汽车纵梁类制件CAE工艺方案分析对比
2019-11-15章爽滨吴昌云奇瑞汽车股份有限公司制造工程院
文/章爽滨,吴昌云·奇瑞汽车股份有限公司制造工程院
吴燕玲·麦凯瑞(芜湖)汽车外饰有限公司
随着汽车行业的不断发展,对汽车安全与轻量化也提出了更高的要求,使得汽车车身冲压件高强度钢的应用比例不断升高,高强度钢材的使用对冷冲压行业来说是一个挑战。国外主流汽车厂为了达到安全和轻量化的双重要求,像奥迪A8一样的全铝车身应运而生,目前以奇瑞汽车为代表的国产汽车高强度钢屈服强度已经达到980MPa,大有“弃铝从钢”的行业趋势,前期的CAE同步工程分析,对制件的回弹控制、模具制造周期以及制造材料成本的控制都尤为重要,前期选择合适的冲压工艺方案,对冲压行业来说能起到事半功倍的效果。
纵梁类制件分析
图1为汽车车身纵梁类制件,制件料厚2.0mm,材质B340LA,制件轮廓(长×宽×高)为640mm×118mm×77mm,属于高强度深拉延纵梁类制件,在冲压成形过程中,回弹、扭曲、起皱是制件质量的主要问题,本文将使用AUTOFORM软件来模拟不同的工艺方案,并通过对比分析,总结出不同方案之间的优缺点,以下各方案主要查看制件回弹的对比情况。
冲压工艺方案及CAE分析结果
方案一
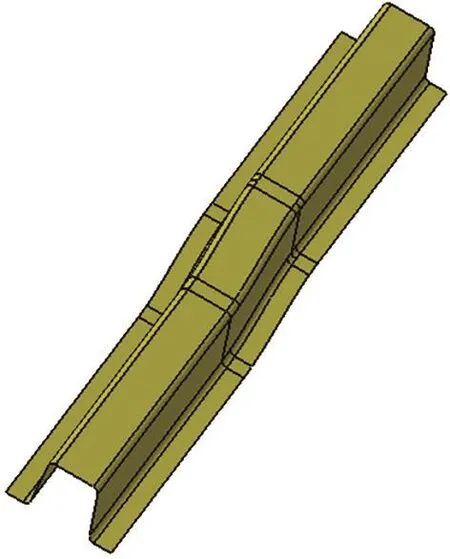
图1 纵梁类制件产品信息

图2 方案一制件成形性

表1 方案一相关设计
方案一模面设计将纵梁的法兰边放置在压料面上(图2),板料的流动通过压边圈和凹模来控制,由于制件法兰放置在压料面,制件材料利用率高,拉延模制作也较为简单,具体的模面设计及拉延模的凸凹模等见表1。
由于制件采用料厚为2.0mm的高强度板,方案一的板料流动靠压边圈与凹模来控制,成形过程中板料流动很难控制,制件回弹较大,侧壁回弹量在7.3~11.0mm之间,法兰边回弹量在11.5~14.9mm之间(图3),而且模具在后期整改难度较大。
方案二

图3 方案一制件回弹数值
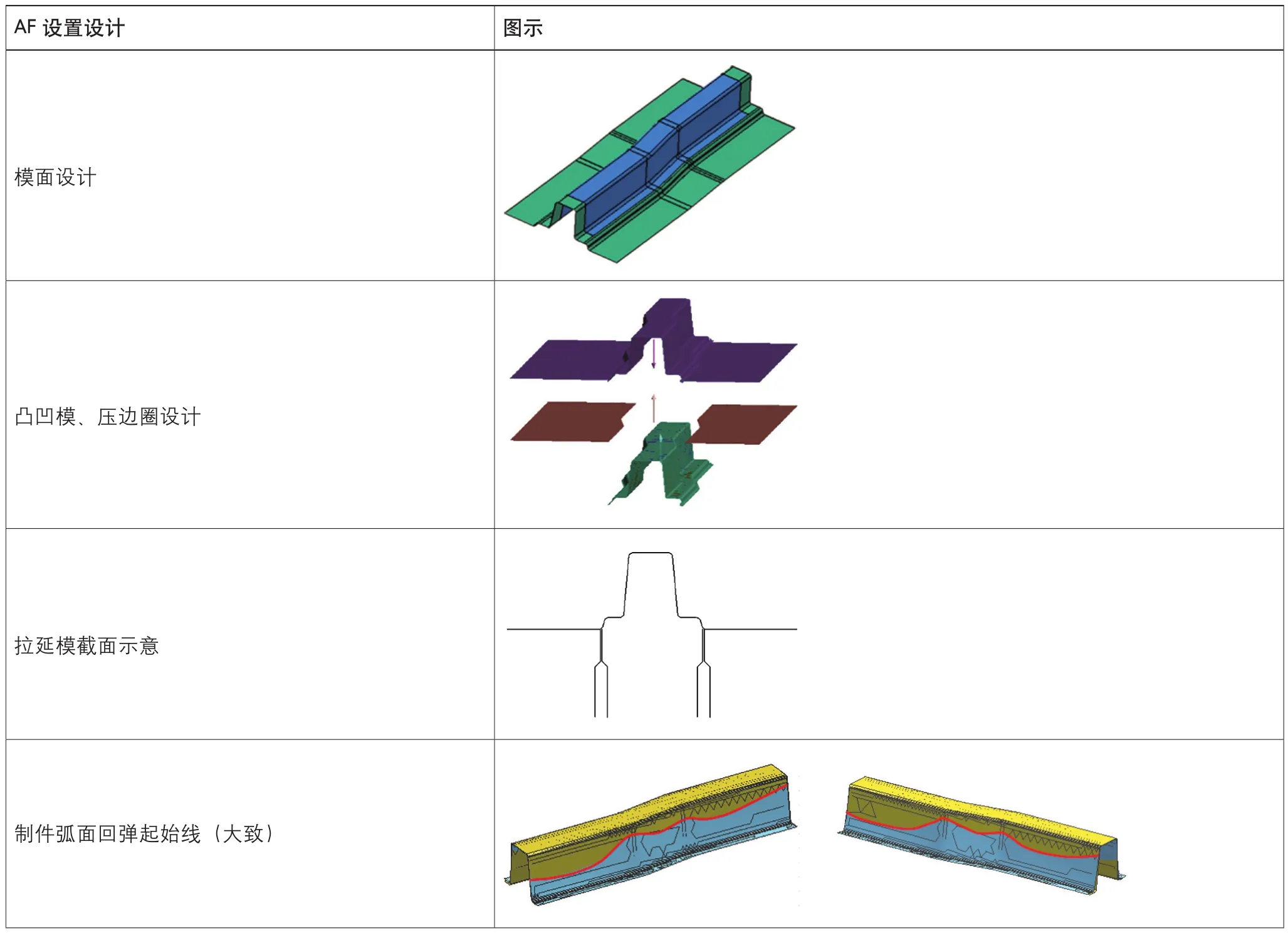
表2 方案二相关设计

图4 方案二制件成形性
方案二模面设计将纵梁的法兰边放置在凸模上(图4),制件材料利用率较高,拉延模制作也较为简单,但是制件的成形性及回弹控制并没有显著的改善,具体的模面设计及拉延模的凸凹模等见表2。
方案二的成形性与回弹相对于方案一无明显提升,侧壁回弹在4.0~7.7mm之间,法兰边回弹在4.9~8.3mm之间(图5),而且模具在后期整改难度较大。

图5 方案二制件回弹数值
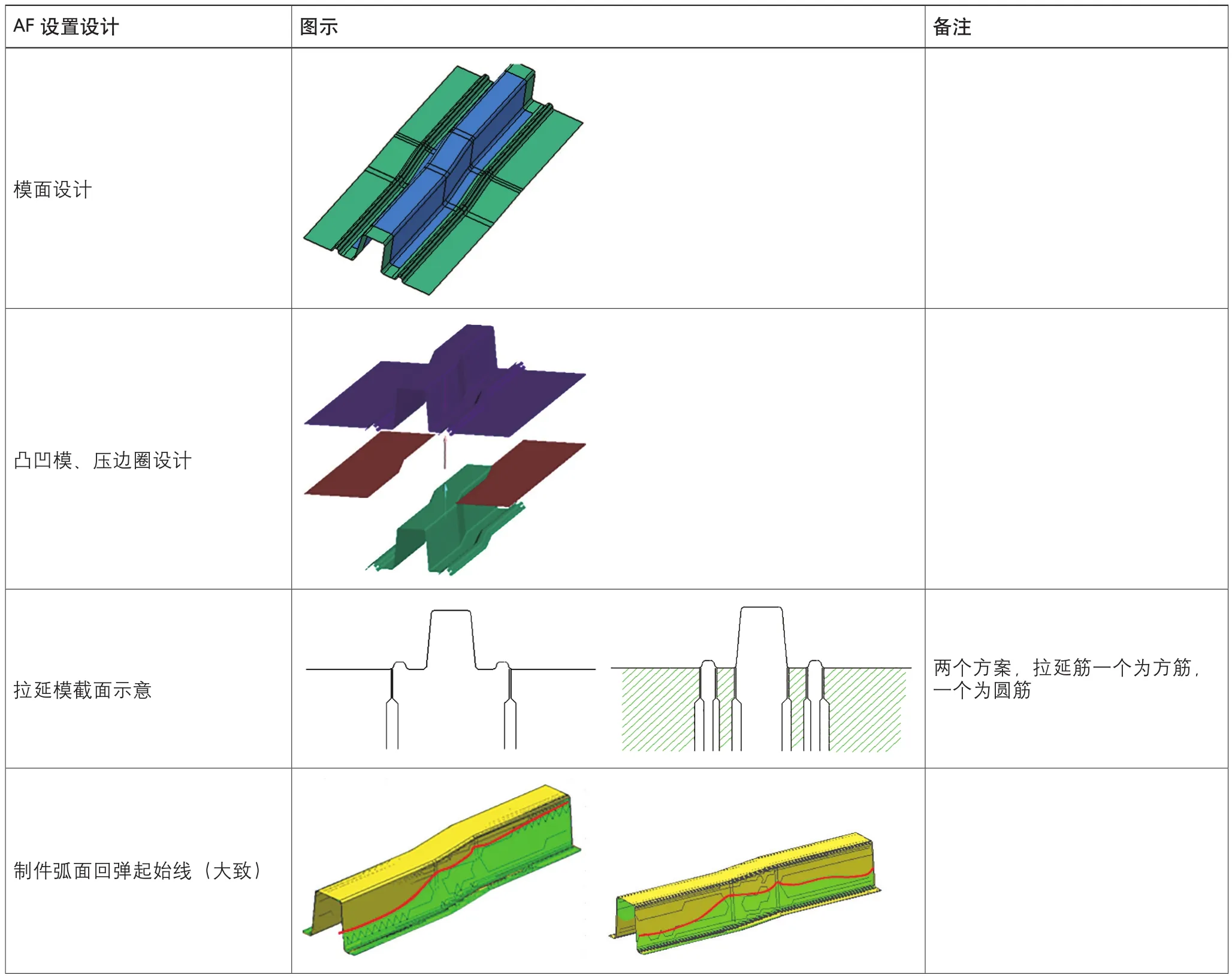
表3 方案三、方案四相关设计
方案三与方案四
模面设计将纵梁的法兰边放置在凸模上,制件材料利用率较高,拉延模制作也较为简单,但是制件的成形性及回弹控制并没有显著的改善,具体的模面设计及拉延模的凸凹模等见表3。

图6 方案三与方案四制件成形性

表4 四种方案技术比对
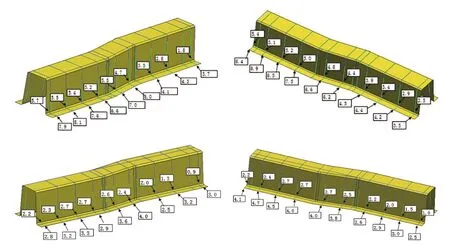
图7 方案三与方案四制件回弹数值
方案三与方案四相对前两个方案而言,增加了拉延筋控制,料流通过拉延筋与管理面的控制,制件的成形性与回弹有明显的提升,方案三与方案四的差别是拉延筋的形状(图6)不一样,一个为方筋一个为圆筋,拉延筋形状可以根据实际料流来选择,方案三侧壁回弹量在1.8~8.1mm之间,法兰边回弹量在2.5~8.9mm之间,方案四的侧壁回弹量在0.9~4.0mm之间,法兰边回弹量在1.0~4.7mm之间(图7)。
对四种不同的冲压工艺设计进行CAE分析,比较出不同方案的优、缺点,四种方案的技术对比见表4,方案三和方案四,在回弹严重的梁类高强度板制件的拉延设计中,已经得以广泛的应用。
结束语
前期的冲压工艺设计对零件的最终质量起到关键作用,但是汽车冲压件种类繁多,成形难度也各异,对于同一制件,不同的冲压工艺设计,制件的质量、模具设计的难易度和材料利用率也各为不同。随着汽车高强度板使用的增多,还有一种新的模面设计,即结合本文方案二与方案四,将制件的法兰边设置在凸模上,同时还设置拉延筋,能够更好的控制料流,更便于模具调试时,通过拉延模的调试来控制回弹。
