钳工锯削省时排料工艺研究
2019-11-20王贤
王贤


在中等职业学校或技工学校里,钳工实训是模具专业的重点实训项目,是一门必修课,能培养学生熟悉冷热加工生产过程和实践动手能力。模具钳工实训内容通常包括划线、锯削、錾削、锉削、钻孔、螺纹加工、锉配等,以及熟悉使用各种工量具;目的是使学生熟悉机械制造、模具制造的一般过程,掌握金属加工的主要工艺方法和工艺过程,熟悉各种设备和工具的安全操作使用方法;通过实训让学生养成热爱劳动,遵守纪律的好习惯,培养成本概念和理论联系实际的严谨作风,并为学习后续专业课程打下良好的基础。
模具钳工是模具工中级证的主要考核内容,也是众多学校要求双证毕业的条件之一,同学们为此付出了很大的努力,但仍有部分同学在考证过程中连余料都排除不掉,对此,笔者作了深入研究,找出了良好的对策,为同学们解决了心头之苦。
一、去余量排料在钳工中的重要性
钳工技能考证工件考核内容通常包括划线、锯削、錾削、锉削、钻孔、螺纹加工、锉配等。但是锉削加工是钳工项目中非常重要的部分,通常占总考核分的40%~80%,而锉削前的余量排除很关键,如果排料占用时间长,那么用于锉削的时间就相对少了,毕竟考证总时间是不变的。如果排料方法不当、失败或变形,将无法进行后续的锉削内容,极大影响考核分数。
二、钻錾结合传统排料法
以图1为例,要实施锉削工艺,首先得进行余料去除,这是首要任务,通常各学校、培训机构的老师传授给学生的方法是利用钻床沿着轮廓线附近钻出密密麻麻排料孔约φ3~6mm,再用錾子、锤子敲打未钻掉下的余料,才能接着锉削高低不平的余量。但是这种排料方法弊多利少,细则如下:①各学校或培训机构提供的钻床数量严重不足,众多学生围堵在钻床旁边排队等候钻孔,这个工序没做,无法做下一个工序,学生只能无耐等待,白白浪费考试时间。②每个学生需要钻削的排料孔太多,每钻一个孔定位较慢、耗时较长,约30~60分钟不等。③钻孔时,一旦孔距控制不好,钻心偏离则会折断钻头。④如果孔与孔之间距离较大,在錾削过程中敲击工件产生的变形大,将影响工件尺寸精度。更甚者严重的情况是还不一定能够把余料敲下来,直接进入不及格档次,效果如图2所示。⑤锉削不均匀的余量费时又费力,工件尺寸易超差。⑥如果钻孔超越了轮廓线,那么该表面直接被扣掉尺寸分值、表面粗糙度分值,效果如图3、图4所示。
三、钻锯结合创新排料法
笔者通过对钻錾结合传统方法的深入研究,认真分析出排料难点和失败的原因,主要是学生个体操作水平参差不齐,很难控制孔与孔之间正好相切,剩下余料依靠錾削是比较费劲的,就会出现前面提到的各种不足场景。对此,笔者创新出了钻锯结合以锯为主的工艺方法。
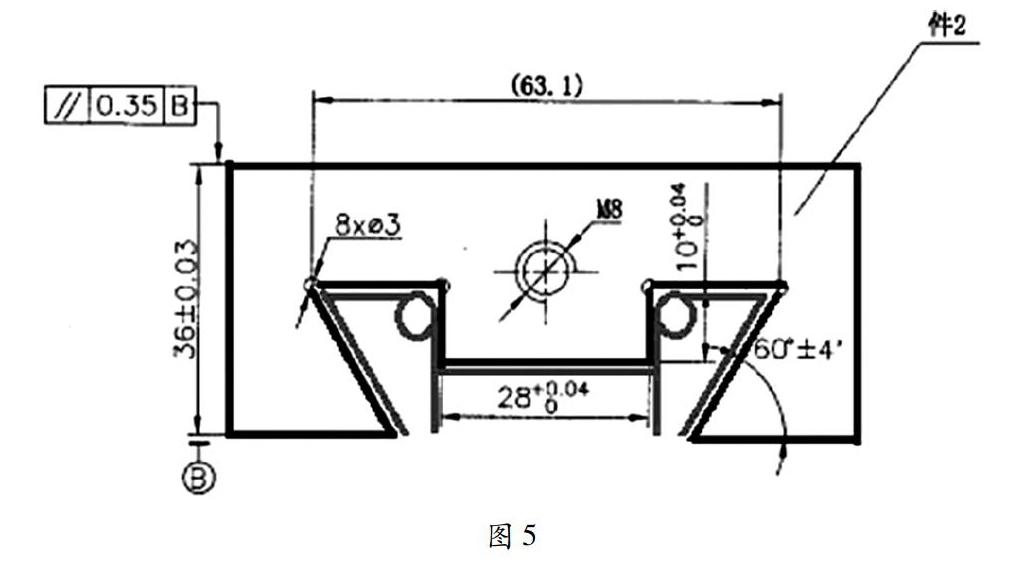
以图5为例,创新改进方案如下:①准备好2~3条锯条,课前或考核前,提前磨削锯条背面,宽度约5mm(该时间不占用考核时间),磨削效果如图6所示,建议选用质量较好的锯条以提高耐用度。②对考核工件按图纸尺寸要求立体划线,再沿轮廓线外距1mm处划线,在交叉处打样冲眼用于鉆孔定心,如图5所示。③用台式钻床钻出φ6的穿锯条孔。④将锯片穿过预钻孔再安装到锯弓上,注意锯齿方向朝前,在轮廓线外1mm处锯削。⑤锉削均匀的余量。
四、结束语
通过创新工艺,采用钻锯结合以锯为主的排料法,可以轻松化解钻錾结合以钻为主的传统排料法所带来的不足,达到以下目的:①每个工件只需要钻几个工艺孔,缓解了钻床使用压力,钻床数量可减少很多。②钻孔数量少,耗时短(15分钟内),节省很多时间(约20~40分钟),锯削用时少了,赢得了更多锉削时间。③排料成功率100%,场室内再无噪杂的敲击声。④锯削难度比錾除难度小。⑤锯削余量容易控制,工件尺寸准确无误。
本工艺创新可以减轻同学们的錾削排料难度,还能给同学们带来轻松的心情,唯一不足的是需要自己磨削锯条,虽然无难度,但需要投入一点课前时间。如果市场上有售,那也是商机无限。
