超高温除尘技术在水泥行业应用的探讨
2019-11-21张松王作杰葛媛媛
张松,王作杰,葛媛媛

近年来,国家环保力度不断加大,电力、钢铁、水泥、垃圾焚烧等工业的废气污染物排放控制标准日益严格。GB 4915《水泥工业大气污染物排放标准》,自1985 年版到2013 年版,无论是监控项目数量还是各项目限值的严格程度,逐版都有很大提高,前三版的限值甚至严于电力标准GB 13223《火电大气污染物排放标准》,但是到2014 版标准,其指标已经与GB 13223-2011 持平,其中某些指标,如NOX,其排放标准限值已经落后,与火电行业提出的“超低排放”相差更远。火电行业能实现“超低排放”,说明水泥行业环保技术还有很大进步空间。本文讨论了在保证系统可靠稳定运行的前提下,进行窑头电除尘器改造的情况,也讨论了针对窑尾SCR 脱硝,在余热锅炉之前,增加高温除尘器和SCR反应器的工艺改造方案。通过技术改造,可解决窑头面临的除尘器“烧袋”风险和余热锅炉磨损问题,也可解决窑尾SCR技术受限问题。文中所称超高温袋除尘器,是为了与现有的水泥窑窑尾、窑头、烘干机高温袋除尘器区分。
1 水泥行业高温烟气治理现状
水泥生产过程中会产生大量高温烟气(300~450℃),其中主要污染物为粉尘、NOX、SO2等。对烟气中的粉尘,一般采用降温后进入袋除尘器的方式进行减排。在没有余热利用设备的系统中,不仅浪费大量的余热资源,降温系统还需额外消耗大量能源。在有余热利用设备的系统中,当余热利用系统检修或出现“跑黄料”、高温风机调停等情况时,为了避免袋除尘器“烧袋”,一般会增加喷水降温设备或空气冷却器等应急降温装置。应急降温系统不仅提高了投资成本,占用了土地,而且增加了整个工艺系统的复杂度及运维成本。更需要注意的是,降温设备绝大部分时间处于闲置状态,造成了资源的浪费。
烟气中的氮氧化物(NOX)减排分为以低氮燃烧、分级燃烧技术为主的燃烧过程减排和以SNCR脱硝技术为主的燃烧后减排。低氮燃烧脱硝和分级燃烧脱硝效率一般<30%[1],因此,在排放标准不断提高的条件下,燃烧后的脱硝必不可少。
目前,国内水泥厂燃烧后的脱硝基本采用SNCR技术。当脱硝效率控制在50%~70%时,氨氮比高达1.4~1.7[2],70%的脱硝效率无法满足更高标准的排放要求,且过量喷氨会导致生产成本增加和环境的二次污染。
针对水泥行业NOX的超低排放指标(NOX≤100mg/m3(标)),只有使用脱硝效率更高的SCR 技术可以满足要求。SCR 已经在火电行业超低排放中取得成功,但同时也存在一些问题,如粉尘导致催化剂中毒、堵塞、磨损等。在水泥行业,窑尾粉尘浓度高,且具有一定粘性,SCR 催化剂工作环境比火电行业恶劣很多,使得SCR技术在水泥行业的应用受到限制。从欧洲水泥工业应用SCR 技术的经验来看,高粉尘浓度会使催化剂中毒,不仅使脱硝效率降低,也大幅缩短了催化剂使用寿命,NOX排放只能控制在200mg/m3(标)以下,催化剂仍需频繁更换,中毒的催化剂仍需修复[3]。
因此,在SCR脱硝之前,进行高温除尘,显得尤为重要。
2 高温除尘技术
水泥行业应用的高温除尘技术主要有旋风除尘器技术和静电除尘器技术。旋风除尘器除尘效率低,只能用于预除尘。静电除尘器运行成本和维护要求高,且其除尘效率受粉尘比电阻、高压电源及控制系统等多种因素的影响很大,在高温、高浓度粉尘的情况下,静电除尘器常常无法高效、稳定地运行。
目前,国内外的陶瓷纤维和金属纤维滤料在800℃以下具有良好的强度、耐腐蚀性和高过滤精度,可满足高温粉尘的超低排放要求[4],且已成功应用于工程项目中[5]。采用陶瓷纤维和金属纤维滤料作为过滤介质的袋式除尘器是高温除尘系统的最佳选择。
3 高温除尘技术在窑头改造的应用探讨
针对常规的窑头工艺系统,我们提出了一种窑头电除尘器改造技术和设备方案。该方案在保证系统可靠稳定运行的前提下,简化了工艺流程,减少了设备及占地面积,降低了系统运行维护费用,提升了总体经济效益。
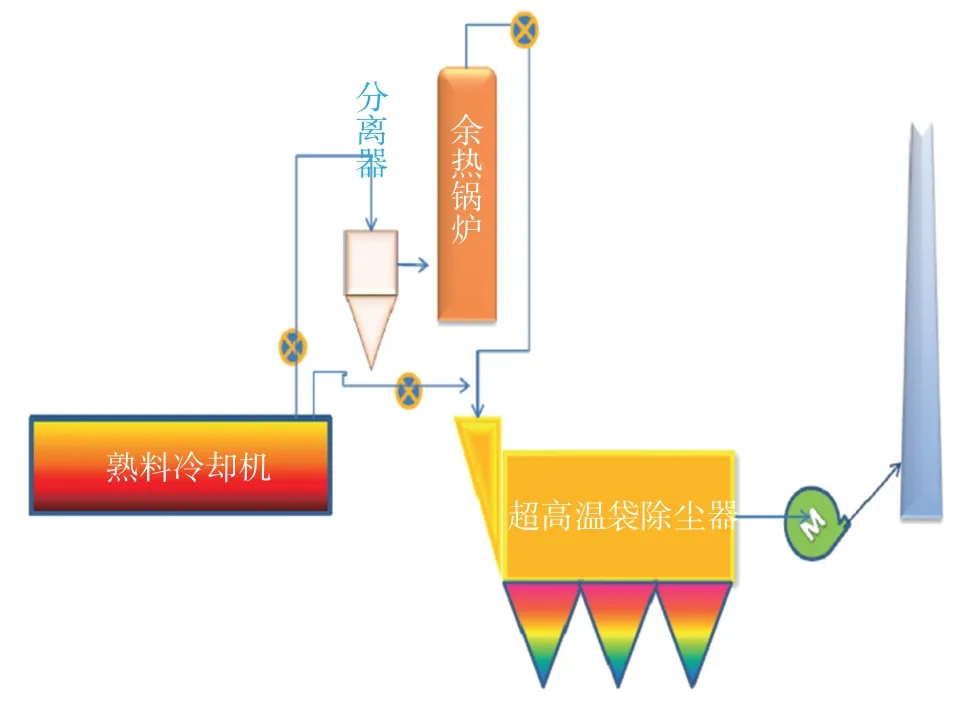
图1 直接电改袋工艺

图2 电改袋后将余热锅炉后置的工艺
窑头高温电改袋有不改变原工艺系统而直接将原电除尘壳体改为高温袋除尘器(即直接电改袋工艺)和电改袋后将余热锅炉后置两种改造方式。
直接电改袋工艺如图1 所示。直接电改袋方案与普通电改袋方案在本体改造方面类似,但不需增加其他工艺设备,施工、安装更为简单,整个系统稳定运行的可靠性更高,投资和综合运行成本更低。
电改袋后将余热锅炉后置的工艺如图2所示。高温改造后将余热锅炉后置,窑头高温含尘烟气直接进入改造后的高温除尘器除尘,洁净高温气体再进入余热发电系统进行余热利用,最后通过烟囱排出。当余热发电系统离线时,高温除尘器出口的洁净高温气体可直接由高温风机引入烟囱排出。
锅炉后置改造方案具有以下优点:
(4)将试板用乙醇擦拭干净。干燥后,以试板长向的中心线为准,从试板的一端与胶带的一端对齐,顺中心线向试板另一端粘过去125 mm,剩下的125 mm粘胶面与纸相贴,并将试板上的胶面压紧。将与纸相贴部分180°反折超出试板上端25 mm。此端夹于试验机上端夹头,试板之下端夹于下面夹头。以300 mm/min的速度匀速的连续拉开,记录其最大负荷,单位为N/25 mm。取三条试件的平均值。
(1)高温烟气先进入高温除尘器除尘,再进余热发电系统,可消除粉尘对余热发电系统的磨损、堵塞,降低余热发电系统的运行维护成本;同时可消除锅炉内部积灰,提高锅炉热效率和废气余热的利用,提高系统经济效益。
(2)窑头高温气体直接入除尘器,再进入余热发电系统,省去了旋风除尘器或干扰式分离器,减小了系统阻力。
(3)除尘后的高温气体用于煤磨,可省去煤磨热风用除尘器,可提高煤粉燃烧效率,减少能源消耗。
(4)简化工艺系统后,设备节点减少,减少了系统漏风点,简化了工艺操作,提高了可靠性,此外,还节约了厂区空间。
经济效益对比:
普通电改袋方案:按3年更换一批滤袋、6年换袋笼计,折合每年维护材料成本如下:
滤袋年成本:2 802×460/3=429 640元
袋笼年成本:2 802×120/6=56 040元
合计年费用为865 680 元(未计算人工、机具、时间成本)。
高温改造方案:过滤装置预期寿命8~10年,按9年寿命折合每年维护材料成本计算如下:
过滤元件年成本:3 000×1 323/9=441 000元
以上未计算空冷器维护、余热锅炉更换管束维护成本。
高温过滤方案虽然计算年维护材料成本偏高,但毋容置疑,整体经济效益可大幅提高。
4 高温除尘技术在窑尾改造的应用探讨
针对窑尾SCR脱硝,我们提出了一种在余热锅炉之前,增加高温除尘器和SCR 反应器,先高温除尘,再SCR 脱硝的改造方案。工艺流程如图3 所示。
本方案优点:使水泥行业可以采用SCR脱硝技术或SNCR+SCR 脱硝技术,实现脱硝效率90%以上,满足NOx的超低排放要求。经除尘后的高温烟气通过SCR 催化剂,催化剂基本上不受粉尘影响,可提高脱硝效率,减少催化剂用量,大幅提高催化剂使用寿命。高温烟气经除尘脱硝后,进入后级余热锅炉,可大幅减少余热锅炉磨损、管壁积灰,减少设备维护工作和维护资金;可提高换热效率,保证设备长期高效运转。本方案利用原有增湿塔的空间位置,无需额外用地,为改造提供了有利条件。系统设有旁路,可保证不会因高温除尘脱硝系统故障和检修影响整个生产系统的正常运转。
考虑到水泥窑生产线布置紧凑,新增高温除尘器所需占用的空间不好解决等问题,可以考虑用高温除尘器代替预热器一级筒,SCR 反应器置于预热器顶层平台之上,工艺流程如图4所示。
原有预热器一级筒出口粉尘浓度达60g/m3(标),粉尘带走热量约7.33×4.18kJ/kg 熟料。改为高温除尘器后,除尘效率在99.99%以上,出口粉尘浓度在10mg/m3以下,粉尘所带走的热量基本能回收进回转窑系统。5 000t/d 水泥熟料生产线按年运转300d计算,可以节省标煤1 500t/年。
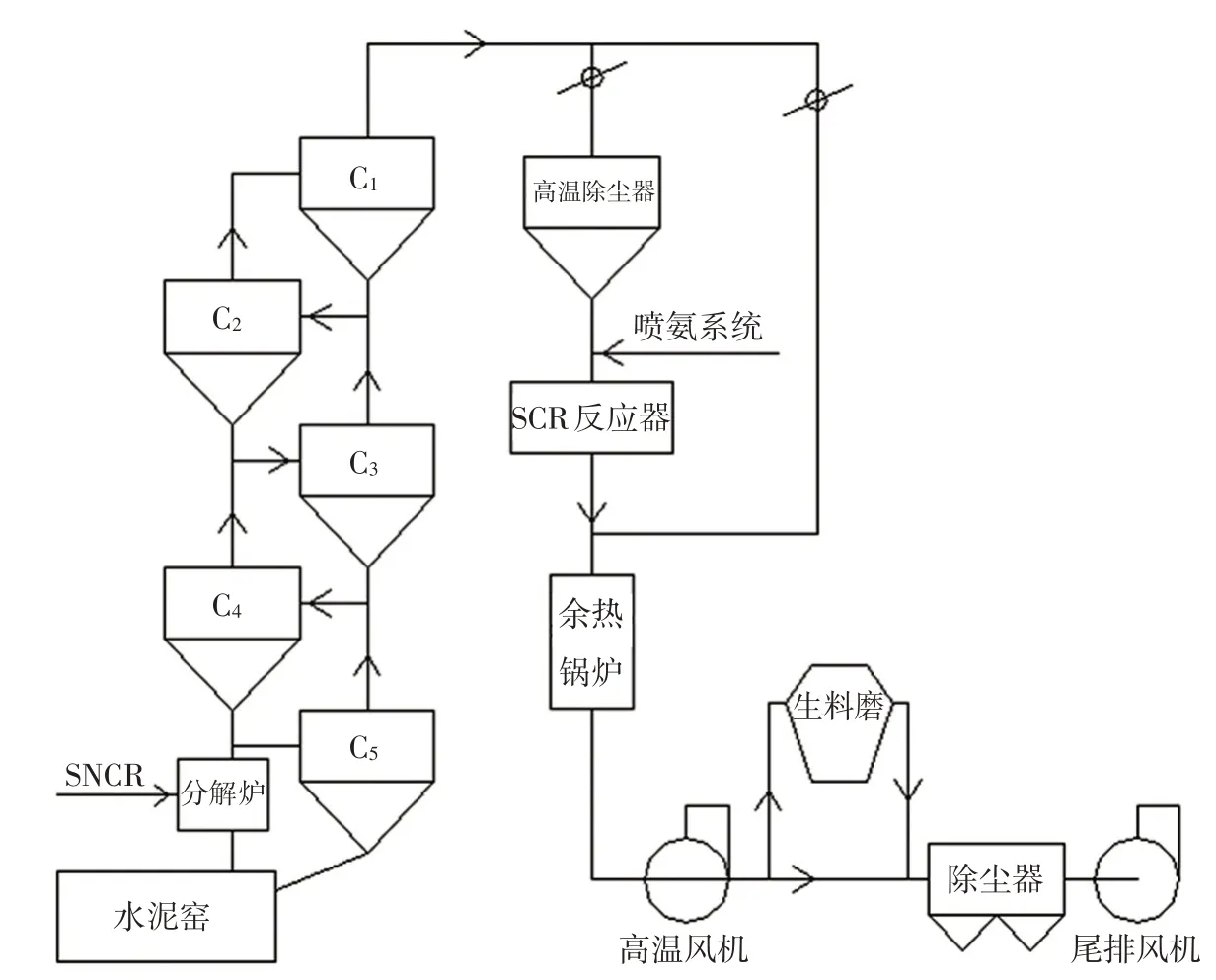
图3 高温除尘后SCR脱硝工艺流程
5 结语

图4 高温除尘器替代一级筒工艺流程
文中探讨的除尘技术实际正常运行温度并不是很高,之所以称之为超高温滤袋,主要是因为这种滤袋本身可承受的极限温度很高(一般可达500~800℃),不用因担心“烧袋”而采用应急降温措施。水泥生产过程中受高温、高浓度粉尘影响,窑头面临袋除尘器“烧袋”风险和余热锅炉磨损的问题,窑尾面临SCR技术应用受限的问题,采用陶瓷和金属纤维滤料的高温袋除尘技术,可高效、稳定地解决以上问题,带来很大的经济效益和社会效益。
