一种联轴器安装的工装设计
2019-11-14江舟周慧余灿黄小亮
江舟 周慧 余灿 黄小亮
摘 要:三峡船闸液压油泵更换过程中,联轴器安装需要较高精度以保证联轴器两部分啮合良好,现在根据实际情况设计了一款工装,可以在不用反复拆除工装的前提下,一次性将联轴器安装完成并确保安装精度。
关键词:液压油泵;联轴器;工装;安装精度
中图分类号:U641 文献标识码:A 文章编号:1006—7973(2019)09-0021-02
1 概述
三峡船闸液压系统的动力元件是三台柱塞泵,其中两台为变量泵,一台为衡量泵。由于三峡船闸通航压力较大,导致油泵长期高负荷运转,油泵性能也在不断降低,为了保证船闸运行的稳定,必须定期对油泵进行更换并返厂检修。
三台柱塞泵分别由两台90KW和一台75KW电机驱动,电机轴和柱塞泵轴由一套爪型弹性联轴器连接,在进行油泵回装前,先需要将爪型联轴器安装到油泵轴上,由于油泵轴与弹性联轴器属于过盈配合,安装过程比较复杂。目前过盈配合常用的安装方式主要有三种:冷装法、热装法、压入法[1]。但是由于冷装法和热装法需要用专用设备,专用设备不仅重量大不便于移动而且存在一定的危险性,因此在油泵弹性联轴器的安装时优先选用压入法。
目前三峡船闸对于联轴器安装的方法主要是在油泵轴中心的螺纹处连接螺杆,在螺杆上套一块厚钢板,通过紧固螺母,将压力通过钢板传递到联轴器。由于钢板阻碍了施工人员测量,为了保证安装精度,必须将螺杆拆除,测量数据后,再安装螺杆,继续进行压入。这种安装方式不仅安装精度低,而且安装效率也十分低下,根据换泵时间统计安装一套联轴器平均时间为60min左右。因此设计一套符合实际要求的工装对提高油泵安装效率是十分必要的。
2 需求分析
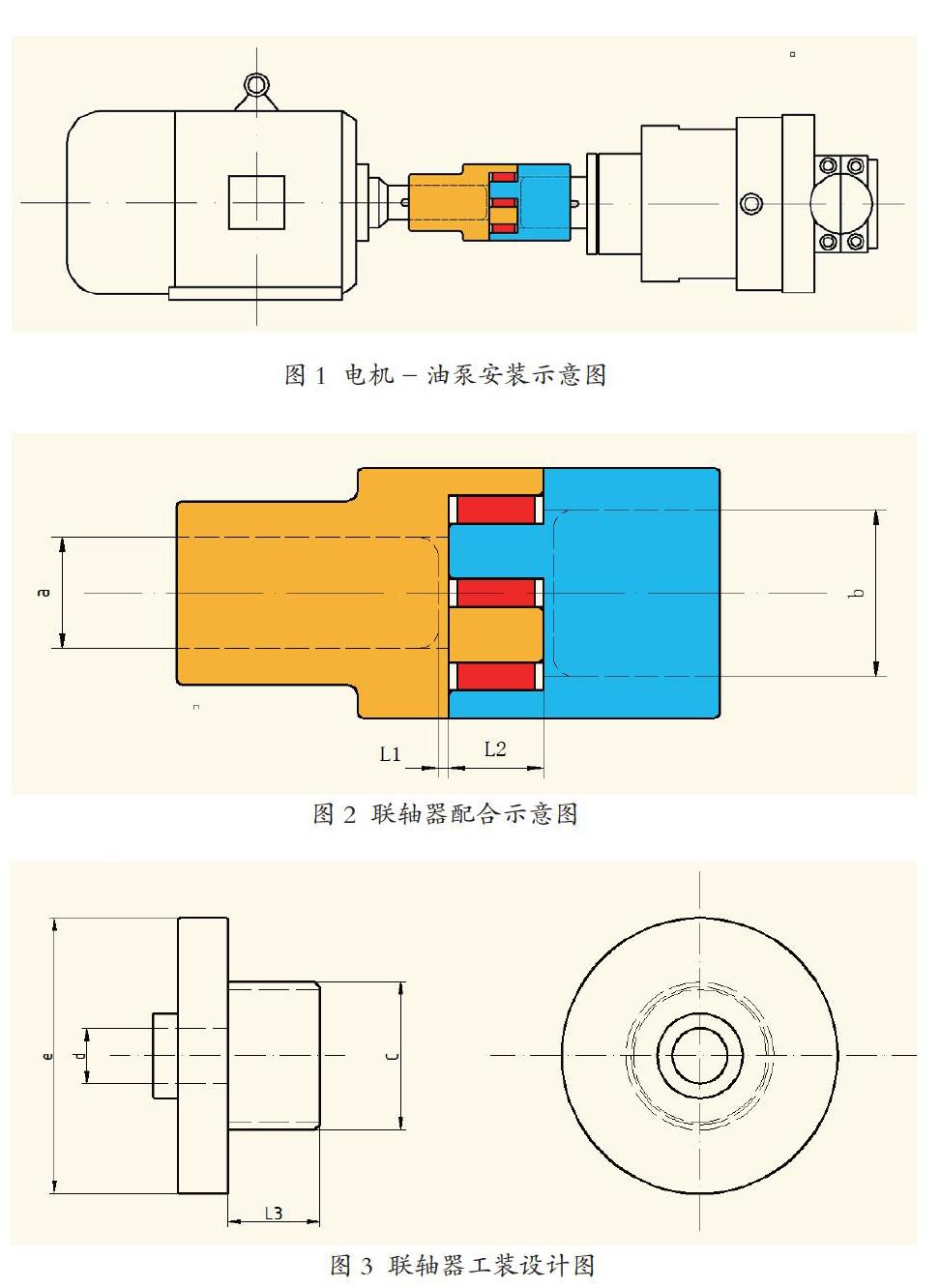
由于现场液压管路和电机基座位置固定,因此液压油泵和电机安装位置固定不变,其安装示意图如图1所示。为了保证联轴器传动的平稳性,爪型弹性联轴器的两部分必须啮合良好。
联轴器具体安装要求如下:
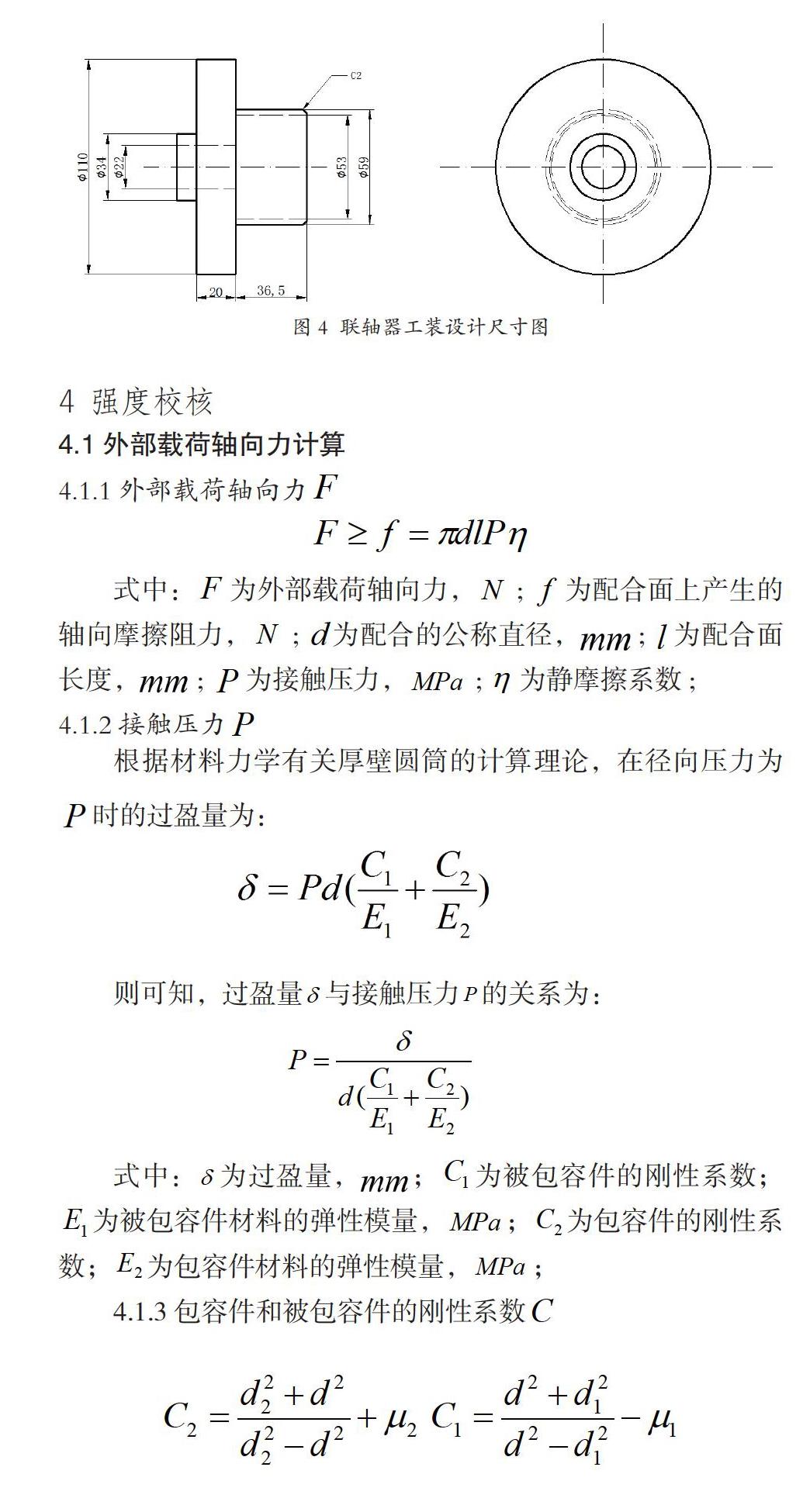
(1)由于电机和油泵相对位置固定,只能通过调整联轴器的两部分在电机轴和油泵轴上的安装位置来调整联轴器的啮合精度。根据以往经验,当联轴器啮合爪的底端面和电机轴、油泵轴端面距离L1=4mm时,联轴器两部分啮合良好。
(2)联轴器型号确定,其啮合爪高度L2=32.5mm。
(3)电机型号和油泵型号固定,其电机轴直径a和油泵轴直径b确定,a=75mm,b=60mm。
(4)电机轴和油泵轴中心为M16螺纹,因此在联轴器安装时需要M16的螺杆,M16螺杆大径为16mm。
3 工装设计
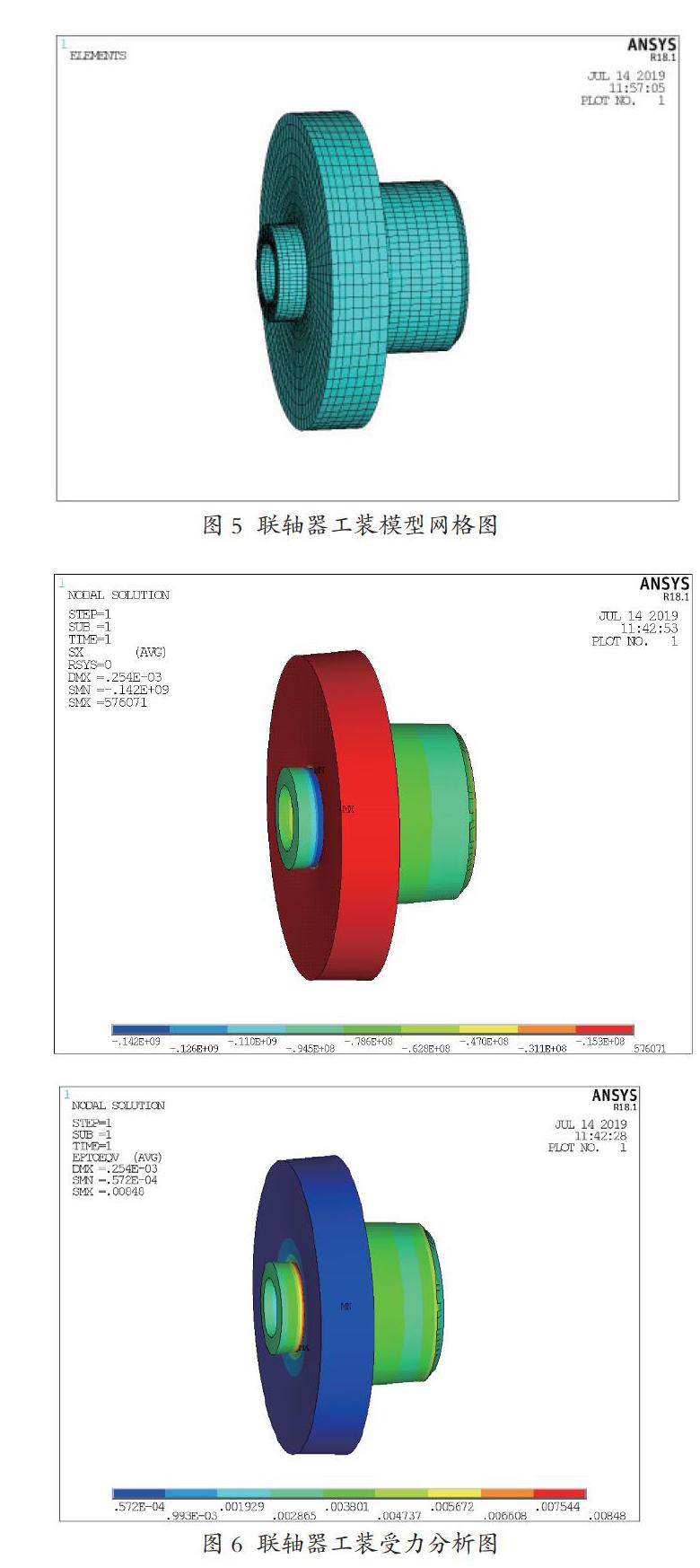
根据实际需求,设计如图3所示工装,其参数要求如下:
为了保证能够不用拆下工装进行测量就能保证联轴器啮合爪的底端面和电机轴、油泵轴端面距离为4mm,下图L3=L1+L2=36.5mm。
为了确保工装在联轴器两部分安装时都能使用,c≤min(a,b)。
由于在安装联轴器时,螺杆必须穿过工装,因此d≤16mm。
为保证联轴器安装时,工装可靠固定,e≧max(a,b)。
经过分析,设计工装在实际最大轴向外部载荷作用下,其最大应力142MPa,低于材料的屈服强度,在外部载荷作用下其形变也几乎可以忽略不计,所以设计工装满足实际使用强度要求。
5 总结
通過设计工装,在液压油泵更换过程中,无需中途拆下工装测量联轴器安装到位情况,就可以通过工装限位将联轴器一次安装到位,大大缩短了联轴器的安装时间,也较大程度提高了换泵的工作效率。
参考文献:
[[1]濮良贵.纪名刚.机械设计[M].高等教育出版社
[2]孙海军.过盈配合时压装力的计算[J].制造业信息化.2016(6):42-44
