转子装配不同心度的测量要求、测量方法及误差来源进行分析。某型号低压涡轮转子为五级,盘与盘之间为精密螺栓定位连接,连接螺栓位置度偏差最大为0.05mm,同时各转子件自身有加工形位公差,因此盘与盘之间存在一个最优角向位置,使各级盘组合后不同心度最低。
目前,多级低压涡轮转子(及静子)的不同心度测量及装配均在专用装配测量转台上进行。低压涡轮转子不同心度测量方法及装配为:将一级盘组件落在装配转台基准座上,利用一级盘前端面进行端面定位,利用一级盘盘心进行柱面定位。调节一级盘和转静子装配转台回转轴同心,压紧三个压板,对一级盘定位。然后逐级进行二~五级涡轮盘、二~五级静子组件装配,并检查二~五级涡轮盘组件的跳动,要求径向跳动不大于0.05mm,见图1。
经过分析,多级低压涡轮转子不同心度测量的误差来源主要包括:转子测量回转误差、测量基准(一级盘)端面及柱面定位误差。其中转子测量回转误差由工装回转部分保证,利用滑动摩擦副的小间隙长尺寸配合,经试验验证回转精度达到0.005mm。测量基准端面定位误差由工装转子支撑部分加工精度保证,经检验由端面定位误差引起的不同心度最大为0.003mm,对不同心度测量影响较小。
测量基准柱面定位误差即一级盘安装偏心误差是由于一级盘与工装定位面间隙大、工装定位面加工精度差,以及手動调节基准不可靠引入。一级盘和装配台的扇形定位块柱面为间隙配合(间隙0.125mm~间隙0.05mm)。装配时手动调节一级盘位置,采用压板压紧方式对一级盘定位。结构如图3,其中1是压板,3是压紧螺母。由于手动调节基准的局限性及装配卡紧过程引入偏心,使低涡一级盘安装后不可避免的偏离装配台回转轴线,即低涡一级盘这一跳动测量基准存在一定的安装偏心误差,该误差是低涡转子径向跳动测量结果主要影响因素。
由于测量值要求较小,仅仅依靠提高转台加工精度、装调精度是不尽合理的,既不经济又难以达到目的。比较经济有效的方法是准确测出误差,然后进行修正。
2基于最小二乘法的不同心度测量误差分离方法
本方法的原理是,基于低涡一级盘径向跳动测量结果,利用最小二乘法计算得到低涡一级盘安装偏心误差,然后对二~五级盘、转子支撑锥盘径向跳动结果进行修正,得到消除基准偏心误差后的一~五级盘、转子支承锥盘径向跳动。
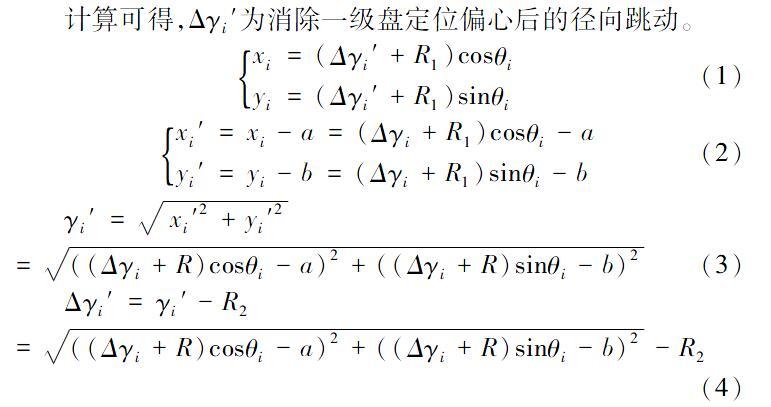
在低涡转子跳动测量中,一级盘安装偏心量为(a,b),即修正后测量基准相对实际测量基准偏移(a,b)。将在实际测量基准下测量的二~五级盘柱跳通过坐标系转换,得到在修正后测量基准下的柱跳。
计算可得,Δγi′为消除一级盘定位偏心后的径向跳动。
xi=(Δγi′+R1)cosθi
yi=(Δγi′+R1)sinθi(1)
xi′=xi-a=(Δγi+R1)cosθi-a
yi′=yi-b=(Δγi+R1)sinθi-b(2)
γi′=xi′2+yi′2
=((Δγi+R)cosθi-a)2+((Δγi+R)sinθi-b)2(3)
Δγi′=γi′-R2
=((Δγi+R)cosθi-a)2+((Δγi+R)sinθi-b)2-R2(4)3 应用分析
对出现初始不平衡量超限的多级涡轮转子,利用基于最小二乘法的不同心度测量误差分离方法,得到低涡一~五盘不同心度的准确数值。
以低涡一级盘跳动为例,应用第三章得到的公式(4),得到一级盘跳动修正值,结果见图3。
同理,对二~五级盘跳动实测值进行修正,得到消除一级盘安装偏心(a,b)的二~五级盘径向跳动修正值。
根据修正后的径向跳动值,调整各级涡轮盘装配的相对角度,将三级盘相对四级盘顺航向逆时针旋转约100°,将五级盘相对四级盘顺航向逆时针旋转约45°进行装配,使得不同心度满足要求。恢复装配后重新测量低涡转子初始不平衡量,结果满足要求,见下表。并且该台份发动机装配完成后,在试车中表现良好,未出现低压振动超限的情况。结果表明,采用误差分离方法,能够在现有装配工装条件下,简便高效地得到准确跳动值,进而降低涡轮转子不同心度,提高了涡轮转子装配质量。
初始不平衡量实际测量值跳动修正后,重新装配,实际测量值下降百分比C面不平衡量(g.mm)/位置4610∠111°3820∠75°17%D面不平衡量(g.mm)/位置8685∠270°5225∠320°38% 经统计分析,采用基于最小二乘法的转子不同心度测量误差分离方法的多级涡轮转子,未出现过初始不平衡量超限的情况,并在试车中表现良好,未出现低压振动大、低压转静子碰磨等情况,表明该方法对解决工装定位精度差的问题及提高多级涡轮转子装配质量有重要作用。
4结论
(1)不同心度测量是发动机装配过程中重要的测试指标,对某型号多级涡轮转子不同心度测量方法及误差来源进行分析,得到测量基准柱面定位误差是不同心度测量误差的主要来源。
(2)在现有装配工装加工精度较低情况下,通过采用基于最小二乘法的转子不同心度测量误差分离方法,提高了测量精度,不仅易实现,也相对低廉,取得了令人满意的效果。
参考文献:
[1]刘永泉,王德友,等.航空发动机整机振动控制技术分析[J].航空发动机,2013,39(5):1-8.
[2]孙贵青,吴法勇.航空发动机不同心度测试技术研究[C].第六届中国航空学会青年科技论坛文集.沈阳:中国航空学会,2014:1022-1028.
[3]吕玉红,吴法勇,等.整机装配阶段的同心度测量研究现状综述[C].第十五届中国科技协会航空发动机设计、制造与应用技术研讨会论文集.贵阳:中国科技协会,2013:1-6.
[4]陈光,洪杰,马艳红.航空燃气涡轮发动机结构[M].北京:北京航空航天大学出版社,2010.
作者简介:孙慧洁(1989-),女,山东济南人,工程师,主要研究方向:航空发动机装配工艺。
